


Elektrische gitaar
Achtergrond
De elektrische gitaar, ontwikkeld in het begin van de twintigste eeuw, is een van de belangrijkste instrumenten in de populaire muziek geworden. De solid-body elektrische gitaar van tegenwoordig is afgeleid van de akoestische gitaar, een instrument dat voor het eerst in Amerika werd geïntroduceerd als de gitaar in Spaanse stijl. Hoewel het bodydesign van moderne elektrische gitaren vaak verschilt van hun akoestische voorgangers, zijn alle gitaren geconstrueerd met hetzelfde eenvoudige sjabloon. Alle gitaren, akoestisch of elektrisch, zijn gebouwd met een brug, body en hals. Het belangrijkste verschil is dat akoestische gitaren hol zijn, terwijl elektrische gitaren een stevige body hebben.
Jarenlang was de akoestische gitaar vanwege zijn volume beperkt tot een ondersteunende rol in grote muzikale ensembles. De belangrijkste motivatie voor de creatie van de elektrische gitaar was dus het verlangen van instrumentalisten naar meer volume. Voorlopers van de moderne elektrische gitaar waren versterkte akoestische gitaren die grof gemodificeerd waren door uitvinders die draden, magneten en andere "pick-up" hulpstukken bevestigden. (Pickups zijn elektromagnetische apparaten die het volume verhogen.) Naarmate de technologie echter in de jaren dertig vooruitging, werden nieuwere versies complexer en werd de elektrische gitaar een solo-instrument, een ontwikkeling die hielp om muziekstijlen uit te breiden.
Geschiedenis
De vroegste elektrische gitaren werden gemaakt in de jaren 1920 en 1930, maar dit waren zeer primitieve prototypes van de moderne solid-body elektrische gitaar. De allereerste elektrische gitaar zou zijn uitgevonden door Paul H. Tutmarc. Geïnspireerd door de innerlijke werking van de telefoon, die magnetisme gebruikte om vocale vibraties te creëren, experimenteerde Tutmarc op de Hawaiiaanse gitaar en bouwde hij een magnetische pickup uit hoefijzermagneten en draadspoelen die de vibratie van de snaren van het instrument versterkten.
Rond dezelfde tijd werkten George Beauchamp en John Dopyera, twee muzikanten uit Los Angeles, aan het creëren van nog luidere gitaren. Na te hebben geëxperimenteerd met het bevestigen van versterkerhoorns aan instrumenten, ontwikkelden ook zij een elektromagnetische pickup, deze bestaande uit twee hoefijzermagneten. Blij met de effectiviteit van de pick-up, liet Beauchamp een vakman een gitaar ontwerpen met een houten hals en body. Bijgenaamd de "koekenpan" vanwege zijn vorm, dit werd de eerste elektrische gitaar. Beauchamp nam het prototype mee naar Adolph Rickenbacker. De twee mannen vormden een bedrijf en begonnen met de productie van de eerste van de beroemde Rickenbacker-lijn van elektrische gitaren. Zo werd Rickenbacker de eerste fabrikant van elektrische gitaren.
De eerste elektrische gitaar in "Spaanse stijl" werd gebouwd en verkocht door Lloyd Loar, een andere vroege experimentator. Zijn ontwerp was de directe voorloper van de moderne elektrische gitaar en het inspireerde Orville Gibson, een andere gitaarpionier, om het elektrische gitaarmodel te creëren dat een revolutie teweegbracht in het instrument:de ES-150. Slide-gitarist Alvino Rey ontwikkelde het prototype van de ES-150, die wel de eerste moderne elektrische gitaar wordt genoemd. De definitieve versie werd gebouwd door Gibson-medewerker Walter Fuller. Hoewel de gitaar meteen een succes was, had hij enkele gebreken. De trillingen van zijn holle lichaam werden opgepikt en versterkt, wat feedback en vervorming veroorzaakte. Dit leidde ertoe dat Les Paul, een gitarist en uitvinder, in 1940 de solid-body elektrische gitaar ontwikkelde.
Paul's innovatie, die "de Log" werd genoemd vanwege zijn solide lichaam, omvatte het monteren van de snaren en het element op een massief blok dennenhout om lichaamstrillingen te minimaliseren. De "Log" bestond uit twee fundamentele magnetische pickups gemonteerd op een 4 x 4 inch (10,2 x 10,2 cm) stuk grenen. Om het meer op een conventionele gitaar te laten lijken, zaagde Paul een archtop-gitaar doormidden en bevestigde de stukken aan zijn model. De solide behuizing bleek effectief in het elimineren van de problemen van de ES-150.
In 1946 bracht Paul zijn nieuwe gitaar naar Gibson, die sceptisch was over de solide body. Leo Fender begreep het concept echter en in 1949 begon hij de "Esquire" te verkopen, die de eerste succesvolle solid-body gitaar werd. De gitaar werd later omgedoopt tot de "Telecaster", een van de meest bekende gitaarmerknamen. De Telecaster werd enorm populair bij country-, blues- en rock-'n-rollmuzikanten. De Telecaster zette Gibson ertoe aan zijn eigen solid-body-model te bouwen, dat de 'Les Paul' werd genoemd.
In 1956 introduceerde Rickenbacker het studentmodel Combo 400 gitaar, met zijn zogenaamde "butterfly-style" body. De unieke constructie van de gitaar had een hals die zich uitstrekte van de patentkop tot de basis van de body (tegenwoordig bekend als nek-door-lichaam constructie) en met de zijkanten van de gitaarbody vastgeschroefd of gelijmd.
In de jaren zestig was de elektrische gitaar een gevestigd muziekinstrument. Innovaties op het gebied van design gingen het decennium door. In 1961 introduceerde Gibson "Humbucking"-pickups in de Les Paul-gitaar die waren ontworpen om ongewenst gezoem van de magnetische spoelen te elimineren. (Humbucking-pickups gebruikten twee spoelen die uit fase waren gewikkeld. Dit elimineerde de common-mode brom die aanwezig was in eerdere ontwerpen.) Datzelfde jaar introduceerde McCarty de ES-335, een semi-hollow body gitaar ontworpen om het beste van zowel de hollow body te integreren. en solide carrosserieontwerpen. Zowel Gibson als Fender hadden futuristisch ogende ontwerpen geïntroduceerd. De Gibson SG en de Fender Stratocaster werden bekend bij het publiek omdat ze in de jaren zestig vaak werden gebruikt door rockgitaristen.
 Jimi Hendrix.
Jimi Hendrix.
James Marshall Hendrix werd geboren op 27 november 1942 in Seattle. Hendrix leerde zichzelf gitaar spelen door naar blues-opnames te luisteren; linkshandig, gebruikte hij een opnieuw bespannen rechtshandige gitaar. Hendrix werd in de jaren zestig bekend door het achter zijn rug spelen van de gitaar, met zijn tanden, en het in brand steken van de gitaar. Soms overschaduwde zijn pyromanie op het podium zijn muzikale vuurwerk, maar hij wordt erkend als misschien wel de meest invloedrijke rockgitarist in de geschiedenis.
Hendrix begon als studiomuzikant in het begin van de jaren '60 en richtte in 1965 een band op. Het jaar daarop richtte hij een nieuwe band op, de Jimi Hendrix Experience, en begon met een nieuw geluid - acid rock - dat gebruik maakte van opzettelijke feedback en andere opzettelijke vervormingen. . Zijn optreden op het podium bezorgde hem bekendheid op het Monterey Pop Festival van 1967, en de band had een Top 40-hit met hun versie van Bob Dylan's "All Along the Watchtower" in 1968. Dat jaar richtte Hendrix zijn inspanningen op studio-opnames, maar verscheen met zijn nieuwe groep - Band of Gypsies - in 1969 in Woodstock, waar hij een gedenkwaardige uitvoering gaf van "The Star-Spangled Banner".
Hendrix werd door Melody Maker uitgeroepen tot popmuzikant van het jaar, 1967 en 1968; gestemd op Billboard artiest van het jaar, 1968; uitgeroepen tot artiest van het jaar en geëerd voor rockalbum van het jaar door Rolling Stone, 1968; gepresenteerd met de sleutel van Seattle, 1968; ingewijd in de Rock and Roll Hall of Fame, 1992; en ontving de Grammy Award voor levenslange prestatie, 1993. Hendrix stierf op 18 september 1970 door verstikking als gevolg van een overdosis drugs.
Grondstoffen
Grondstoffen die in de constructie van de elektrische gitaar worden gebruikt, zijn onder meer goed gekruid hardhout zoals esdoorn, walnoot, essen, elzenhout en mahonie voor de massieve body. Hoe dichter het hout, hoe beter de sustain van een instrument (sustain verwijst naar hoe lang een noot kan worden vastgehouden). Houtdichtheid kan ook een effect hebben op de toon. Sommige carrosserieën zijn ook gemaakt van plexiglas. Hout wordt ook gebruikt bij de constructie van de hals, waaronder esdoorn, palissander en ebbenhout. Andere grondstoffen zijn onder meer lijm om de stukken bij elkaar te houden, chroom voor de hardware en een nitrocelluloselak voor het afwerken van de carrosserie.
Ontwerp
De solid-body elektrische gitaar krijgt zijn volume van de magnetische pickup die in zijn lichaam is geïnstalleerd. Deze pickup reageert op de vibratie van snaren en zet de energie om in elektrische impulsen die worden versterkt door een luidsprekersysteem dat een versterker wordt genoemd. Voor het beste geluid moet de pick-up stabiel zijn en niet worden beïnvloed door trillingen van het lichaam. Vroege pioniers op het gebied van elektrische gitaren ontdekten dat een pickup die is aangesloten op een akoestische gitaar met holle body, vervormingen en feedback veroorzaakte. De behoefte aan stabiliteit heeft geleid tot de ontwikkeling van de solide body, het enige kenmerk dat de elektrische gitaar het meest kenmerkt. De massieve body verhoogt de stabiliteit en vroege makers van elektrische gitaren ontdekten door experimenten dat gitaarbody's gemaakt van hardhout met hoge dichtheid het beste werkten.
In de late jaren 1930 en 1940 ontwikkelden gitaristen en uitvinders zoals Les Paul en Leo Fender de vroege ontwerpen van de solid-body elektrische gitaar. Later stapten fabrikanten af van traditionele vormen en kleuren en kwamen ze met hun eigen ontwerpen, waarvan er vele behoorlijk luxe waren. Meer geavanceerde modellen waren de Fender Stratocaster en de Gibson Flying V.
Het fabricageproces
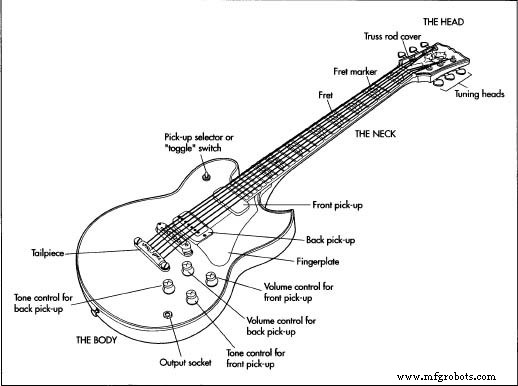
De belangrijkste componenten van de elektrische gitaar zijn de brug, de body en de hals. Secundaire componenten zijn de toets, snaren, moer en stemkoppen. Een gitaarfabriek is voor een groot deel een houtbewerkingsfaciliteit, aangezien houtselectie en bodydesign grote onderdelen zijn van het bouwproces van elektrische gitaren.
- Hout wordt geselecteerd, geïnspecteerd en verwerkt om te worden verwerkt tot lichamen, halzen en toetsplaten. Soms moet het eerst worden uitgehard in een conventionele of vacuümoven om de stabiliteit te maximaliseren. Het uitharden kan wel een week duren en het verlicht stress en nattigheid. Het hout dat tot een lichaam wordt gemaakt, wordt op een schaarlift geladen en overgebracht naar een transportband waar het aan beide zijden wordt geschaafd. Vervolgens gaat het naar de afkortzaagbewerker, die het hout op maat zaagt. Van daaruit wordt het hout naar een machine gestuurd, een KOMO genaamd, een computergestuurde router die gaten boort om het hout lichter te maken. De machine snijdt ook een kanaal in het hout waar uiteindelijk draad zal worden geplaatst.
- Het hout gaat dan terug naar de ruwe molen, waar het een esdoornblad en een mahonie achterkant krijgt die onder een druk van 900 lb (408 kg) in een lijmmolen wordt gelijmd. Het wordt vervolgens op een lijmwiel geplaatst om vier uur te drogen. Tot nu toe is het hout een vierkant blok. Als het droog is, is het klaar om gevormd te worden. Het wordt teruggestuurd naar de KOMO, die is geprogrammeerd om de periferie in de gewenste vorm te snijden. De KOMO verplettert ook de elektronische achterzakken.
- Het lichaam gaat dan naar de lichaamslijn voor zijn definitieve vormgeving. Eerst schuurt een arbeider het lichaam met de hand met schuurpapier, waarna het een proces ondergaat dat 'sponning' wordt genoemd. Rabben houdt in dat er eerst een machinale snede wordt gemaakt die geschikt is voor de binding die het lichaam nodig heeft. De arbeider manoeuvreert het lichaam terwijl de machine de snede maakt. Het lichaam gaat dan langs de lijn naar het bindstation. De arbeider neemt het bindmateriaal, drenkt het in lijm door het door een lijmdoos te trekken en wikkelt het dan om de sponning die in het lichaam is gemaakt. De arbeider bindt het lichaam vervolgens volledig vast met touw om het gelijmde bindmateriaal op zijn plaats te houden. Daarna wordt het lichaam een nacht opgehangen om te drogen.
- De volgende ochtend verwijdert de arbeider het touw en het lichaam gaat naar het volgende station, waar het zal worden gevormd door het in zijn voltooide contour te schuren. Met behulp van een randschuurmachine schuurt een arbeider de overtollige lijm weg en zorgt ervoor dat de binding en het hout gelijk liggen. Het lichaam gaat dan naar de slappe bandmachine voor het gladmaken. De arbeider plaatst het met de hand onder een slappe riem en duwt het lichaam onder de riem met wisselende druk totdat alle gebeeldhouwde tekens zijn gladgestreken.
- Omdat de body van de gitaar op de bodylijn is gebouwd, wordt de hals van de gitaar op de halslijn gebouwd, waar de hals met de hand wordt gevormd en geschuurd en de toets en het kopfineer worden aangebracht.
- Toetsen zijn gemaakt van palissander en ebbenhout en zijn gestabiliseerd in ovens, gevormd en voorzien van sleuven voor frets. Bij het vormgeven wordt de toets eerst gegoten op een maler met een straal van 12 inch (30,5 cm). Van daaruit gaat het naar het ruwe bordgebied, waar pingaten voor de locatie worden geboord. Dan gaat het naar de fretzaagmachine, waar de fretsleuven worden gesneden door een snelle zaagmachine. Een router maakt vervolgens de inlay-pockets op de toets en de inlays worden toegevoegd. De router is een powermatic-tool die de toets op een tafel zuigt en alle zakken freest. De inlays zelf worden met de hand in het inlegstation geplaatst. Een arbeider plaatst epoxy in de zakken, brengt de inlays aan en plaatst er vervolgens meer epoxy op. Dit elimineert eventuele spaties. De toets wordt vervolgens te drogen gelaten.
- Als de toets droog is, gaat hij verder naar een oppervlakteslijper die de gedroogde epoxy van de bovenkant reinigt. Nu zijn de frets klaar om geplaatst te worden. Een arbeider neemt de toets en doet lijm in de fretsleuven en plaatst vervolgens met de hand de fretdraad. Met behulp van een pneumatische kniptang plaatst de arbeider eerst de draad en snijdt vervolgens het overtollige af. Van daaruit wordt de toets in een hydraulische pers geplaatst die de frets volledig op hun plaats drukt. De arbeider schuurt vervolgens de frets met de hand om ze glad te maken. De toets wordt vervolgens gesleufd om binding mogelijk te maken en vervolgens te drogen. Als de frets droog zijn, wordt de toets met de hals verbonden.
- Ondertussen is de hals gebouwd. Dit begint wanneer de tienkwart mahonie hals blanks kwartiers gezaagd zijn voor meer sterkte en rechtheid. Halspatroonsjablonen worden met potlood getekend en vervolgens wordt de nekvorm met een lintzaag in de sjabloonvorm gesneden. Het halsstuk wordt vervolgens op een draaiprofieldraaibank geplaatst. De draaibank geeft de hals zijn basisvorm.
- Een werker verbindt vervolgens de toets met de nek door de locatiepinnen op de toets in te tikken, de lijm aan te brengen, de toets en de nek bij elkaar te brengen, de verbonden stukken in een lijmpers te plaatsen en deze vervolgens te laten drogen. Het kopfineer is ook op de halsblank gelijmd. De nek wordt vervolgens langs de lijn gestuurd om te worden gevormd en afgewerkt door machinaal te rollen en met de hand te schuren. Nu is de nek klaar om op het lichaam te worden aangebracht.
Bij het bevestigen van de nek aan het lichaam worden verschillende methoden gebruikt door verschillende fabrikanten.
 Noteer posities op een elektrische gitaar. Sommige nekken van elektrische gitaren zijn op hun plaats gelijmd, terwijl andere zijn vastgeschroefd. Veel spelers geven de voorkeur aan de vastgelijmde hals, omdat ze denken dat dit een betere verbinding geeft die meer sustain van de noten geeft. Bij Gibson worden de halzen van een Les Paul altijd vastgelijmd.
Noteer posities op een elektrische gitaar. Sommige nekken van elektrische gitaren zijn op hun plaats gelijmd, terwijl andere zijn vastgeschroefd. Veel spelers geven de voorkeur aan de vastgelijmde hals, omdat ze denken dat dit een betere verbinding geeft die meer sustain van de noten geeft. Bij Gibson worden de halzen van een Les Paul altijd vastgelijmd. - Op het lichaam wordt vervolgens de locatie van de nekplaatsing getraceerd. Een holte wordt gesneden waar de nek zal worden geplaatst. De werker plaatst de nek in de nekgleuf om te zien of de toets, de nek en het lichaam allemaal gelijk liggen. Het passen van de nek gebeurt allemaal met de hand, waarbij een werker een beitel, een klem en lijm gebruikt. De nek wordt vervolgens in het gewricht geplaatst totdat een naadloze pasvorm is gemaakt. De pasvorm wordt gelijmd, geklemd en een uur gedroogd. Na droging schuurt de arbeider de overtollige lijm weg. De opneemholtes en bruggaten worden toegevoegd door een computergestuurde router.
- De gitaar is nu klaar voor kleurvoorbereiding en afwerking. Alvorens te solliciteren
 Een elektrische gitaar. de afwerking, schuren de arbeiders de gitaar met de hand om eventuele scherpe hoeken glad te strijken. Vervolgens wordt een houtvuller en beits aangebracht om het hout te kleuren en het nervenpatroon te egaliseren.
Een elektrische gitaar. de afwerking, schuren de arbeiders de gitaar met de hand om eventuele scherpe hoeken glad te strijken. Vervolgens wordt een houtvuller en beits aangebracht om het hout te kleuren en het nervenpatroon te egaliseren. - Voordat de body wordt gespoten met een finish, worden de body en hals geseald om ervoor te zorgen dat de verf niet in het hout trekt. Wanneer de gitaar droogt, wordt de afwerking aangebracht met behulp van geautomatiseerde elektrostatische methoden die de consistentie van de afwerking verbeteren. Daarna wordt de gitaar naar de schrapers gestuurd, die eventuele overspray met metalen gereedschap verwijderen.
- Nadat de gitaar is gedroogd en geschuurd, gaat deze naar de polijstafdeling. Polijsten is een proces in drie stappen. Eerst wordt de gitaar op een wiel gepolijst. De rougesamenstelling van een juwelier wordt gebruikt om eventuele ruwe plekken in de afwerking te verwijderen. Vervolgens worden er nog twee polijstbeurten uitgevoerd om een schitterende glans te verkrijgen.
- De gitaar wacht nu op de definitieve montage, waar alle hardware en elektronica is geïnstalleerd. Over het algemeen omvat de eindmontage van een elektrische gitaar bij de meeste gitaarfabrieken de plaatsing van de slagplaat, vibrato-installatie, het instellen van de hals, de installatie van de tuner, het installeren van de bandbodems, de fretdressing, de moer, de brug en de vibrato-opstelling, de plaatsing van de snaarboom, en ophaalhoogte.
- Vervolgens worden de hardware en elektronica geassembleerd en op de body en de brug geplaatst. Hardware die op de body is geplaatst, omvat de slagplaat, het slagplaatschild, de drukveer van de pickup, de pickup-cover, de pickup-kernconstructie, de hendelknop, de pickup-keuzeschakelaar, de volumeknop, de toonknop, de volume- en toonpotentiometers, de keramische condensator en de uitgangsplugconstructie. Hardware die op de brug is geplaatst, omvat een grondplaat, een vibratoblok, drukveren, een brugstang, stelschroeven, een brugafdekking, een achterste afdekplaat, een trekveer, een tremelo-spanveerhouder en een hendel.
- Bouwers installeren pickups, potten, stemsleutels, jackplates en tuimelschakelaars. De regelaars kerven het staartstuk en de moer in, bespannen de gitaar, controleren de toonhoogte en intonatie van de hals en passen de hoogte van de brug aan. De reinigers verwijderen vegen en vuil, installeren achterplaten, slagplaten, truss rod covers en andere hardware en polijsten vervolgens de chromen, nikkel of gouden hardware.
- De gitaar ondergaat een laatste polijstbeurt en een laatste inspectie.
Kwaliteitscontrole
Tijdens elke fase van het proces wordt het product gecontroleerd. Zelfs de kleinste fout in het ontwerp, zoals een kras of overtollige gedroogde lijm, kan de gitaar terug naar beneden sturen, of kan er zelfs toe leiden dat inspecteurs hem schrappen. Tijdens de eindmontage, wanneer hardware en bedrading zijn geïnstalleerd, wordt elk onderdeel afzonderlijk getest om te controleren of het goed werkt.
De Toekomst
Algemeen wordt aangenomen dat het grootste deel van de evolutie van de elektrische gitaar plaatsvond tussen het einde van de jaren twintig en het begin van de jaren zestig, een periode waarin de belangrijkste innovaties tot stand kwamen. Gitaarfabrikanten en uitvinders onderzoeken echter nog steeds manieren om het instrument aan te passen. Deze veranderingen omvatten wijzigingen in ontwerp, materialen, in pickups of in afwerkingen. Sommige gitaarbouwers zijn op zoek naar body's van plastic of grafiet. Anderen onderzoeken ontwerpen met holle of halfholle lichamen. Al geruime tijd proberen uitvinders piëzo toe te passen op gitaarpickup, of versterking. Piëzo is een materiaal met piëzo-elektrische eigenschappen. Indien correct toegepast op een muziekinstrument, voelt het trillingen of drukveranderingen. Voor een gitaar kan het worden toegepast in een contactmicrofoon, of het kan op de gitaar zelf worden geplaatst, waar het gitaartrillingen waarneemt. Uiteindelijk zou het het geluid van een gitaar kunnen verbeteren.
Op het gebied van ontwerp heeft een bedrijf massale 3D-software voor solide en oppervlaktemodellering ontwikkeld die de aandacht heeft getrokken van de gitaarbedrijven Gibson, Warmoth, Suhr en Tom Anderson Guitarworks. De software zou ontwerpers bevrijden van de beperkingen van tweedimensionale planning en hen in staat stellen complete driedimensionale ontwerpen te maken voordat het fabricageproces begon. Op deze manier zouden ze meer experimenteel kunnen zijn met ontwerpen. Mogelijk stelt de software ontwerpers in staat om nieuwe ontwerpen in 3D te maken zonder prototypes of modellen te hoeven bouwen. Ontwerpen konden vervolgens voor een beperkte productierun naar een geautomatiseerd houtbewerkingsstation worden gestuurd.
Boeken
Bacon, T. en P. Day. Het ultieme gitaarboek. New York:Alfred A. Knopf, 1992.
Denyer, R., I. Guillory en A.M. Crawford. Het gitaarhandboek. New York:Alfred A. Knopf, 1987.
Wieler, Tom. Het Gitaarboek. New York:Harper en Row, 1998.
Overige
Rickenbacker-webpagina. december 2001.
De webpagina voor elektrische gitaar. December 2001.
Dan Harvey
Productieproces
- In de winkel gebouwde elektrische koffiemolen
- Inleiding tot elektronenbuizen
- Power in elektrische circuits
- Elektrische aandrijvingen versus hydraulische aandrijvingen
- Elektrische aandrijvingen versus pneumatische aandrijvingen
- Elektrische pijpenbuiger nodig?
- Wat is een elektrische dompelpomp?
- De handige elektrische cirkelzaag
- Wat is een elektrische pijpbuigmachine?
- Wat is een elektrische draaitafel?
- Elektrisch booglassen begrijpen