


Munt
Geschiedenis
Menselijke beschavingen gebruiken metalen al lang als ruilmiddel. Naast hun duurzame eigenschappen lenen metalen zich ook gemakkelijk voor smelten en gieten. Al in 1000
De eerste vermelding van westerse munten kwam pas in 700
Alexander de Grote bouwde in zijn hele koninkrijk pepermuntjes, van Macedonië tot Babylon. Hij stelde uniforme gewichten en typen in. Het was tijdens het bewind van Alexander dat het muntportret populair werd. Heersers, goden en godinnen waren de portretten bij uitstek. Tegen de vierde en vijfde eeuw A.D. , werden graveurs in Italië, en met name in Sicilië, algemeen erkend als de experts in het ontwerpen van munten. Hun vaardigheid werd zo vereerd dat de graveurs hun werk begonnen te signeren.
Vóór de komst van het industriële tijdperk werd het slaan van munten handmatig uitgevoerd. Een rond stuk metaal werd over een aambeeld geplaatst dat was voorzien van een bedrukte matrijs. Een andere dobbelsteen werd op een stamper bevestigd, die vervolgens op de blanco werd geplaatst. De muntmaker hield de stamper met één hand op zijn plaats en bracht toen een hamer van twee pond bovenop de stamper. Opmerkelijk genoeg resulteerde dit in zeven ton druk, die afdrukken in beide zijden van de blanco dwong. Het hoogreliëf dat typerend is voor vroege Griekse munten vereiste soms twee of drie slagen om het gewenste effect te bereiken. Het verwarmen van de blanco voor het slaan verminderde vaak het aantal vereiste slagen. Met deze methode kon elke twee seconden één munt worden geslagen.
Grondstoffen
Elk land stelt strikte richtlijnen op voor de samenstelling van zijn valuta. De externe verkopers die het metaal of de "voorraad" aan de munt leveren, moeten deze richtlijnen naar de letter volgen. Oorspronkelijk bestond de Amerikaanse penny (of cent) uit 95% koper en 5% zink. In 1982 werd deze samenstelling veranderd in een verkoperd zink. Een zinklegering met sporen van koper vormt de kern van de munt, terwijl het buitenoppervlak is gegalvaniseerd met koper. Munten van vijf cent zijn samengesteld uit kopernikkel, een legering van 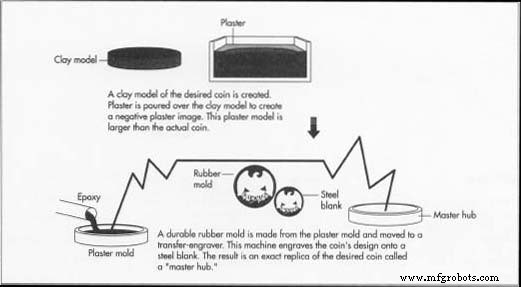 75% koper en 25% nikkel. Dubbeltjes, kwartjes, halve dollars en dollarmunten zijn gemaakt van drie lagen metaal die aan elkaar zijn gehecht of "bekleed". De buitenste laag is 75% koper en 25% nikkel, terwijl de kern puur koper is.
75% koper en 25% nikkel. Dubbeltjes, kwartjes, halve dollars en dollarmunten zijn gemaakt van drie lagen metaal die aan elkaar zijn gehecht of "bekleed". De buitenste laag is 75% koper en 25% nikkel, terwijl de kern puur koper is.
In de fabrieken van de externe leveranciers worden de metaallegeringen in ovens gesmolten en in rechthoekige vormen gegoten. Wanneer de voorraad afkoelt, wordt deze onder druk gerold tot de juiste diktes. Het walsproces zorgt ervoor dat het materiaal overmatig hard wordt, waardoor een proces dat gloeien wordt genoemd, moet worden toegepast. In dit proces verzacht een reeks verwarmingen en koelingen de bouillon en brengt deze de consistentie die nodig is voor het vormen en stempelen. De rechthoekige metalen platen worden in stroken van ongeveer 33 cm (13 inch) breed en 457 m (1.500 voet) lang gesneden en vervolgens tot rollen opgerold. De pepermuntjes kopen de spoelen op basis van hun behoeften.
Het fabricageproces
Vormen en graveren van de hoofdnaaf
- 1 Wanneer een nieuwe munt in gebruik is genomen, ontwikkelen beeldhouwers in dienst van de munt een set schetsen. Wanneer een bepaalde schets is goedgekeurd en verfijnd, maakt de beeldhouwer een kleimodel. Het model kan drie tot twaalf keer groter zijn dan de eigenlijke munt.
- 2 Gips wordt over het kleimodel gegoten om een negatief of omgekeerd gipsmodel te maken. De woorden van de inscripties zijn omgekeerd in het gips gekerfd. De beeldhouwer herhaalt dit proces meerdere keren totdat het gipsmodel perfect is.
- 3 Vervolgens wordt een duurzame rubberen mal gemaakt door epoxy in de gipsmal te gieten. De epoxy mal wordt op een transfergraveur gemonteerd. Aan het ene uiteinde van de transfer-graveur volgt een stylus de epoxyvorm. Terwijl de stylus beweegt, verkleint een verhoudingsbalk in het midden van de graveur het ontwerp tot de werkelijke muntwaarde. Deze verkleinde afmeting wordt doorgegeven aan een hardmetalen gereedschap aan het andere uiteinde, dat het ontwerp vervolgens in een stalen plano snijdt. Het resultaat is een positieve replica die een 'masterhub' wordt genoemd. De beeldhouwers onderzoeken de hoofdnaaf en verwijderen eventuele onvolkomenheden.
De werkende matrijzen maken
- 4 Warmtebehandeld metaal wordt onder een computergestuurde draaibank geplaatst, waar het wordt gladgemaakt
 en gepolijst tot een nauwkeurig afgemeten blanco matrijs. De hoofdnaaf wordt in de matrijs gedrukt. Het resultaat wordt de 'meesterdobbelsteen' genoemd. De master-matrijs wordt gebruikt om werkende naven en werkende matrijzen te maken. De hoofdhubs en matrijzen worden vervolgens in opslag geplaatst.
en gepolijst tot een nauwkeurig afgemeten blanco matrijs. De hoofdnaaf wordt in de matrijs gedrukt. Het resultaat wordt de 'meesterdobbelsteen' genoemd. De master-matrijs wordt gebruikt om werkende naven en werkende matrijzen te maken. De hoofdhubs en matrijzen worden vervolgens in opslag geplaatst.
De lege plekken eruit ponsen
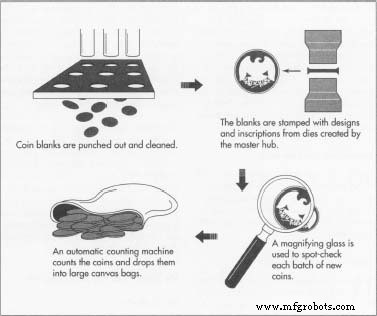
- 5 De juiste spoel van metaal wordt door een stanspers gevoerd, die ronde schijven uitponst die in grootte overeenkomen met de munt die moet worden geslagen. De plano's worden gesneden met een snelheid van 400 slagen per minuut. De overgebleven stukjes metaal worden versnipperd en gerecycled voor toekomstig gebruik.
De blanco's gloeien en beitsen
- 6 De plano's worden onderworpen aan een ander gloeiproces en vervolgens in industriële wasmachines en drogers geplaatst. De smeermiddelen die bij deze verschillende processen worden gebruikt, zorgen ervoor dat de blanco's gekleurd en geoxideerd worden.
- 7 De blanco's worden vervolgens in draaiende kuipen of vaten geplaatst die gevuld zijn met een zuur beitsmiddel. Als de blanco's samen in de kuipen worden gegooid, worden ze gepolijst.
De lege plekken sorteren en wieden
- 8 De blanco's worden gezeefd door een "riddler", een metalen plaat voorzien van gaten die exact overeenkomen met de exacte grootte van de specifieke munt die moet worden geslagen. Op deze manier worden misvormde en oneven grote blanco's verwijderd.
De munten slaan
- 9 De perfecte blanco's worden op een lopende band naar de muntpers gedragen, waar ze worden gestempeld met ontwerpen en inscripties. Rond een van de matrijzen wordt een stalen kraag in de pers gestoken. De matrijs voor de achterkant wordt in de bovenarm van de pers geladen. Honderden tonnen luchtdruk duwen de blank in de kraag. Tegelijkertijd wordt de bovenliggende matrijs in de kraag en op de plano gedrukt. De impact zorgt ervoor dat de afdrukken zich aan beide zijden van de plano vormen. De pers geeft de nieuw geslagen munt vrij en deze beweegt langs een lopende band naar de inspectielijn.
In sommige gevallen heeft de kraag groeven om de geribbelde randen op de munt te maken. Anders worden de groeven gemaakt na het slagproces, op een gereedschap dat een stuikmolen wordt genoemd. De grootte van de pers varieert van enkele capaciteit tot exemplaren die vier munten tegelijk stempelen. Enkelslagpersen stempelen over het algemeen 400 munten per minuut, met drukbelastingen tot 180 ton. Meerdere persen kunnen 120 munten per minuut produceren onder 250 ton druk.
Inspecteren en sorteren
- 10 De persoperator controleert elke batch nieuwe munten met een vergrootglas. De munten bewegen door een andere riddler die blanco's sorteert die tijdens het slagproces misvormd of gedeukt zijn.
Tellen en inpakken
- 11 Een automatische telmachine spuugt een vooraf bepaalde hoeveelheid munten uit en laat ze in grote canvas zakken vallen. De zakken worden dichtgenaaid, op pallets geladen en vervolgens met vorkheftrucks naar opslagkluizen vervoerd.
Kwaliteitscontrole
Tijdens het graveer- en fabricageproces worden op veel punten inspecties uitgevoerd. Legeringen worden geanalyseerd met behulp van röntgenfluorescentiespectrometers of chemische processen. De oppervlakteconditie van de blanks wordt regelmatig gecontroleerd op het maximale gemiddelde van de middellijn. De diameters van de blanco's worden gemeten met meters zoals micrometers. Gewichten worden gecontroleerd door een bepaald aantal munten te wegen tegen een standaardgewicht plus een vooraf bepaalde vergoeding.
De Toekomst
Halverwege de jaren negentig troffen de VS voorbereidingen om zich bij andere geïndustrialiseerde landen aan te sluiten bij het gebruik van een dollarmunt in plaats van een papieren biljet. Hoewel donateurs wijzen op de besparingen die de omschakeling zou opleveren, en milieuactivisten de deugden van het geleidelijk afschaffen van het dollarbiljet prijzen, beschouwen traditionalisten het dollarbiljet als een diepgeworteld symbool van de Verenigde Staten. Ook vakbonden en brancheorganisaties die de papierindustrie vertegenwoordigen, waren tegen de nieuwe munt.
De afschaffing van de cent heeft de afgelopen jaren ook steun gekregen. Ironisch genoeg heeft de opvatting van het Amerikaanse publiek dat de cent waardeloos is ervoor gezorgd dat miljoenen mensen ze thuis in potten en dozen hebben opgeslagen, om ze later in te ruilen voor grotere coupures. Dit heeft geleid tot een tekort aan centen in de commerciële arena. Beslissingen over het elimineren van munten zijn intens politiek, wat getuigt van de aanhoudende symbolische kracht van de metalen munt.
Productieproces