


Lichter
Geschiedenis
De ontdekking van tabak in de Nieuwe Wereld in de zestiende eeuw en de opening van een wereldwijde markt creëerden de behoefte aan een draagbare manier om vuur te maken. Stukken vuursteen en staal sloegen tegen elkaar en gemodificeerde pistolen waren vroege apparaten. In 1903 maakte de Oostenrijkse chemicus Carl Auer von Welsbach een handaansteker met een opvallend wiel. Tijdens de Eerste Wereldoorlog maakten soldaten hun eigen patronen met lege cartridges. In 1886 in New York City opende Louis V. Aronson een bedrijf voor "artistieke metaalwaren" voor rokers en patenteerde een automatische aansteker na de Eerste Wereldoorlog.
In 1931 zag George G. Blaisdell uit Bradford, Pennsylvania, dat een vriend zijn sigaret probeerde aan te steken met een onhandige aansteker, maar een die werkte. Blaisdell verwierf de Amerikaanse distributierechten voor het Oostenrijkse product. Hij herontworpen de koffer voor comfort, verbeterde de schoorsteen (of windkap) rond de pit om de lichtere winddicht te maken, en wijzigde de brandstofkamer. Blaisdell noemde zijn aansteker "Zippo" omdat hij het geluid van het woord "rits" leuk vond, een ander nieuw en publiekelijk geprezen apparaat. Hij begon zijn aansteker te produceren in 1933.
De timing van Blaisdell was slecht en de aanhoudende Grote Depressie bracht het bedrijf bijna failliet. Zijn geluk veranderde tijdens de Tweede Wereldoorlog, toen soldaten ontdekten dat Zippo-aanstekers onder alle weersomstandigheden werkten. Bemanningen van marineschepen gebruiken deze aanstekers met hun eigen logo's sinds de Tweede Wereldoorlog, en aangepaste aanstekers voor soldaten zijn tijdens elke oorlog via Desert Storm verspreid. De aanstekers hadden veel toepassingen in oorlogstijd; GI's verwarmden poederrantsoenen in hun helmen met de aanstekers en waren in staat om onder alle weersomstandigheden vuur te maken.
Verzamelaars zoeken Zippo-aanstekers vooral op vanwege de herdenking van grote en kleine gebeurtenissen op hun koffers. Advertenties uit de jaren veertig en vijftig zijn waardevolle verzamelobjecten, net als aanstekers die de maanlanding in 1969 markeren, sportteams, veel zakelijke klanten en een reeks andere historische gebeurtenissen, persoonlijkheden en speciale interesses. In 1997 werden 9.000 verschillende afbeeldingen op de aanstekers gebruikt.
Vandaag de dag is Zippo de enige fabrikant van zakaanstekers in de Verenigde Staten en produceert het 50.000 aanstekers per dag. Andere productie is verschoven naar Europa en Azië, waar roken populairder is. Andere grote fabrikanten van zakaanstekers, zoals Ronson en BIC, hebben vestigingen in Oostenrijk, Frankrijk en Azië. De bijdragen van BIC aan de aansteker zijn een kindveilig metalen schild over het vonkwiel en wegwerpaanstekers in miniformaat. BIC, Scripto en anderen maken ook gebruiksaanstekers (openhaarden) met lange buisvormen die worden gevoed met butaangas. Andere firma's maken aanstekers.
Grondstoffen
De hele onderste behuizing en de onderdelen van een aansteker worden de buitenste behuizing genoemd, en de binnenbehuizing (die de brandstof en de vonkwerking bevat) en zijn onderdelen wordt de binnenbehuizing genoemd. De grondstoffen die worden gebruikt voor lichtere fabricage zijn meestal metalen. De buitenbehuizing is gemaakt van patroonmessing, een materiaal dat is ontwikkeld voor geweerpatronen. Een gespecialiseerde molen maakt messingplaten van de juiste dikte en snijdt ze op de breedte die vereist is door de fabrikant van de aansteker. Het messing wordt op grote rollen of spoelen gewikkeld die aan de fabriek worden geleverd.
Een metaalmolen verwerkt roestvrij staal voor de binnenkant van de behuizing op een vergelijkbare manier. Het komt ook aan op grote spoelen, en elk bevat genoeg metaal om enkele duizenden aanstekers te produceren.
De fabrikant produceert het merendeel van de onderdelen in een aansteker. De meeste kleinere onderdelen zijn ook gemaakt van messing of staal, afhankelijk van het doel en de locatie van het onderdeel in de aansteker. De vuursteenbuis en de veerpunt (in de brandstofkamer) zijn van messing, net als de schroef die deze op hun plaats houdt en uit de bodem van beide koffers komt.
Andere kleine onderdelen binnenin en verbonden met de binnenbehuizing zijn van roestvrij staal. De nok, nokklinknagel en plaat zijn bevestigd aan de achterkant van de binnenbehuizing en houden de aansteker gesloten. In het gebied van de schoorsteen (windkap) en aan de voorkant houden de nokkenveer en het oog en de klinknagel voor het vuursteenwiel de vuurmakende onderdelen vast. Gespecialiseerde aannemers maken de oogjes en bevestigingsmiddelen.
Drie niet-metalen componenten maken ook deel uit van de binnenbehuizing; deze zijn vochtafvoerend, ballen gemaakt van een katoenachtige substantie en vilt. De pit en ballen worden in de brandstofkamer geplaatst. Een stuk vilt is bevestigd aan de onderkant van de binnenbehuizing, maar de voorkant kan worden opgetild om lichtere vloeistof bij te vullen en nieuwe vuurstenen mogelijk te maken.
Andere metalen, waaronder nikkel, chroom en goud, worden op verzoek van de klant gebruikt om de messing behuizingen te plateren. In de galvaniseerbaden voor de koffers worden niet-metalen geleidende vloeistoffen gebruikt. Er worden veel methoden gebruikt om versieringen aan de rechterzijde van de aanstekers toe te voegen:driedimensionale (reliëf)emblemen die typisch organisaties vertegenwoordigen, kunnen aan de aanstekers worden bevestigd, ontwerpen kunnen in het metaal worden geëtst of gegraveerd en lasers kunnen gedetailleerde ontwerpen tekenen die gekleurd door een van de verschillende methoden. Voor deze afbeeldingen zijn epoxy's en speciale inkten en poeders nodig.
Ontwerp
Het basisontwerp en de werking van de zakaansteker zijn sinds de jaren dertig weinig veranderd, maar het gebruik van nieuwe technologie heeft veel aspecten van de productie drastisch veranderd. Bij fabricage omvat "ontwerp" niet alleen het product en de onderdelen ervan, maar ook de introductie tot en interactie van machines met assemblage- en andere productieprocessen. Voor de ene nieuwe machine of techniek kunnen andere nodig zijn.
Ook de interesse van de consument is veranderd. Aanstekers waren ooit essentieel zakgereedschap, maar worden nu vaak gewaardeerd als 'pocket art'. Geavanceerde technieken zoals lasergravure en technigrafisch printen zijn enkele van de middelen om lichtere koffers aan te kleden. Deze vereisen bekwame kunstenaars en technische expertise in artistieke en productieoverwegingen, evenals tijd- en kostenbeperkingen.
Het fabricageproces
- Het productieproces begint bij het ontvangstdok van de fabriek, waar grondstoffen en onderdelen van leveranciers worden ontvangen. Fabriekspersoneel controleert de kwantiteit en kwaliteit van materialen en componenten. Ze beoordelen ook blauwdrukken en specificaties om te bevestigen dat materialen en onderdelen voldoen aan de eisen van de ontwerpingenieur.
- De metalen spoelen die voor de buitenste en binnenste behuizingen worden gebruikt, worden door persen gerold in een proces dat 'dieptrekken' wordt genoemd. De persen slaan in de randen van elke aansteker (alsof deze is uitgevouwen en platgedrukt), evenals belangrijke details. De gaten in de aanstekerschoorsteen zijn helemaal door het staal van de binnenkast geponst. De naam en datumcodes van de fabrikant zijn in de onderkant van de koperen behuizingen gedrukt.
- De kastdelen zijn bijgesneden. Ze worden verplaatst naar het fabricagegebied waar machines ze buigen en vouwen in hun doosachtige vormen, en vervolgens aan elkaar worden gepuntlast. De lasmachines zijn zeer nauwkeurig en kunnen tegelijkertijd meerdere posities in een kast puntlassen.
- Ondertussen worden kleine metalen onderdelen naar assemblagestations gebracht ter voorbereiding op ontvangst van complete kisten. De fabrikant van aanstekers fabriceert de meeste gespecialiseerde onderdelen, waaronder het scharnier van de kast en de messing onderdelen die de vuursteen vasthouden en omhoog duwen. Een precisiemachine fabriceert en last de scharnieren die het deksel en de bodem verbinden met beide delen met behulp van een sterk lasproces dat 'weerstandslassen' wordt genoemd. Andere fabricagemachines produceren de componenten van de vuursteenbuis.
- De koperen afwerkingen van de buitenbehuizingen blijven misschien ongeplateerd, maar vaak zijn de buitenkanten afgewerkt in andere metalen, waaronder nikkel, goud en chroom. Dit gebeurt in een proces dat galvaniseren wordt genoemd, waarbij een kleine elektrische lading wordt aangebracht op aanstekers die zijn opgehangen aan een bewegende rij hangers die door een vloeistofbad gaan. Dit bad bevat een niet-metalen geleidende oplossing en een klein stukje van het geplateerde metaal. De tegenovergestelde lading wordt op het bad aangebracht en atomen van het plaatmetaal worden van dat metalen stuk naar de geladen aanstekers getrokken. Bij dit coatingproces wordt een dunne laag atomen elektrisch gebonden aan alle oppervlakken van de behuizing.
- Ongeacht het type metaal krijgen alle koffers een definitieve afwerking. Velen zijn gepolijst tot een sprankelende glans. Anderen krijgen een geborstelde look of een textuur. Werknemers aan de assemblagelijn brengen de laatste afwerkingen aan, inspecteren de aanstekerkisten en plaatsen ze in passende dozen voor overdracht naar het volgende assemblagestation.
- Bewerkte onderdelen worden vervolgens bevestigd aan de bovenkant van de binnenbehuizing. De nok, een vingervormig uitsteeksel uit de binnenbehuizing, oefent voldoende druk uit op het deksel van de buitenbehuizing om deze gesloten te houden. Wanneer de eigenaar de voorkant van het deksel omhoog duwt om de aansteker te bedienen, overwint de duimdruk de druk die de nok uitoefent, en het deksel springt gemakkelijk open.
- De nokplaat, die de nok ondersteunt, is op zijn plaats geklonken en de nok is ook met een klinknagel aan de behuizing bevestigd. Gaten voor deze klinknagels werden geponst in de kast toen deze voor het eerst diep uit de roestvrijstalen strip werd getrokken. Een nokkenveer is toegevoegd aan de basis van de schoorsteen, die ook de bovenkant van het doosachtige gedeelte van de behuizing is. Een oogschroef door de nokveer zet hem vast en biedt ook de opening voor de pit.
- Elementen van de binnenbehuizing worden in de gelaste schaal gestoken. Verschillende kleine balletjes van katoenachtig materiaal worden in de brandstofkamer geplaatst die de aanstekervloeistof zal bevatten. Er wordt een lont ingebracht die later door het oog in de schoorsteen wordt getrokken.
- Het vonken- of vuursteenwiel, dat tegen de vuursteen wrijft om de
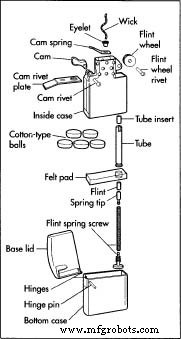 De interne componenten van een Zippo-aansteker. vonk en steek de brandstof aan, moet ook stevig aan de bovenkant van de binnenbehuizing worden bevestigd. Een machine klinkt het vuurstenen wiel vast aan de koffer. Verbindingen voor het wiel op de aansteker werden ook voorgestanst tijdens het dieptrekken.
De interne componenten van een Zippo-aansteker. vonk en steek de brandstof aan, moet ook stevig aan de bovenkant van de binnenbehuizing worden bevestigd. Een machine klinkt het vuurstenen wiel vast aan de koffer. Verbindingen voor het wiel op de aansteker werden ook voorgestanst tijdens het dieptrekken. - Vinnen voor het produceren van de vonk moeten op hun plaats worden gehouden naast het vuurstenen wiel en omhoog worden gebracht als ze versleten raken. Een koperen buis wordt in een gat in de bodem van de binnenkast gestoken. Een vuursteen, een veerpunt die direct in contact staat met de basis van de vuursteen, en de vuursteenveer worden door de koperen buis geduwd. De veerpunt is gemaakt van messing, maar de vuursteenveer is hard verenstaal dat bestand is tegen slijtage.
- Een viltkussen met een voorgesneden gat voor de vuursteen en aanstekervloeistof is op de bodem van de binnenbehuizing gestempeld. De wicking wordt door zijn oogje getrokken en het binnenste omhulselsamenstel wordt in het buitenste omhulselsamenstel geïnstalleerd.
- Sommige aanstekers worden naar aparte werkstations gestuurd om ze op allerlei manieren te decoreren. Sommige hebben reliëf (driedimensionale) emblemen aan de rechterkant
 Een Zippo-aansteker. zijkanten (aangezien de lichtere openingen naar voren wijzen). Roterende gravure met diamant-slepen snijdt geometrische patronen of monogrammen in sommige gevallen. Er worden twee soorten lasers gebruikt om de contouren van lijntekeningen, foto's, bedrijfslogo's en andere ontwerpen op de zijkanten van aanstekers te graveren. Weer anderen hebben ontwerpen erin geëtst met computergestuurde etsmachines.
Een Zippo-aansteker. zijkanten (aangezien de lichtere openingen naar voren wijzen). Roterende gravure met diamant-slepen snijdt geometrische patronen of monogrammen in sommige gevallen. Er worden twee soorten lasers gebruikt om de contouren van lijntekeningen, foto's, bedrijfslogo's en andere ontwerpen op de zijkanten van aanstekers te graveren. Weer anderen hebben ontwerpen erin geëtst met computergestuurde etsmachines. - Veel ontwerpen kunnen met een verfmethode worden gevuld met kleur. Om meer uitgebreide ontwerpen te kleuren, brengt een sublimatieproces de kleur door warmte en druk rechtstreeks over in de oppervlaktecoating. In een voorbeeld van deze technigrafische methode toont een presentatiedoos een ontwerp dat zich over meerdere aanstekers uitstrekt. Een jungletafereel dat vier aanstekers bedekt, kan ontwerpen hebben van dieren en planten die alleen op een enkele aansteker staan, maar kan ook een puzzel of muurschildering over de set vormen.
- De kunstafdeling ontwerpt ook verpakkingen voor een maximaal marketingeffect. Het artwork op de verpakkingen verandert met het product en met klantorders. De dozen laten ook hun inhoud zien. Plastic dozen, plastic blisterverpakkingen, luxe houten dozen en op maat gemaakte verzamelblikken met exterieurontwerpen die een aanvulling vormen op de bijgevoegde aanstekers zijn voorbeelden. Deze kunnen ook een op maat gemaakte verpakking hebben en kunnen zijn bekleed met velours, vilt of andere stoffen.
Kwaliteitscontrole
Kwaliteitscontrole is onderworpen aan dezelfde technische details als alle fabrieksactiviteiten. Een kwaliteitsmethode genaamd Statistical Process Control (SPC) bouwt controles in alle ontwerpaspecten in, van productconceptie tot beheer. Aanstekers lijken misschien geen zeer geavanceerde producten, maar de fabricage ervan vereist geavanceerde technologie en apparatuur om concurrerend te zijn in de huidige markt.
Met programmeerbare logische besturingen (PLC's) kunnen machines werken met behulp van informatie uit een uitgebreide database. Data-acquisitie is gemakkelijk in de hele fabriek beschikbaar. Man-machine interfaces (MMI's) corrigeren problemen zodra ze zich voordoen, en aanstekers met zelfs de kleinste gebreken worden onmiddellijk uit de productie gehaald. Deze interfaces zorgen er ook voor dat alle machines blijven werken, zodat het onderhoud of de reparatie van de ene de andere niet uitschakelt.
Mechanische kwaliteit wordt gehandhaafd door te zoeken naar de beste nieuwe technologieën, waaronder fabricageprocessen en robotica. Ten slotte kan de persoonlijke touch niet worden vervangen. Assemblers zijn verantwoordelijk voor het bewaken van het product in hun gebied en voor het waarschuwen van supervisors als details niet perfect zijn.
Bijproducten/afval
De processen die nodig zijn voor lichtere fabricage zijn enorm verbeterd om verspilling te beperken. In het verleden werden oplosmiddelen gebruikt om machineonderdelen te ontvetten, maar tegenwoordig worden alleen zeep en water gebruikt. Er worden minder koolwaterstoffen gebruikt bij het dieptrekken van metalen en sommige fabrieken hebben een compleet waterbehandelingssysteem dat het kreekwater in een schonere dan natuurlijke staat terugbrengt naar het milieu.
Smeermiddelen worden gebruikt als nevel om de fijne werking van schroefmachines te doordringen, maar de nevel wordt volledig ingesloten om de ozonlaag en werknemers te beschermen. Stof wordt opgezogen en opgevangen, en metaal- en papierafval wordt gerecycled.
De Toekomst
Fabrikanten van aanstekers zijn grotendeels gevlucht uit de Verenigde Staten naar Europa en Azië, waar roken meer wordt geaccepteerd. Aanstekers hebben echter nog een veelbelovende toekomst. Ze zijn handig als kleine lichtbronnen voor het vinden van verloren sleutels en sleutelgaten in het donker, en hun windweerstand helpt gebruikers de windrichting te bepalen omdat harde wind of slecht weer de vlammen niet doven.
Metalen, herbruikbare aanstekers zijn concurrerend met wegwerpaanstekers vanwege hun duurzaamheid, betrouwbaarheid, kwaliteit en sentimentele waarde. Kwaliteitsaanstekers worden echter als luxeartikelen beschouwd en de concurrentie om consumentendollars op dit gebied is groot. Aanstekermakers voegen artwork toe voor uniciteit en passen de buitenkoffers met hetzelfde gemak en kwaliteit aan andere persoonlijke accessoires aan.
Waar meer te leren
Boeken
Schneider, Stuart en David Poore. Zippo:de grote Amerikaanse aansteker. Atglen, PA:Schiffer Publishing Ltd., 2000.
Schneider, Stuart en Ira Pilossof. Het handboek van vintage sigarettenaanstekers. Atglen, PA:Schiffer Publishing Ltd., 1999.
Tijdschriften
Dininny, Paulette. "Keepers of the Flame:na grote verkopen in de Tweede Wereldoorlog en onderdelen in oude films, zijn Zippo's nog steeds in de buurt, vaak als hot collector's items." Smithsonian Magazine (december 1998).
Overige
Webpagina van BIC Corporation. december 2001.
Internationale webpagina voor uitwisseling van vintage aanstekers. december 2001.
"Aansteker." Webpagina over ontdekkingen en uitvindingen. December 20001.
Zippo-webpagina. december 2001.
Gillian S. Holmes
Productieproces
- Wat is VMC-bewerking?
- Gids voor aluminium lasermarkering
- MIG-lassen versus TIG-lassen
- Gids voor lasermarkering
- Overwegingen voor Zwitserse machinale bewerking met hoge productie
- Gids voor CNC-prototyping
- Het fabricageproces van de schacht begrijpen
- Elektrolytisch polijsten versus passiveren
- Wat is RVS-passivering?
- Nieuwe High Melt Flow Recycled PP maakt de productie van dunnere, lichtere onderdelen mogelijk
- Nieuwe vorm van 3D-geprint materiaal gericht op lichtere, veiligere auto-ontwerpen en meer