


23 Unit 6:Haas-besturing
DOELSTELLING
Na het voltooien van deze unit, zou je in staat moeten zijn om:
- Identificeer de Haas-besturing.
- Identificeer het toetsenbord.
- Beschrijf de procedure Start/Home Machine.
- Beschrijf de procedure voor het opheffen van de deur.
- Beschrijf de procedure voor het laden van hulpprogramma's.
- Beschrijf Tool Length Offset (TLO) voor elk gereedschap.
- Verifieer part zero offset (XY) met MDI.
- Beschrijf de offset van de instellingstool.
- Controleer de gereedschapslengte-offset met MDI.
- Beschrijf de procedure van het laden van het CNC-programma.
- Beschrijf de procedure van het opslaan van het CNC-programma.
- Uitleggen hoe u een CNC-programma uitvoert.
- Beschrijf het gebruik van freesdiametercompensatie.
- Beschrijf het afsluitprogramma.
Haas-besturing
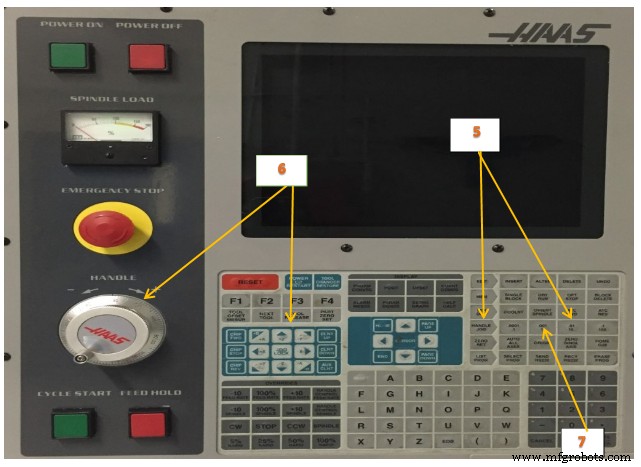
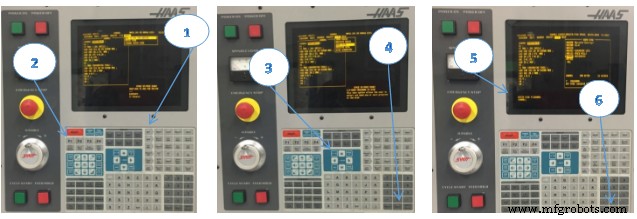
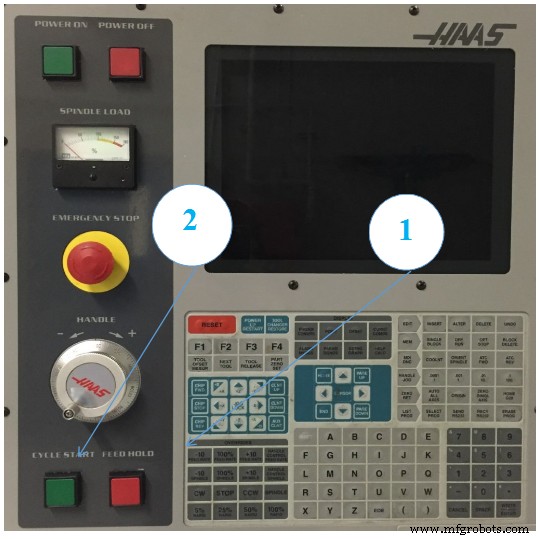
De Haas-bediening wordt getoond in afbeelding 18 en 19. Maak uzelf vertrouwd met de locatie van knoppen en bedieningselementen. Gedetailleerde instructies op de volgende pagina's laten zien hoe u de besturing bedient.

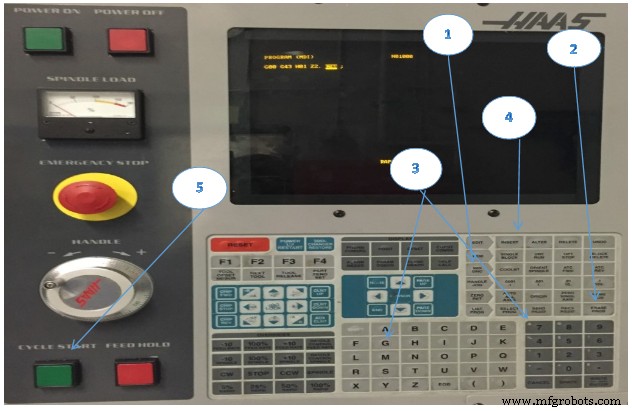
Afbeelding 1. Haas CNC-freesbesturing Haas-toetsenbord
Toetsenbord
Toetsenbordtoetsen zijn gegroepeerd in deze functionele gebieden:
1. Functietoetsen
2. Cursortoetsen
3. Displaytoetsen
4. Modustoetsen
5. Numerieke toetsen
6. Alfatoetsen
7. Jog-toetsen
8. Overschrijft toetsen
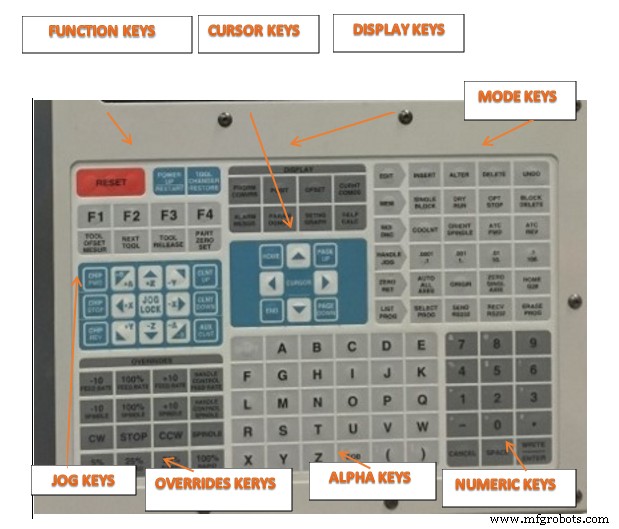
Afbeelding 2. Haas CNC-besturingsknoppen/toetsenbordtoetsen
Start/Thuismachine
Checklist:
1. Werkgebied:zorg ervoor dat het werkgebied vrij is
2. Hoofdonderbreker:inschakelen
3. Luchttoevoer:zet lucht aan om de druk te corrigeren (ten minste 70 PSI om de gereedschapswisselaar te laten werken)
4. POWER ON:Druk op de groene knop
5. Zorg ervoor dat de noodstop niet is geactiveerd. Als dit het geval is, draait u de rode knop naar rechts om los te laten.
6. Wacht tot bericht102 SERVOS OFFverschijnt voordat u verder gaat.
7. RESET
8. Inschakelen Opnieuw opstarten
9. Zorg ervoor dat de deuren gesloten zijn en dat het werkgebied vrij is.
10. Laat alle machine-assen naar huis voordat u verder gaat
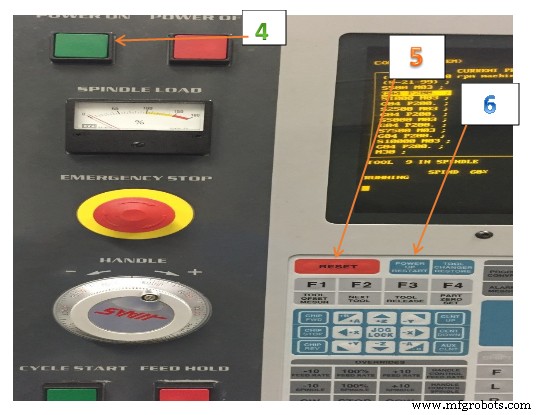
Afbeelding 3. Machine starten/starten
Deur opheffen
1. Mem:Selecteer en druk op Mem.
2. Grafiek instellen:Selecteer en druk op Grafiek instellen
3. Voer 51
. in4. Cursor:Druk op de pijl-omlaag en vervolgens op de pijl-rechts om uit te schakelen
5. Write/Enter:Selecteer en druk op Write/Enter
Afbeelding 4. Deur opheffen
Extra laden
Checklist:
1. MDI/DNC-toets:Druk op de MDI/DNC-knop.
2. Gereedschapsnummer:
- Bijvoorbeeld om de gereedschapswisselaar op T1 te plaatsen
- Druk op de T en vervolgens op de 1-knoppen.
3. ATC FWD:Druk op de ATC FWD-knop.
- Gereedschapscarrousel indexeert naar T1-positie.
4. Positioneer het gereedschap in de spil
- Grijp niet bij snijgroeven van gereedschap!
- Zorg ervoor dat de taper van het gereedschap schoon is.
- Grijp gereedschapshouder onder V-flens om beknelling te voorkomen.
- Duw het gereedschap in de spil.
- Zorg ervoor dat "honden" op de spil uitgelijnd zijn met de sleuven op de gereedschapshouder.
5. Gereedschapsvrijgave:Druk op de gereedschapsvrijgaveknop
- Machine blaast lucht door de spil om vuil te verwijderen.
- Duw het gereedschap voorzichtig omhoog en laat vervolgens de knop voor het vrijgeven van gereedschap los.
- Zorg ervoor dat het gereedschap stevig vastzit in de spil voordat u het loslaat.
6. Herhaal stap 2-5 totdat alle gereedschappen zijn geladen.
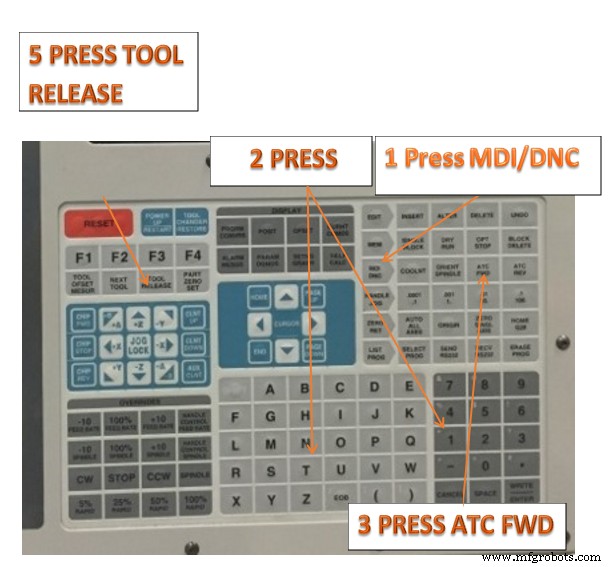
Afbeelding 5. Hulpmiddelen laden
Offsets instellen
Om een onderdeel nauwkeurig te bewerken, moet de frees weten waar het onderdeel zich op de tafel bevindt
en de afstand van de punt van het gereedschap tot de bovenkant van het onderdeel (gereedschapsoffset vanaf thuis
positie).
Om offsets handmatig in te voeren:
1. Kies een van de offsetpagina's.
2. Verplaats de cursor naar de gewenste kolom.
3. Typ de offsetwaarde die u wilt gebruiken.
4. Druk op (ENTER) of (F1). De waarde wordt in de kolom ingevoerd.
5. Voer een positieve of negatieve waarde in en druk op (ENTER) om het ingevoerde bedrag toe te voegen aan het getal in de geselecteerde kolom; druk op (F1) om het nummer in de kolom te vervangen.
Jog-modus
In de Jog-modus kunt u de machine-assen naar een gewenste locatie tornen. Voordat u een as kunt joggen,
de machine moet zijn uitgangspositie bepalen. De besturing doet dit bij het opstarten van de machine.
Om naar de jog-modus te gaan:
1. Druk op (HANDLE JOG).
2. Druk op de gewenste as (+X, -X, +Y,-Y, +Z, -Z).
3. Er zijn verschillende oplopende snelheden die kunnen worden gebruikt in de jog-modus; het zijn (.0001), (.001), (.01) en (.1). Elke klik van de jog-handgreep verplaatst de as over de afstand die is gedefinieerd door de huidige jog-snelheid. U kunt ook een optionele Remote Jog Handle (RJH) gebruiken om de assen te tornen.
4. Houd de jog-knoppen van het handvat ingedrukt of gebruik de jog-handgreep om de as te verplaatsen.
Gereedschapslengte-offset (TLO) instellen
Checklist:
1. Handle Jog Mode:Selecteer de Handle Jog-knop.
- Hierdoor wordt de machine met het handwiel bestuurd.
2. Jog-toename:.01
- Dit stelt de taaktoename in, zodat elke klik van het handwiel het gereedschap 0,01 inch in de jog-richting beweegt.
3. Jog Richting:Druk op de Z-knop
- Dit stelt het gereedschap in om in Z te bewegen wanneer de jog-handgreep wordt verplaatst.
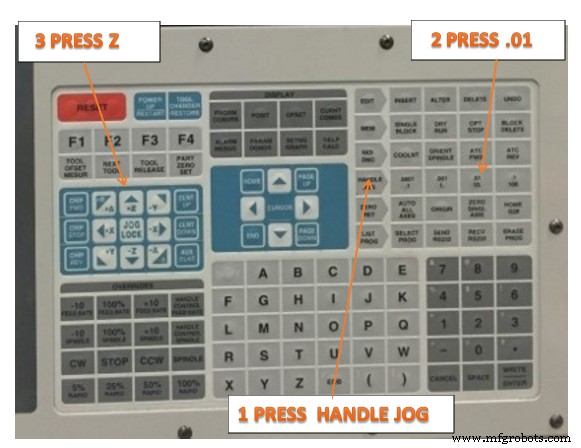
Figuur 6. TLO
4. Offsets:Selecteer en druk op Offset
- Tool Offset-pagina wordt weergegeven.
5. Cursorpijlen:uitlijnen voor actief gereedschap
- Gebruik de cursortoetsen Up-Dn (indien nodig) om de gemarkeerde balk op de grafische weergave over de offsetwaarden voor het huidige actieve gereedschap te verplaatsen.
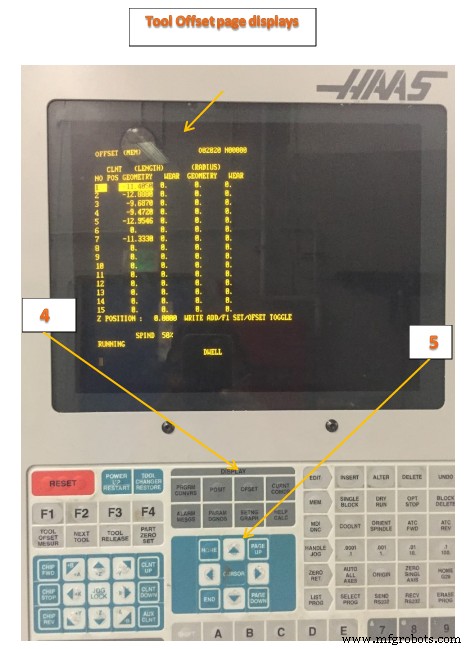
Figuur 7. Offset
6.Gebruik 1-2-3 blok om de gereedschapslengte in te stellen
- Jog zodat het gereedschap zich onder het bovenste blok bevindt.
- Voer lichte druk uit om het gereedschap tegen het gereedschap te blokkeren. Gebruik het jogwiel om het gereedschap omhoog te brengen totdat het blok er net onder schuift.
- Verplaats het blok uit de weg en verplaats het gereedschap vervolgens 0,01 inch onder de bovenkant van het blok.
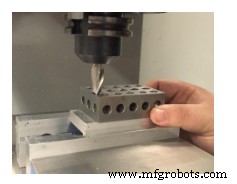
Figuur 8
7. Jog-toename:.001
- Verminder de jog-stap en gebruik de jog-handgreep om het gereedschap in stappen van .001 omhoog te brengen totdat het net weer onder het blok schuift.
8. Tool Offset Measure:Selecteer en druk op Tool Offset Measure
- Hierdoor voert de besturing de huidige positie van het gereedschap in het lengte-offsetregister in.
- Zorg ervoor dat het nummer van de gereedschapslengte wordt bijgewerkt voordat u doorgaat.
9. Volgende tool:Selecteer en druk op Volgende tool
- Hierdoor wordt het huidige gereedschap opgeborgen en het volgende gereedschap geladen.
- Herhaal stap 1 t/m 9 totdat alle tools zijn ingesteld.
Figuur 9. Offset-weergavepagina
OPMERKING:
Voor het instellen van gereedschappen moet de machine handmatig worden aangestuurd met de handen in de werkomhulling van de machine. Wees uiterst voorzichtig en neem de volgende regels in acht:
• De spil moet uitgeschakeld zijn.
• Plaats nooit uw hand tussen het gereedschap en het werkstuk.
• Zorg ervoor dat de juiste as en jog-increment zijn ingesteld voordat u gaat joggen.
• Beweeg de hendel langzaam en doelbewust. Houd uw ogen te allen tijde op uw handen en de positie van het gereedschap gericht.
• Laat nooit iemand anders de bediening bedienen als uw hand zich in het werkgebied bevindt.
Toegang tot MDI
De handmatige gegevensinvoermodus (MDI) is een van de modi waarin uw CNC-machine kan werken. Het idee is om G-codes of M-codes op een regel in te voeren die onmiddellijk door de machine worden uitgevoerd - u hoeft niet te schrijven een heel g-codeprogramma als een regel of twee voldoende is. MDI biedt veel kracht terwijl het weinig leren vereist. U kunt zelfs MDI-commando's gebruiken om uw onderdeel te bewerken. Met MDI kan CNC snel en vuil zijn, net als handmatige bewerking.
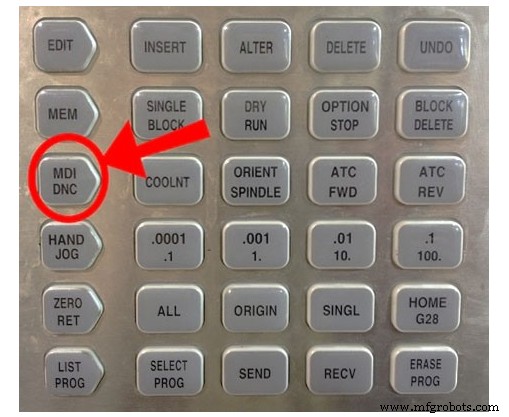
Afbeelding 10. MDI
Druk op de MDI-toets op uw CNC-bedieningspaneel om naar de MDI-modus te gaan.
Bijvoorbeeld:
Druk op MDI/DNC
Erase Prog:Selecteer en druk op (om commando's te wissen)
Voer S1200 M03 in (spilsnelheid 1200 RPM, op CW)
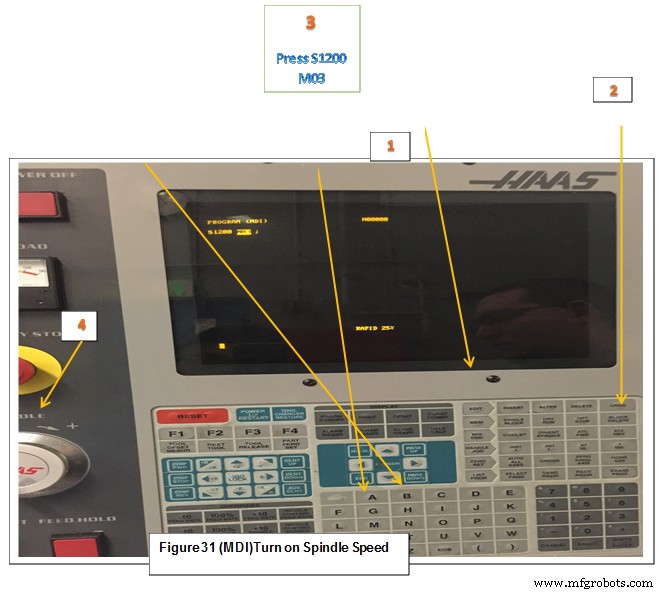
Deelnul-offset-offset XY instellen (met behulp van Edge Finder)
Checklist:
1. MDI/DNC-toets:selecteer en druk op MDI/DNC
2. Erase Prog:Selecteer en druk op Erase Prog om alle opdrachten te wissen
3. Schakel de spilsnelheid in:S1200
- Druk op S1200 M03(Input):Selecteer:Schrijven/Enter
4. Cyclusstart:Selecteer
- Spil start CW op 1200 RPM
Afbeelding 11. Spindelsnelheid (MDI) inschakelen
5. Handle Jog:Selecteer Handle Jog en Jog Increment:.01
6. Joghandvat:indien nodig
- Selecteer de jog-richting en gebruik indien nodig de hendel om de stylus van de kantentaster langs de linkerrand van het onderdeel te plaatsen.

7. Jog-toename:.001
- Beweeg de kantentaster langzaam totdat hij net uit het midden komt, zoals hieronder weergegeven.
- Dit plaatst het midden van de spil precies 0,100 van de rand van het onderdeel

Afbeelding 12. Net voor het trippen Afbeelding 13. struikelen
8. Joghandvat:intrekken in Z 
• Jog recht omhoog in Z totdat de kantentaster zich boven het deel bevindt en de jog-handgreep nul op de wijzerplaat aangeeft.
9. Jog-hendel:stel de jog-richting in op +X en draai de hendel één volledige slag rechtsom. 
Aangezien de besturing zich in de .001 increment-modus bevindt, plaatst het draaien van de draaiknop precies één volledige slag om het midden van de spil direct boven de linkerdeelrand te plaatsen.
10. Offsetpagina:Selecteer en druk op 
• Selecteer de knop Offset en de knoppen PgUp/PgDn totdat de pagina Work Zero Offset verschijnt. Gebruik de pijltoetsen om G54 te markeren (of welke offset van de fixture ook moet worden ingesteld).
11. Gedeeltelijk nul instellen:Druk op Gedeeltelijk nul instellen
• Dit stelt de G54 X-waarde in op de huidige spilpositie.
12. Spindelstop:Druk op spindelstop
13. Herhaal stappen 6-11
. voor het instellen van de Y-as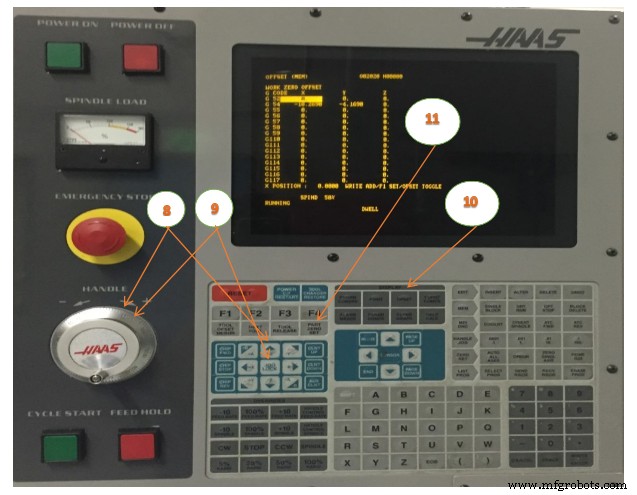
MDI gebruiken om part zero offset te verifiëren
1. MDI/DNC-toets:Selecteer en druk op MDI/DNC
2. Erase Prog:Selecteer en druk op (om commando's te wissen)
3. Voer G00 G90 G54 X0 Y0
. in4. Invoegen:Selecteer en druk op Invoegen
5. Cyclusstart:Selecteer en druk op Cyclusstart
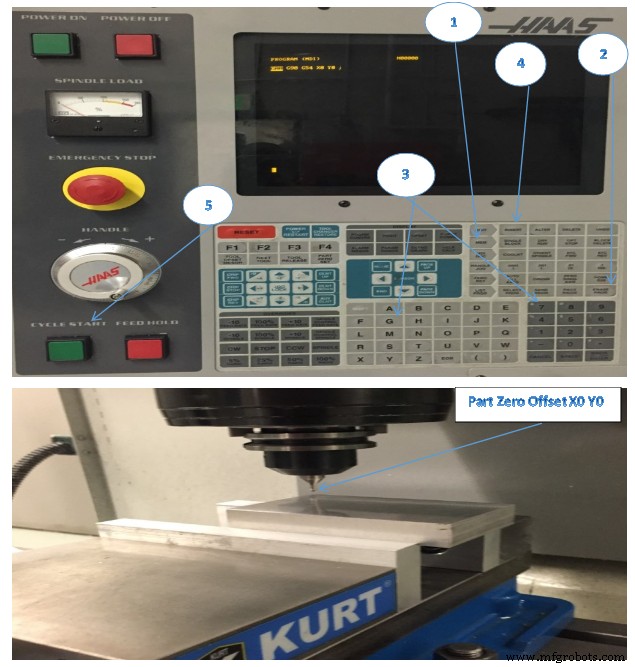
Part Zero Offset X0 Y0 (MDI)
- Als u het nulpunt naar RECHTS wilt verplaatsen ten opzichte van de machinebediener, voegt u een verschuiving toe aan de offset X-waarde. Als u bijvoorbeeld X+.1 wilt verschuiven, voert u .1 WRITE/ENTER in.
- Als u het nulpunt DICHTER naar de machinebediener wilt verplaatsen, trekt u een verschuiving af van de offset Y-waarde. Als u bijvoorbeeld Y-.1 wilt verschuiven, voert u -.1 in WRITE/ENTER
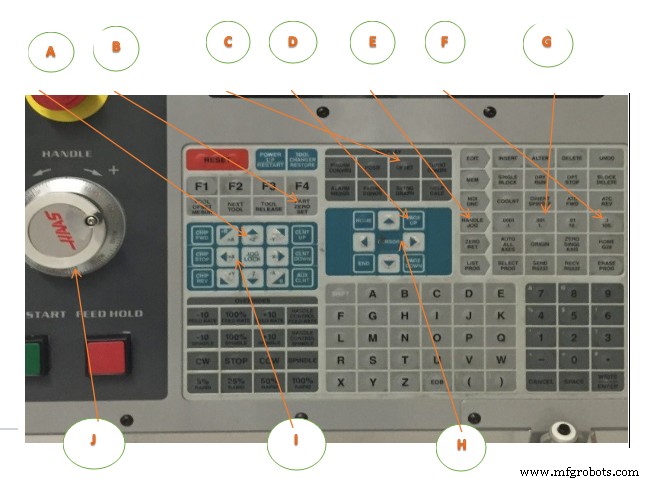
Deel nul-offset XY instellen (met mechanische aanwijzer)
Om een onderdeel te bewerken, moet de frees weten waar het onderdeel zich bevindt op
de tafel. U kunt een kantentaster, een elektronische taster of vele andere gereedschappen gebruiken en
methoden om deel nul vast te stellen. Om de nulpuntverschuiving van het onderdeel in te stellen met een mechanische aanwijzer:
1. Plaats het materiaal (1) in de bankschroef en draai vast.
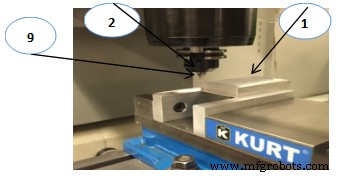
Afbeelding 14. Deel nul XY instellen (met mechanische aanwijzer )
2. Laad een aanwijzer (2) in de spil.
3. Druk op (HANDLE JOG) (E).
4. Druk op (.1/100.) (F) (De molen zal snel bewegen
snelheid wanneer de hendel wordt gedraaid).
5. Druk op (+Z) (A).
6. Verplaats (J) de Z-as ongeveer 1″ boven het onderdeel.
7. Druk op (.001/1.) (G) (De molen zal langzaam bewegen als de hendel wordt gedraaid).
8. Behandel (J)de Z-as ongeveer. 0.2″ boven het onderdeel.
9. Selecteer tussen de X- en Y-as (I) en beweeg (J) het gereedschap naar de linkerbovenhoek
van het onderdeel (zie afbeelding 36 hierboven (9).
10. Druk op (OFFSET) (C) totdat het deelvenster Actieve werkoffset actief is.
11. Cursor (H) naar kolom G54 X-as.
12. Druk op [PART ZERO SET] (B) om de waarde in de X-askolom te laden. De tweede
druk op [PART ZERO SET] (B) laadt de waarde in de Y-as kolom.
Offset instellen
De volgende stap is het aanraken van de gereedschappen. Dit definieert de afstand van de punt van het gereedschap tot
de bovenkant van het onderdeel. Een andere naam hiervoor is Tool Length Offset, die wordt aangeduid als H in
een regel machinecode. De afstand voor elk gereedschap wordt ingevoerd in de gereedschapsoffsettabel.
Tool-offset instellen. Met de Z-as in de uitgangspositie wordt de gereedschapslengte-offset gemeten
vanaf de punt van het gereedschap (1) tot de bovenkant van het onderdeel (2). Zie afbeelding 15.
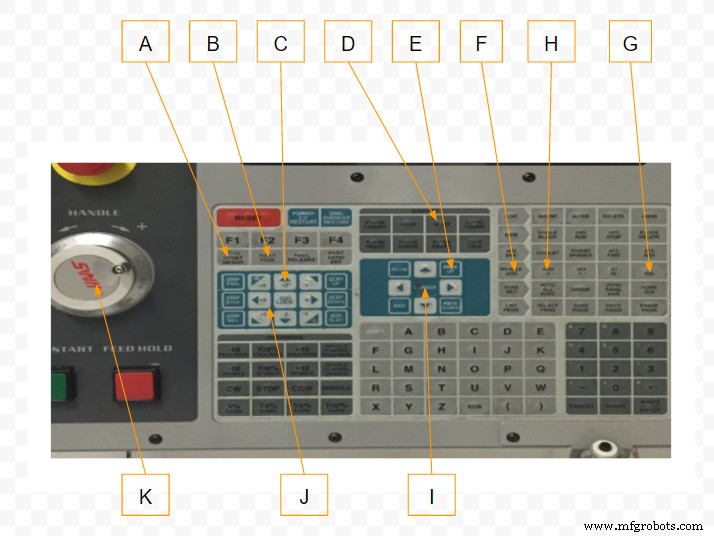
1. Laad het gereedschap in de spil (1).
2. Druk op (HANDLE JOG) (F).
3. Druk op (.1/100.)(G) (De molen beweegt met een hoge snelheid wanneer de hendel wordt gedraaid).
4. Selecteer tussen de X- en Y-as (J) en hendel (K) het gereedschap nabij het midden van het onderdeel.
5. Druk op (+Z) (C).
6. Verplaats (K) de Z-as ongeveer 1″ boven het onderdeel.
7. Druk op (.0001/.1) (H) (De molen beweegt langzaam als de hendel wordt gedraaid).
8. Plaats een vel papier tussen het gereedschap en het werkstuk. Beweeg het gereedschap voorzichtig
naar de bovenkant van het stuk, zo dicht mogelijk, en toch in staat zijn om het papier te verplaatsen.
9. Druk op (OFFSET) (D).
10. Druk op (PAGE UP) (E) totdat u het venster Program Tool Offsets weergeeft. Scroll naar tool #1.
11. Cursor (I])naar Geometrie voor positie #1.
12. Druk op [TOOL OFFSET MEASURE] (A).
De volgende stap zorgt ervoor dat de spil snel in de Z-as beweegt.
13. Druk op (VOLGENDE GEREEDSCHAP) (B).
14. Herhaal het offsetproces voor elk gereedschap.
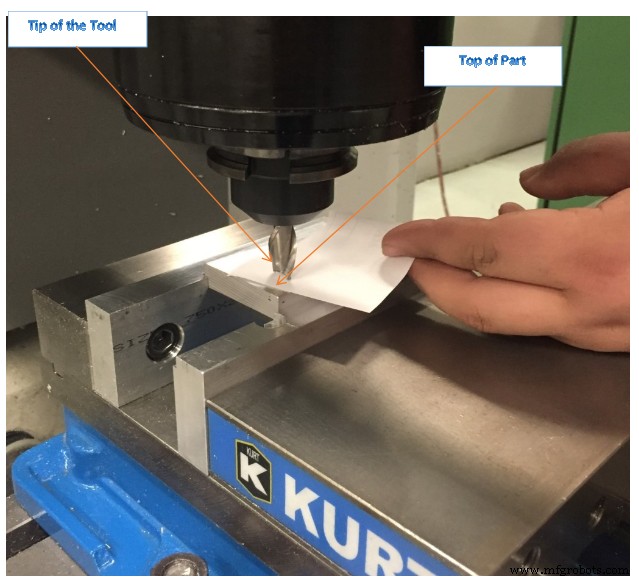
Afbeelding 15. Instelling Tool Offset (vel papier)
MDI gebruiken om gereedschapslengte-offset te verifiëren
1. MDI/DNC-toets:Selecteer en druk op MDI/DNC
2. Erase Prog:Selecteer en druk op (om commando's te wissen)
3. Voer G00 G90 G43 H01 Z2.00 in
4. Invoegen:Selecteer en druk op Invoegen
5. Cyclusstart:Selecteer en druk op Cyclusstart
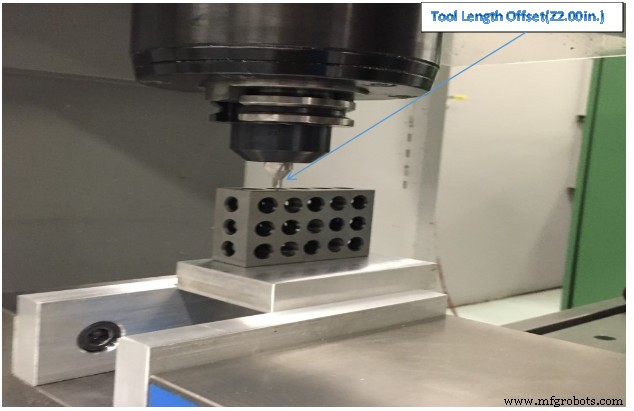
Afbeelding 16. Gereedschapslengte offset (2,00 inch boven onderdeel gebruik 1 2 3 blok om te verifiëren)
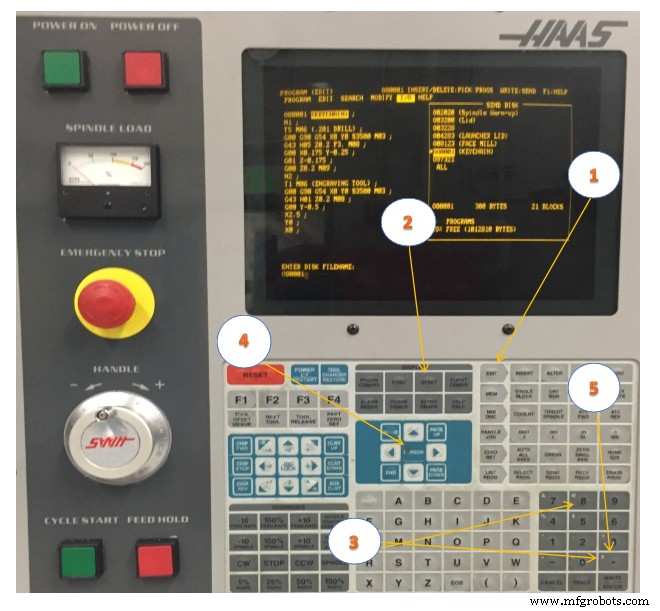
CNC-programma laden
1. Bewerken:Selecteer en druk op Bewerken
2. F1:Selecteer en druk op F1
3. Cursor:Druk op de linkerpijltoets naar I/O en vervolgens op de DN-pijltoets om de markeringsbalk naar Disk Directory te verplaatsen.
4. Write/Enter:Selecteer en druk op Write/Enter
5. Cursor ( Disk Directory):Druk op de DN-pijltoets om te programmeren om te laden.
6. Write/Enter:Selecteer en druk op Write/Enter
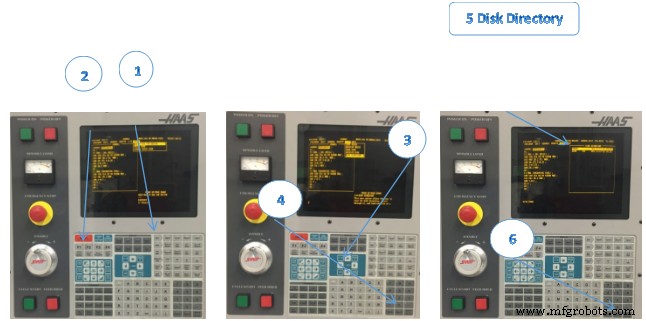
Figuur 17. Laad CNC-programma
CNC-programma opslaan
1. Bewerken:Selecteer en druk op Bewerken
2. F1:Selecteer en druk op F1
3. Cursor:Druk op de linkerpijltoets naar I/O en vervolgens op de DN-pijltoets om de opgelichte balk naar Schijf verzenden te verplaatsen.
4. Write/Enter:Selecteer en druk op Write/Enter
5. Voer de naam van het schijfbestand in:O80001
6. Schrijf/Enter
 Afbeelding 18. CNC-programma opslaan
Afbeelding 18. CNC-programma opslaan
CNC-programma uitvoeren
Dit is het geprefereerde proces voor het uitvoeren van een nieuw programma. Zodra een programma is bewezen, kunnen alle voedingssnelheden worden ingesteld op 100% en kan de modus voor één blok worden uitgeschakeld.
Droogloopbewerking
De machine voert alle bewegingen precies uit zoals geprogrammeerd. Gebruik geen werkstuk in de machine terwijl de droogloop in werking is. De functie Droogloop wordt gebruikt om een programma snel te controleren zonder daadwerkelijk onderdelen te snijden.
Dry run selecteren:
1. Druk in de MEM- of MDI-modus op (DRY RUN).
In de droogloop worden alle stroomversnellingen en voedingen uitgevoerd met de snelheid die is geselecteerd met de jog-snelheidsknoppen.
2. Droogloop kan alleen worden in- of uitgeschakeld als een programma is afgelopen of [RESET] is
ingedrukt. Dry Run maakt alle opgedragen X Y Z-bewegingen en het gevraagde gereedschap
veranderingen. De override-toetsen kunnen worden gebruikt om de spilsnelheden aan te passen.
Checklist :
1. Voor aanvang
- Zorg ervoor dat de bankschroef of bevestiging goed vastzit en dat je een veilige opstelling hebt.
- Er mag geen mogelijkheid zijn dat het werkstuk niet naar behoren presteert.
- Verwijder de handgrepen van de bankschroef.
- Maak het werkgebied vrij van gereedschappen of andere objecten.
- Sluit de machinedeuren.
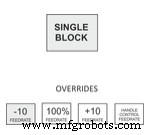
- Schakel de enkele blokmodus in.
- Druk acht keer op de knop Rapid Feedrate-10 om de snelle Feed Rate Override in te stellen op 20% van het maximum.
2. Begin
- Plaats één hand op de knop Feed Hold en wees klaar om erop te drukken voor het geval er problemen zijn.
- Druk op Cyclus Start-knop.
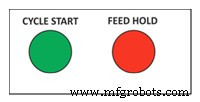
Afbeelding 19. CNC-programma uitvoeren
Een veelvoorkomende fout is het onjuist instellen van de correctie van de armatuur- of gereedschapslengte. Als u voor de eerste keer een programma uitvoert, stelt u de machine in op de modus Enkel blok. Verlaag de snelle voedingssnelheid tot 25% en ga voorzichtig te werk. Zodra het gereedschap aan het snijden is, schakelt u de modus voor één blok uit en laat u het programma draaien. Laat de machine niet onbeheerd achter en houd één hand op de invoerstopknop. Luister, kijk naar de spaanvorming en wees klaar om de snijvoedingssnelheden aan te passen aan de juiste snijomstandigheden.
CDC-offsets aanpassen
Bewerkingen die gebruik maken van freesdiametercompensatie (CDC:G41/G42) kunnen worden aangepast om rekening te houden met gereedschapsslijtage en doorbuiging. Meet over een voltooid onderdeel op een onderdeel en vergelijk het met de gewenste waarde. Trek de werkelijke waarde af van de doelmaten en voer het verschil in het CDC-register in op het besturingselement voor dat gereedschap. Bijvoorbeeld:
(Doelkenmerkomvang:2.5000) – (werkelijke functieomvang:2.5150) = Slijtagewaarde: -0.0150
Het gereedschapspad wordt nu gecompenseerd voor het maatverschil. Als u dezelfde bewerking opnieuw uitvoert, moet de functie exact de doelgrootte hebben
Slijtagecompensatie wordt alleen gebruikt bij contourpassages. Het wordt niet gebruikt voor vlakfrezen, 3D-frezen of boorcycli. Selecteer de optie Slijtagecompensatie in uw CAD/CAM-software en stel, indien nodig, een gereedschapsdiameterslijtagewaarde in zoals hierboven weergegeven. Bij gebruik is de slijtagewaarde altijd een negatief getal. Stel gereedschapsdiametergeometrie altijd in op nul voor alle gereedschappen, aangezien CAD/CAM-software al rekening houdt met de gereedschapsdiameter door het pad van de gereedschapshartlijn te programmeren.
Checklist:
1. Offset-pagina:Selecteer en druk op Offset
2. Pas Diameter Offset aan:Selecteer en voer waarde in
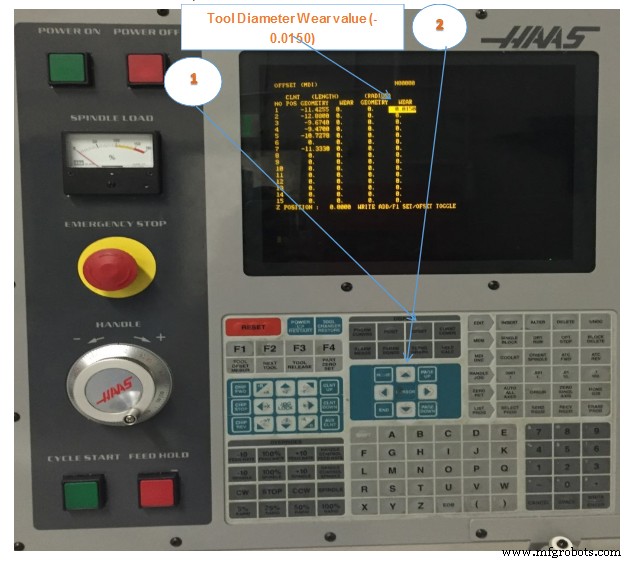
- Pg Up/Dn om de tool te markeren die moet worden aangepast.
- Voer een waarde in met het numerieke toetsenbord.
- Voorbeeld gereedschapsdiameter Slijtagewaarde zoals hierboven weergegeven:-0,0150
- Selecteer en druk op Writ/Enter
Figuur 20. CDC-offsets aanpassen
CNC-machine uitschakelen
Checklist:
1.Verwijder het gereedschap van de spil:
- Voer het nummer van een lege gereedschapscarrousel in.
- Selecteer ATC FWD
2. Jog de machine naar het veilige gebied:
• Selecteer Joggen
3.Shut Down-knop:Druk op UITSCHAKELEN
Checklist na uitschakelen:
• Veeg de spindel af met een zachte, schone doek om koelvloeistof te verwijderen en roest te voorkomen.
• Berg gereedschap op.
• Werkgebied opruimen.
• Laat de machine, gereedschappen en apparatuur altijd in dezelfde of betere staat achter dan toen u ze aantrof.
Het is belangrijk om de machine na elk gebruik schoon te maken om corrosie te voorkomen, een veilige werkomgeving te bevorderen en als professionele beleefdheid naar anderen toe. Wacht minimaal 15-30 minuten aan het einde van elke les om schoon te maken. Berg op zijn minst alle ongebruikte gereedschappen en gereedschappen op, spoel de machine af met koelvloeistof, verwijder staande koelvloeistof van de tafel en laat de spanentransporteur lopen.
EENHEIDSTEST
1. Noem acht functionele gebieden van het HAAS-toetsenbord.
2. Beschrijf hoe u de deur opheft.
3. Leg uit hoe je Tools moet laden.
4. Beschrijf MDI en geef een voorbeeld.
5. Leg uit hoe u de nulpuntverschuiving van het onderdeel instelt.
6. Beschrijf het gebruik van MDI om de nulpuntverschuiving van het onderdeel te verifiëren.
7. Leg uit hoe u de gereedschapslengte-offset instelt
8. Beschrijf het gebruik van MDI om de gereedschapslengte-offset te verifiëren.
9. Beschrijf hoe u een CNC-programma kunt opslaan.
10. Leg de afsluitprocedure uit.
Industriële technologie
- Besturingscircuits
- Wat is Control Unit:Components &Its Design
- MicroMax:interface-eenheid voor robuuste relaissystemen
- Intro van SIEMENS 808D-besturingssysteem van CNC-routers
- DATRON next© Control verandert de CNC-industrie
- Kwaliteitscontrole
- Hoe zou de ideale tool voor productiecontrole eruit moeten zien?
- 12 Hoofdstuk 3:Drill Press
- Automatische gereedschapsvoorinstelling op Haas CNC-draaicentrum
- Gereedschapsoffset in CNC-draaibank met Fanuc-besturing
- Alle offsets wissen met G10 G-code op Haas Machine Tool