


Bell
Achtergrond
Sinds de prehistorie worden klokken gebruikt om belangrijke gebeurtenissen aan te kondigen. Klokken roepen de gelovigen op om te aanbidden en de tijd te luiden. Het geluid van een bel kan grote vreugde uitdrukken, een waarschuwing laten klinken of rouw signaleren. Er zijn ook klokken geluid om de regen op te wekken of te stoppen, boze geesten op afstand te houden, vloeken op te roepen en spreuken op te heffen.
Klokken hebben een ereplaats in religieuze ceremonies. In zowel het boeddhisme als het christendom worden klokken gezegend voor elke ceremonie. In het rooms-katholicisme zijn klokken symbolen van het paradijs en de stem van God. De Russisch-orthodoxe en de Chinezen gebruiken bellen om met geesten of God te spreken.
Klokken worden ook vereerd als patriottische symbolen, en het was niet ongebruikelijk voor binnenvallende veroveraars om de stadsbel te veroveren en tot zwijgen te brengen. In de VS is het grote symbool van de Amerikaanse republiek de Liberty Bell.
De Chou-dynastie, die van 1122 tot 221
In de 17e eeuw kwamen België en Nederland naar voren als de leiders in het klokkengieten. De Nederlandse broers Francois en Pierre Hemony worden over het algemeen gecrediteerd met het ontwikkelen van de bel tot een geavanceerd muziekinstrument. De Hemonys werkten samen met een blinde muzikant genaamd Jacob Van Eyck aan een afstemmingssysteem voor de vijf afzonderlijke en verschillende tonen in de ring van elke bel. Na de dood van Francois en Pierre en die van hun sterleerling Caes Noorder in de 18e eeuw ging de kunst achteruit. Pas in de 20e eeuw bereikten de afstemmingstechnieken opnieuw uitmuntendheid.
Belvormen verschillen per land en cultuur. De zijkanten kunnen recht, convex, concaaf of halfrond zijn. Oost-Aziatische klokken hebben de neiging tonvormig te zijn, terwijl westerse klokken tulpvormig zijn met een uitstulping nabij de rand. Chinese bellen hebben vaak lotusvormige randen. Klokken van westerse culturen worden over het algemeen geslagen door een metalen binnenste slagman terwijl de bel heen en weer zwaait. Aziatische bellen zijn niet-zwaaiend en worden meestal handmatig aan de buitenkant geslagen met een houten hamer.
Grondstoffen
Hoewel decoratieve bellen kunnen worden gemaakt van materialen als hoorn, hout, glas en klei, worden bellen die zijn ontworpen om te luiden of om muziek te spelen gegoten in een bronslegering van ongeveer 77% koper en 23% tin. Deze combinatie produceert een sterk, duurzaam materiaal dat bestand is tegen roesten. De oprichters van de klok moeten oppassen dat ze niet meer dan 25% tin mengen, anders wordt de klok broos en kan barsten. Het is niet ongebruikelijk dat oude klokken worden omgesmolten en het metaal wordt hergebruikt om nieuwe klokken te gieten.
Het fabricageproces
Het ambacht van het gieten van klokken is sinds de 12e eeuw in wezen hetzelfde gebleven. 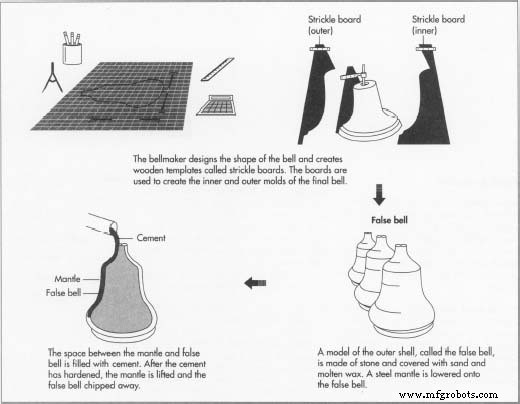 De enige innovatie was de uitvinding van de stemmachine in de 19e eeuw. Voor die tijd werd de juiste toon bereikt door de zijkanten van de bel af te hakken met een hamer en beitel. Deze procedure had een hoog risico op beschadiging van de bel. De stemmachine, die in wezen een verticale draaibank is, heeft dat risico verminderd. Elektronische stemmachines hebben het vermogen van de klokkengieter vergroot om de nauwkeurigheid van de toon van de klok te testen. Al met al is het maken van een bel echter nog steeds een praktisch proces.
De enige innovatie was de uitvinding van de stemmachine in de 19e eeuw. Voor die tijd werd de juiste toon bereikt door de zijkanten van de bel af te hakken met een hamer en beitel. Deze procedure had een hoog risico op beschadiging van de bel. De stemmachine, die in wezen een verticale draaibank is, heeft dat risico verminderd. Elektronische stemmachines hebben het vermogen van de klokkengieter vergroot om de nauwkeurigheid van de toon van de klok te testen. Al met al is het maken van een bel echter nog steeds een praktisch proces.
Het ontwerp van de bel berekenen
- 1 Aan de hand van de specificaties van de koper bepaalt de klokkenmaker de vorm die de klok moet aannemen om met het juiste aantal trillingen te resoneren. Na het inschatten van het benodigde gewicht bestelt de klokkenmaker het metaal. Dit zijn nauwgezette metingen die enkele weken aan berekeningen in beslag kunnen nemen.
Het belpatroon of sjabloon maken
- 2 De klokkenmaker snijdt twee houten sjablonen uit die 'strickle boards' worden genoemd. Een van de planken komt overeen met de afmetingen van de buitenste bel (de kast of cope); de andere komt overeen met die van de binnenste bel (de kern genoemd). Deze sjablonen worden gebruikt om de mal te construeren.
De mal construeren
- 3 Een exact stenen model van de buitenste bel, ook wel een valse bel genoemd, wordt eerst bedekt met zand of leem en vervolgens met gesmolten was. Cijfers en opschriften, eveneens van was, worden met de hand aangebracht. De valse bel is
 overschilderd met drie lagen zeer fijne, vuurvaste klei. Het is dan ingesloten in een stalen mantel die is neergelaten door touwschijven.
overschilderd met drie lagen zeer fijne, vuurvaste klei. Het is dan ingesloten in een stalen mantel die is neergelaten door touwschijven. De ruimte tussen de valse bel en de mantel is gevuld met cement. Nadat het cement is uitgehard, wordt de mantel van de cementvorm getild. De valse bel, onder de mal, is weggeknipt. Alle resterende restjes van de valse bel worden verwijderd met een brander. De mal wordt vervolgens boven een cokesvuur geplaatst om de resterende was te smelten en het water dat zich heeft opgehoopt te verdampen.
Een model van de binnenste bel is gemaakt van steen en bedekt met vuurvast cement. Daarna wordt het gladgestreken om eventuele oneffenheden te verwijderen.
De bel werpen
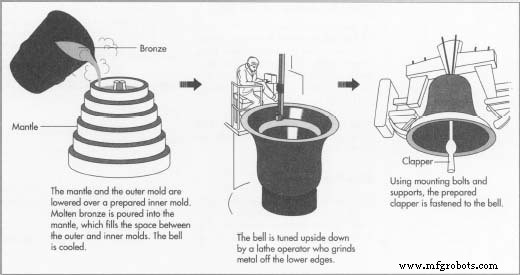
- 4 Nadat de mantel is schoongemaakt, wordt deze weer neergelaten over het buitenklokmodel. De mantel en de buitenste klokvorm worden dan neergelaten over de binnenvorm. De buitenste en binnenste secties worden aan elkaar geklemd, waardoor er een ruimte tussen hen overblijft, en in een put geplaatst.
Ingots van brons worden gesmolten in oliebranders en verwarmd tot een temperatuur van ongeveer 1150 ° F (1100 ° C). Het gesmolten metaal wordt afgeroomd om onzuiverheden te verwijderen en vervolgens in vaten gegoten. De trommels worden naar de put gedragen en voorzichtig gekanteld zodat het hete metaal in de ruimte tussen de twee vormen stroomt. Gaten in de bovenkant van de mantel laten gassen ontsnappen. Als de gassen in het metaal zouden blijven, zou de bel te poreus zijn en gemakkelijk barsten.
De bel mag enkele dagen afkoelen. Grote klokken kunnen wel een week nodig hebben om volledig af te koelen. Kleine belletjes, meestal geclassificeerd als die onder de 500 pond (227 kg), kunnen de volgende dag uit de vormput worden verwijderd.
De bel stemmen
- 5 De bel is gegoten met iets dikkere zijkanten zodat de bel kan worden geslepen terwijl deze langzaam ondersteboven ronddraait op een cirkelvormige draaibank om de precieze toon te verkrijgen. De beltuner is zeer bekwaam; er is jaren ervaring voor nodig om te weten hoeveel metaal je moet verwijderen. De beltoon wordt tijdens het stemmen regelmatig getest met behulp van een elektronisch apparaat dat de trillingen registreert wanneer de bel wordt aangeslagen. Als de toon te laag is, maalt de machinist van de draaibank meer metaal van de onderkant van de bel. Als de toon te hoog is, wordt de bel uitgedund met een vijl.
De klepel in de bel passen
- 6 De klepel wordt op vrijwel dezelfde manier vervaardigd als de bel zelf. Speciale aandacht wordt besteed aan het werpen van de klepel op het juiste gewicht. Een klepel die te licht is, zal de ware klanken van de bel niet naar voren brengen. Een zware klepel kan de bel doen barsten.
In de bovenkant van de bel worden gaten geboord. Met behulp van bevestigingsbouten en steunen wordt de klepel aan de bel bevestigd.
Kwaliteitscontrole
Er wordt grote zorg besteed aan het berekenen van het exacte gewicht en de grootte van de bel voordat deze wordt gegoten. Als de afgewerkte bel niet aan de specificaties voldoet, wordt deze volledig omgesmolten en opnieuw gegoten. Mocht een bel in de toekomst barsten, dan kan deze worden gelast en gepatcht, maar dat is zeldzaam. Het is waarschijnlijker dat de bel wordt teruggetrokken, zoals in het geval van de Liberty Bell, of wordt omgesmolten en opnieuw gegoten.
Productieproces
- Wat is VMC-bewerking?
- Gids voor aluminium lasermarkering
- MIG-lassen versus TIG-lassen
- Gids voor lasermarkering
- Overwegingen voor Zwitserse machinale bewerking met hoge productie
- Gids voor CNC-prototyping
- Het fabricageproces van de schacht begrijpen
- Wat is fiberlasermarkering?
- Elektrolytisch polijsten versus passiveren
- Wat is RVS-passivering?
- Een beter fabricageproces voor muizenval bouwen