


Grondbeginselen van bewerking:offset van gereedschapslengte
We hebben de Machining Fundamentals-serie gemaakt om u te helpen uw CAM-kennis op te frissen, of u nu in een machinewerkplaats werkt of net begint. In-house machinisten in ons Birmingham Technology Centre hosten elke aflevering en geven een gedetailleerd overzicht van een tool/proces. In de vorige editie hebben we feeds en snelheden behandeld. Hier introduceren we gereedschapslengte-offset - wat het is, waarom ze belangrijk zijn, waar u ze op uw machine kunt vinden en hoe u ze kunt instellen. We laten ook zien wat er kan gebeuren als u de verkeerde waarde invoert.
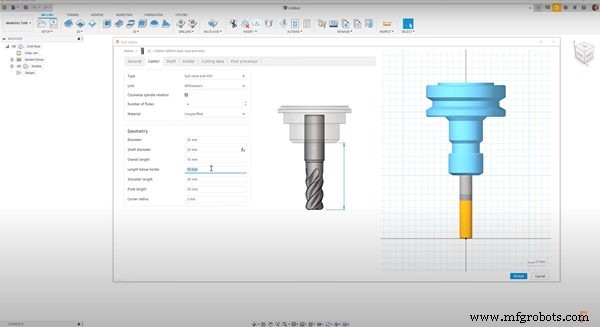
Een computer met numerieke besturing (CNC) slaat bepaalde gereedschapsinformatie op die de machinist vertelt waar het gereedschap moet worden gepositioneerd om te zagen op de locaties die zijn berekend door Autodesk Fusion 360-software. Sommige van deze opgeslagen informatie kan de diameter van het gereedschap, de hoekradius (indien aanwezig) en de lengte van het gereedschap zijn, wat bekend staat als de gereedschapslengte-offset.
Wat is de gereedschapslengte-offset en waarom is deze belangrijk?
Het enige bekende punt op de machine is het referentiepunt op de spilneus. De gereedschapslengte-offset is het verschil in lengte tussen de spilneus en de gereedschapspunt.
Als een machinist geen offsetwaarde voor de gereedschapslengte invoert, zal de spilneus per ongeluk naar de punten rijden die zijn gedefinieerd door de gereedschapspaden in Autodesk Fusion 360. Dit kan de spil breken, de nauwkeurigheid of uitlijning van de machine beschadigen en de machinist zelfs dwingen om schroot machine onderdelen.
Laten we eens kijken naar twee afzonderlijke houdertypes:een HSK63 en een BT40. Beide passen in verschillende machines en klemmen het gereedschap op verschillende manieren vast, maar ze hebben verschillende lengtes. Het is belangrijk om de offset nauwkeurig in te stellen voordat u ze gebruikt, omdat het gereedschap in verschillende mate uit de houder kan steken.
We gebruiken de gereedschapslengte om de spilneus terug te verschuiven met de lengte van het gereedschap. Dit zorgt ervoor dat de punt van het gereedschap naar dit nieuwe punt rijdt in plaats van naar de spilneus.
Door de machinist een z-as nulpunt te laten instellen voor elk onderdeel, stelt de gereedschapslengte-offset de CNC-machine in staat om veel gereedschappen van verschillende lengtes te compenseren. Dit stelt machinisten uiteindelijk in staat om meerdere gereedschappen te gebruiken zonder dat de z-as nulpunt elke keer dat ze een gereedschap gebruiken opnieuw hoeven te worden ingesteld.
De offset vinden
Verschillende controllers slaan gereedschapswaarden op verschillende plaatsen op. Om toegang te krijgen tot de Tool Length Offset-tabel op de HEIDENHAIN-controller, zoals weergegeven in de video hierboven, klikt u op de knop Tool Library. Daar kunnen we een lijst bekijken van alle gereedschappen die op de machine zijn opgeslagen. Om toegang te krijgen tot de Offset-tabel op een Haas NGC-controller, drukt u op de Offset-knop.

De gereedschapslengte-offset instellen
Er zijn veel manieren om de offset in te stellen. De video toont een machine met drie opties voor het instellen van gereedschappen:een lasergereedschapssetter, een mechanische gereedschapssetter en een slipmeter met een bekend kalibratiegereedschap. U kunt het gereedschap ook van de machine afzetten met behulp van speciaal gereedschap, zoals een optische gereedschapszetter.

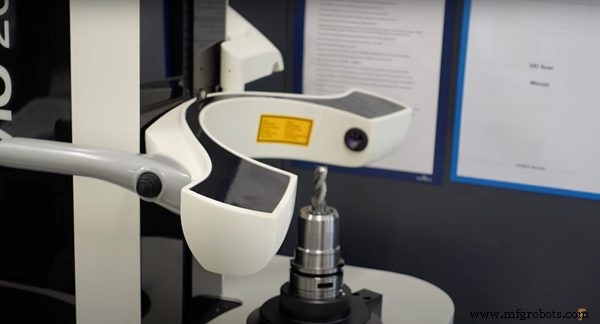
De video toont een machine die een lasergereedschapssetter gebruikt, die geen handmatige instelling nodig heeft. Een Haas-machine gebruikt echter een mechanische gereedschapszetter, waarvoor een handmatige instelling vereist is. Elk type gereedschapszetter heeft zijn voordelen en beide leveren doorgaans nauwkeurige en consistente resultaten op.
Optische gereedschapszetters zijn handig op routers en machines die geen eigen gereedschapsset hebben. Deze tool setters zijn vaak zeer nauwkeurig, maar ze vereisen handmatige invoer in de controller. De minst nauwkeurige zijn slipmeters, die op alle CNC-machines kunnen worden gebruikt en handmatige invoer in de controller vereisen. Nieuwere machines gebruiken deze benadering zelden.
Onjuiste gereedschapslengte-offsetwaarde
Aangezien we onze toolpaths in Autodesk Fusion 360 simuleren, is het belangrijk om te controleren of de corresponderende offsetwaarden zijn ingesteld in de Fusion 360 Tool Library. Dit zorgt ervoor dat de simulatie en de NC-uitgang nauwkeurig zijn.
De video toont een model met verschillende oppervlakken die onder verschillende hoeken zijn bewerkt. Alle oppervlakken zien er glad uit zonder enige mengproblemen tussen de oppervlakken. Laten we eens kijken wat er gebeurt als we de offset van het gereedschap aanpassen met -0,5 mm. Nu denkend dat het gereedschap korter is dan het in werkelijkheid is, duwt de controller het gereedschap 0,5 mm verder in het onderdeel.
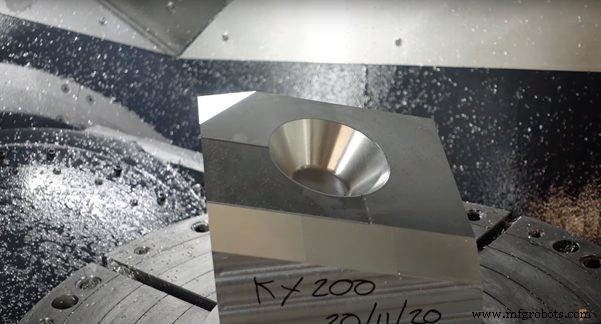
Het is duidelijk dat de juiste offset cruciaal is om de juiste afwerking van machineonderdelen te krijgen. Ga aan de slag met Autodesk Fusion 360 voor een echt geïntegreerde CAD/CAM-ervaring.
Industriële technologie
- Elektrochemische bewerking (ECM):kinematica, dynamiek, werken en gereedschapsontwerp
- Gereedschapsafbuiging bij CNC-bewerking
- Strategieën om gereedschapsdoorbuiging bij CNC-bewerking te verminderen
- Wat is verspanen? – Definitie, proces en tool
- Ultrasoon bewerkingsproces - werkingsprincipe van onderdelen, voordelen:
- Hoe hoekradius CNC-bewerking beïnvloedt
- 5-assige bewerking met Fusion 360
- Grondbeginselen van bewerking:inleiding tot freesgereedschappen
- 7 onmisbare gereedschapscoatings voor hoogwaardige bewerkingen
- Afsteken met Y-as bewerking
- Bewerkingsproces en werktuigmachines begrijpen