


Bank
Achtergrond
Soms een bank of een davenport genoemd, een bank is een lange gestoffeerde zitting met beide armen en een rugleuning. Tegenwoordig is het een veelvoorkomende luxe die wijst op de voortgang van de mens weg van de nomadische levensstijl van 'inpakken en evacueren' uit ons recente verleden.
Geschiedenis
Stoffering dateert technisch gezien terug naar het oude Egypte, waar de graven van farao's waren ingericht met comfortabele voorzieningen die bewaard zijn gebleven om een millennia mee te gaan. Oude Egyptenaren en hun Romeinse tijdgenoten reserveerden dergelijke items voor royalty's en andere sociale elites. In het Westen ontwikkelde de stoffering zoals we die nu kennen zich langzaam naarmate de bouwarchitectuur verbeterde. Vóór de 16e eeuw waren geweven artefacten, bekend als wandtapijten, de belangrijkste bron van isolatie en beschermden ze de bewoners tegen het vocht en de kou die door hun muren naar binnen sijpelden. Zitplaatsen voor twee of meer personen werd meestal geleverd door een harde bank.
Toen de behoefte aan bescherming tegen de elementen afnam, konden stoffen worden gebruikt voor decoratie en op individuele meubels. Bijdragen aan interieurontwerp werden geleverd vanuit alle grote Europese centra. Duitsers introduceerden het gebruik van paardenhaarvulling, nog steeds een centraal kenmerk van goed gestoffeerde meubels. De Engelsen gaven de voorkeur aan gedroogd zeemos. Italianen introduceerden rugleuningen en armen tijdens de Renaissance. Gestoffeerde stoelen waren al uitgevonden, maar werden pas toen populair. De bank met een donzen kussen was een verlengstuk van de gestoffeerde stoel. Er zijn kleine aanpassingen gedaan aan de opvulmethoden, zoals het gebruik van knopen om de vulling vast te zetten in plaats van de praktijk van "tuften" (het naaien van verhoogde lussen of het snijden van een pool in de stof).
De achttiende-eeuwse 'handhaver' was een combinatie van ontwerper en decorateur die de visie van een architect op een kamer voltooide. Meubelmakers als George Hepplewhite, Matthias Lock, Henry Copland en de veel bekendere Thomas Chippendale breidden hun houtbewerkingsbedrijven uit naar dit nieuwe en opwindende gebied van stoffering. Een uitbarsting van wat door deze en andere beoefenaars "patroonboeken" werden genoemd, met namen als The Cabinet-Maker and Upholsterer's Guide, het tempo bepalen. Ze bevatten zowel bankontwerpen als nieuwe ideeën voor andere praktische en decoratieve stukken.
In de negentiende eeuw had de opkomst van de industriële technologie een grote invloed op de moderne manier van stofferen. In 1850 werden schroefveren uitgevonden. Een moderne bank bevat doorgaans, maar niet altijd, veren om de gewichtsverdeling gelijkmatig te verdelen. De naaimachine werd in deze periode ook ontwikkeld, waardoor het stofferingsproces werd versneld. Nieuwe verbeteringen zoals modern lassen zouden niet mogelijk zijn zonder de naaimachine.
Grondstoffen
Het frame van een bank is meestal van hout gemaakt, hoewel nieuwere opties staal, plastic en gelamineerde planken of een combinatie van het bovenstaande zijn. Onder de bekleding wordt in de oven gedroogd esdoornhout gebruikt dat vrij is van knopen, schors en compromitterende gebreken. Het showhout van de benen, armen en rug kan ook esdoorn zijn, maar soms worden mahonie, walnoot of fruithout gebruikt voor gebeeldhouwde poten of lijstwerk.
Opvulling is voornamelijk gemaakt van dierenhaar, met name van varken of paard. Andere vullingen die bij massaproductie worden gebruikt, zijn schuim en polyester fiberfill wrap. Enige voorbewerking kan nodig zijn, zoals bij het voorgematteerde met rubber beklede haar, waar dierenhaar wordt gerangschikt en in vorm wordt gebonden met lijm.
Kussens zijn gemaakt van polyurethaanschuim, polyestervezel, dons, katoen, latex of in katoen gewikkelde veren.
Een bank kan worden bekleed met een synthetische, natuurlijke of gemengde stof naar keuze. Wol en nylon zijn de beste keuzes in hun respectievelijke categorieën van natuurlijke en synthetische vezels, maar katoen, acetaat, rayon en polyester hebben hun eigen functionele eigenschappen. Buitenstof kan worden afgewerkt met een beschermende anti-vlekkencoating.
Bij gebruik zijn veren gemaakt van gehard staal. Een typische bank vereist 15 yd (13,71 m) jute en minstens 10 yd (9,14 m) mousseline voor het interieur. Alle materialen worden vastgemaakt met ongeveer 1.000 of meer spijkers, meer dan 200 km (182,8 m) touw en honderden yards machinaal naaigaren.
Ontwerp
Banken zijn er in drie grote maten. De volledige bank is 84 in (2,13 m) breed. Kleinere versies, zoals de tweezitter en de love seat, variëren tussen 60-80 in (1,52-2,03 m). Variaties op de standaardbank omvatten modulaire items en banken met speciale toepassingen, zoals ligbedden of slaapbanken. Sierontwerpen zijn niet per se minder duurzaam, maar nodigen niet uit tot casual gebruik. Het ontwerp van een bank kan worden aangepast aan het gebruik dat ervan zal worden gemaakt en de gemiddelde grootte van de mensen die er het meest gebruik van zullen maken. Een diepe zit is bijvoorbeeld goed voor langere mensen, maar biedt niet gemakkelijk plaats aan kortere mensen. De stijl van een bank wordt over het algemeen bepaald door zijn armen, die ook dienst doen als artistieke statements en rust. Sommige stijlen van zitmeubels zijn bekend onder de namen van deze armontwerpen. De overvolle bank wordt in de handel zo genoemd om het gebruik van meer dan één laag mousseline in de fundering aan te geven.
Het fabricageproces
Een enkele bank kost 300 tot 600 uur geschoolde arbeid om te maken. Zelfs kleine bedrijven en particulieren maken gebruik van elektrische zagen en andere gemotoriseerde machines, maar toch worden gespecialiseerde handgereedschappen gebruikt voor detailwerk. Deze omvatten de regelaar voor vulling, het 'ripping-gereedschap' en een soort tang die diagonale snijders wordt genoemd.
 Een traditionele Victoriaanse bank gekocht als onderdeel van een salonsuite door Mary Todd Lincoln na de moord op haar man. (Uit de collecties van Henry Ford Museum &Greenfield Village.)
Een traditionele Victoriaanse bank gekocht als onderdeel van een salonsuite door Mary Todd Lincoln na de moord op haar man. (Uit de collecties van Henry Ford Museum &Greenfield Village.)
Na de moord op president Abraham Lincoln kocht zijn vrouw, Mary Todd Lincoln, een dure salonsuite voor gebruik in haar nieuwe leven als weduwe. De suite omvatte een bank, een tafel, twee fauteuils en verschillende zijstoelen, en is waarschijnlijk vervaardigd door J &J.W. Meeks van New York.
De bank belichaamt het Victoriaanse tijdperk en vertegenwoordigt het ultieme comfort en decoratie uit het midden van de negentiende eeuw. De technologie van die tijd maakte het gebruik van schroefveren mogelijk, waardoor de stoel een kussenachtige zachtheid kreeg die terugkeert naar zijn strakke vorm zodra de druk wordt weggenomen. Nieuwe technologieën maakten ook plaats voor het rijkelijk gesneden showhout op de achterkant. Gewoonlijk zou het bijna driedimensionale ontwerp met fruit en bloemen het hout splijten, maar dunne lagen palissander werden kruiselings aan elkaar gelijmd om een sterker houtlaminaat te vormen dat bestand is tegen het snijwerk. Eenmaal aan elkaar gelijmd, werd het hele laminaat gestoomd en gedwongen om met de achterkant van de bank mee te buigen.
Het systeem van gebogen multiplex zou (100 jaar later) opnieuw worden gebruikt door Charles Eames om zijn beroemde stoelen te maken. Ze zouden de stilistische antithese zijn van de sierlijke Victoriaanse bank van mevrouw Lincoln, maar net zo chip- en barstbestendig.
Henry Prebys
De kern van de montage is waar de verschillen tussen traditioneel handwerk en fabrieksproductie wordt het duidelijkst. Klassieke handgebonden veren kunnen bijvoorbeeld plaatsmaken voor een mechanisch bevestigd verenrooster als de recente fabriekspraktijk de norm wordt. Dergelijke industriële hervormingen hebben tot controverse geleid. De volgende uitsplitsing is gemodelleerd naar het handgemaakte proces dat nog steeds de industrie definieert.
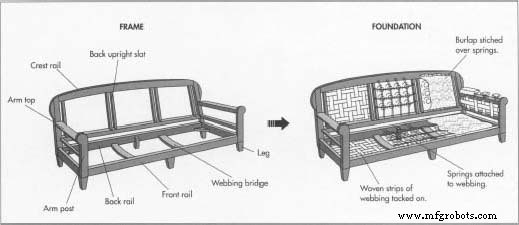
Inlijsten
- 1 Eerst wordt het frame gemaakt van hout dat vrij van gebreken is bevonden. De dikte van het hout moet ervoor zorgen dat de zware spanband kan volgen. Als het frame niet sterk genoeg is, zal het niet het gewicht dragen dat er opnieuw in wordt verdeeld door de webbing wanneer iemand gaat zitten. Armen, rug of rugdelen, zitting en benen zijn bevestigd. De voorkeursmethode is met strak gesneden, gemonteerde lijmverbindingen met dubbele pluggen, versterkt met hoekbeugels, gelijmd en ook op hun plaats geschroefd. Elk groot deel van de bank moet afzonderlijk worden bevestigd met veren en ook afzonderlijk worden opgevuld. Daarom worden ze "uitgekaderd" met verstevigingslatten die rond het zitgedeelte zijn aangebracht.
Webbing en veren
- 2 De basis is dan klaar voor opvulling. Jute, een soort jute gemaakt in India, wordt gebruikt als webbing. Stroken van dit materiaal zijn met elkaar verweven, over het frame gespannen en vastgelijmd. Vlastouw wordt vervolgens gebruikt om de veren aan de band te binden. Twee strengen touw worden op hun plaats vastgemaakt en vervolgens van achteren naar voren om een veer gebonden. Een ander paar lijnen loopt van links naar rechts op elke rij veren nadat alle veren afzonderlijk op hun plaats zijn vastgemaakt. Als in de "voorste rij" veren worden gebruikt, worden deze verder vastgebonden met een stuk draad. Dit proces wordt herhaald voor de rugleuning, met speciale aandacht voor de veren aan de basis, die worden behandeld als de voorste rij stoelveren. Als de rug in secties komt (soms drie voor ontwerpdoeleinden), wordt elk deel afzonderlijk afgebonden en worden de touwuiteinden op het vierzijdige frame geplakt. Hetzelfde geldt voor alle zijden en armen. Elk onderdeel wordt in een eigen stuk jute gewikkeld nadat het volledig is voorzien van geborgde veren. De jute wordt voor elk onderdeel op maat gesneden, aanvankelijk op zijn plaats geplakt en vervolgens stevig aan de veren vastgemaakt om beweging te minimaliseren. Dit om te voorkomen dat de veren na verloop van tijd door de jute heen slijten.
Opvulling
- 3 Elk deel is ook afzonderlijk opgevuld, met lagen jute en paardenhaar of gekozen synthetisch materiaal. De vulling wordt in een jute envelop geplaatst, op de rand van de stoel geplaatst, op zijn plaats vastgemaakt en vastgenaaid. Naarmate het naaien vordert, kunnen de pinnen één voor één worden verwijderd. Deze rol wordt vervolgens gevormd volgens de ontwerpvereisten en gestikt met speciale naalden en meer touw. Nadat dit is vastgezet maar nog steeds buigzaam, een laag van ongeveer 15 lb (6,81 kg)
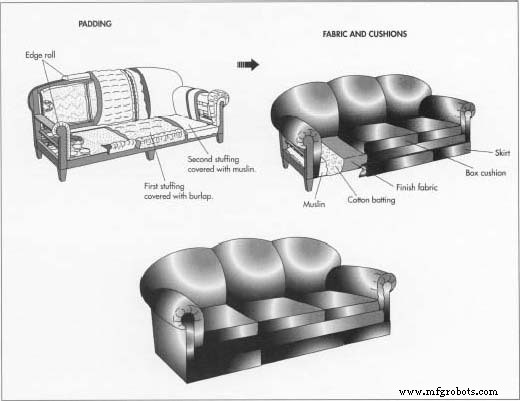 vulling is verdeeld over het hele gebied van de stoel en strekt zich uit over de rol. De laag is op zijn plaats geregen met lange, losse steken en bedekt met lichtere jute. Strakkere stiksels verdelen de stoel in twee gebieden, het platform en de neus of voorkant. Dit voorste deel is opnieuw gevormd met handstiksels. Nadat het vormgeven is voltooid, wordt een laatste, dikkere laag opvulling toegevoegd om de kuilen op te vullen die zijn achtergelaten door in de jute te naaien, en geruwd zoals de vorige laag. Een mousseline deklaag wordt aangebracht, in de breuk tussen het platform en de neus gestikt, over de voorrand en terug over het platform gespannen; de randen zijn op hun plaats geplakt. Afwijkingen in de opvulling worden verholpen voordat u verder gaat.
vulling is verdeeld over het hele gebied van de stoel en strekt zich uit over de rol. De laag is op zijn plaats geregen met lange, losse steken en bedekt met lichtere jute. Strakkere stiksels verdelen de stoel in twee gebieden, het platform en de neus of voorkant. Dit voorste deel is opnieuw gevormd met handstiksels. Nadat het vormgeven is voltooid, wordt een laatste, dikkere laag opvulling toegevoegd om de kuilen op te vullen die zijn achtergelaten door in de jute te naaien, en geruwd zoals de vorige laag. Een mousseline deklaag wordt aangebracht, in de breuk tussen het platform en de neus gestikt, over de voorrand en terug over het platform gespannen; de randen zijn op hun plaats geplakt. Afwijkingen in de opvulling worden verholpen voordat u verder gaat. - 4 De armen worden vervolgens op dezelfde basismanier gedaan. Lagen van opvulling en jute worden achtereenvolgens bevestigd en bedekt met mousseline. De armen hebben ook een voorrand van extra dikke vulling. Zodra de armen de juiste vorm hebben gekregen, kunnen de rug- of ruggedeelten worden opgevuld. Als er meer dan één deel aan de achterkant is, wordt het midden eerst opgevuld tot de tweede jutelaag. Vervolgens worden de twee flankerende secties tot dat punt opgevuld, zodat ze qua grootte bij het midden passen. De randrol wordt gevormd rond de boven- en achterkant van de kamrail of het bovenste deel van het frame, of het overeenkomstige gebied van elk van de achterste delen, die elk evenwijdig aan de andere moeten worden gehouden. Na inspectie en eventuele aanpassingen aan de bekleding, kunnen de blootgestelde houten delen worden gebeitst en afgewerkt naar smaak of ontwerpspecificaties.
Stof
- 5 Elk stuk en paneel dat met stof wordt bedekt, moet worden gemeten en vastgelegd in een kniplijst. De stof wordt per stuk of per partij gekocht. De panelen worden vervolgens met krijt uitgezet, zodat ze overeenkomen waar hun naden elkaar ontmoeten wanneer ze uiteindelijk worden aangebracht. Als een van de panelen en onderdelen aan elkaar moeten worden genaaid voordat ze aan het gewatteerde frame worden bevestigd, wordt dit eerst gedaan. De zitting is bedekt met panelen voor het platform en de neus en met de hand op zijn plaats gestikt langs de breuk ertussen over een laag katoenen vulling. De neus wordt dan eerst afgedekt om te controleren of het patroon goed doorloopt langs de voorkant. De bekleding wordt over het rug- of platformuiteinde aangebracht en vastgezet. De armen worden vervolgens bedekt nadat ze zijn voorbereid met hun eigen lagen katoenen vulling. Een geplooide arm is een klassieke look. De stof is op zijn plaats gevouwen rond de voorste rol, in een reeks plooien die er na afloop uitzien als een geopende waaier. Er kan een reeks strategisch geplaatste sneden worden gemaakt, zodat de stof alle obstakels van het frame verwijdert. De boven-, onder-, achterkant en geplooide voorkant worden achtereenvolgens geopereerd. Tijdelijke kopspijkers worden één voor één vervangen door permanente kopspijkers.
- 6 Andere te bedekken delen, zoals de achterkant of de delen ervan, vereisen mogelijk machinaal naaien en het bevestigen van treklipjes waarmee de stof tussen framelatten kan worden gespannen en vastgezet. Katoenen vulling is ook gelaagd en het juiste stuk stof wordt neergelegd, geruwd, volledig op zijn plaats gespannen en vastgezet met spijkers. De buitenkant is het laatste deel dat moet worden opgevuld en bedekt, te beginnen bij de armen. Het open gebied is bedekt met een laag jute, een buitenste katoenen vulling en tenslotte de afwerkingsstof. De bekleding is aan de bovenkant met stof gestikt en aan de onderkant, voorkant en achterkant op zijn plaats geplakt. Het grootste opengelaten paneel is de buitenachterkant. Als de webbing openingen tussen de framelatten heeft gelaten, moeten deze worden opgevuld. De vulling moet over de openingen langs de hele buitenrug worden geregen. Het stoffen paneel voor dit gedeelte kan worden genaaid of afgezet met een decoratieve strook van opvulkoord bedekt met bijpassende stof. De bekleding is geruwd, vervolgens aan de bovenkant genaaid en aan de onderkant vastgemaakt, zoals bij de andere delen.
Afwerking
- 7 Nadat de bank is omgedraaid en aan de basis is bedekt met een cambric (stofkap), wordt de finishing touch aangebracht. De bank kan worden uitgerust met een van de verschillende rokkeuzes. Armen kunnen worden geleverd met gelaste paneelafdekkingen. Kussens worden apart gemaakt om de zitting te bedekken. Deze zijn meestal gemaakt van een jas van tijk, die twee kussens omhult die op hun beurt een binnenkern van schuim omlijsten. Elk is bedekt met stoffen afwerkingspanelen die worden geleverd met een ritssluiting aan de achterkant, zodat de hoes kan worden verwijderd voor een stomerij.
Kwaliteitscontrole
Kwaliteitscontrole is meer een kwestie van individuele of bedrijfsnormen dan van overheidsvoorschriften. De fabrieksgaranties variëren van vijf tot tien jaar tot levenslang.
De Toekomst
Banken worden nog steeds gemaakt door individuele ambachtslieden, kleine werkplaatsen en fabrieken. Er zijn verschillende manieren om te leren hoe je banken en andere gestoffeerde items kunt maken. North Carolina State University biedt een bachelordiploma industrieel ingenieur aan dat gespecialiseerd is in de productie van meubels. Naast cursussen in productengineering en ontwerp van faciliteiten, sponsoren ze excursies naar lokale fabrieken en werkplaatsen in branchespecifieke computertoepassingen.
Productieproces