


Hoe een stuur te bewerken met Fusion 360
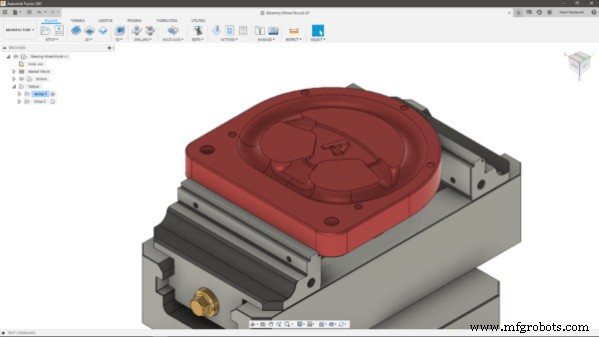
Als onderdeel van onze "How to machine"-serie, ga ik in dit bericht uitleggen hoe je een stuurmal bewerkt gebruikmakend van de geïntegreerde CAD- en CAM-mogelijkheden van Autodesk Fusion 360. Als u de vorige berichten van deze serie niet hebt kunnen lezen, kunt u ze openen door op de onderstaande links te klikken:
- Een wielnaaf bewerken
- Een spinplaat bewerken
Instellingen
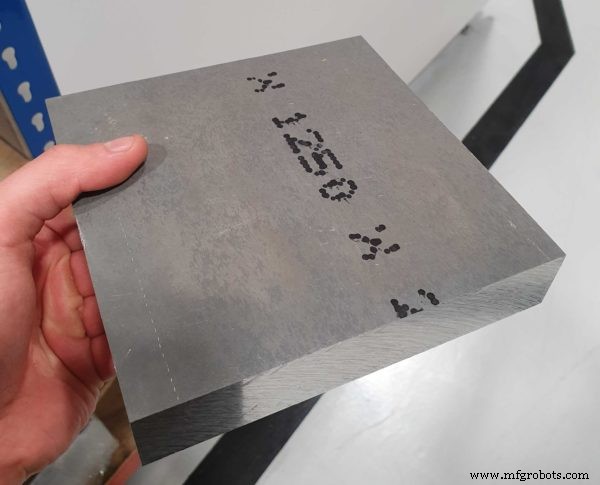
Het startpunt voor dit onderdeel was het ruwe blok materiaal dat je in de onderstaande afbeelding kunt zien. In dit geval ging ik voor Aluminium 6082. Ik besloot dit onderdeel te bewerken op een DMG Mori DMU 60eVo lineair, in het Birmingham Technology Centre.
De volgende stap was om te beslissen welke kant we als eerste zouden hebben bewerkt. De meest verstandige optie was om eerst aan de bovenkant te werken, wat je aan de linkerkant van de onderstaande afbeelding kunt zien.

Het is zelfs logisch om het meeste materiaal tijdens de eerste installatie te verwijderen, rekening houdend met slijtage van het gereedschap. Bovendien zorgde de keuze om eerst aan deze kant te werken ervoor dat we trillingen tot een minimum konden beperken zelfs met relatief hoge voedingen en snelheden in de gebieden waar het meeste werk nodig was.
Werkholding
Zoals voor de meeste andere onderdelen die ik maak, heb ik een Lang-bankschroef gebruikt om de knuppel vast te houden. Dit gereedschap staat garant voor een betrouwbare en trillingsvrije grip, waarbij slechts 3 mm materiaal nodig is om vast te klemmen. Lang ondeugden maken het ook mogelijk om een onderdeel opnieuw uit te lijnen binnen een tolerantie van 5 micron. Dit maakt processen zeer herhaalbaar in vergelijking met meer klassieke vasthoudmechanismen.

Voor Setup 1 gebruikten we het krimpmechanisme, ons er volledig van bewust dat dit sporen zou achterlaten op de zijkanten van het gedeeltelijk bewerkte onderdeel. Voor Setup 2 stellen we in plaats daarvan de parallelle kaken in , omdat we natuurlijk geen markeringen op het voltooide onderdeel wilden.
Gezien de geometrie van het onderdeel en de veelzijdigheid van de Lang-bankschroef, hoefde ik niet aan een armatuur te denken, omdat ik er geen nodig had om het onderdeel volledig te bewerken.
Voorbewerken
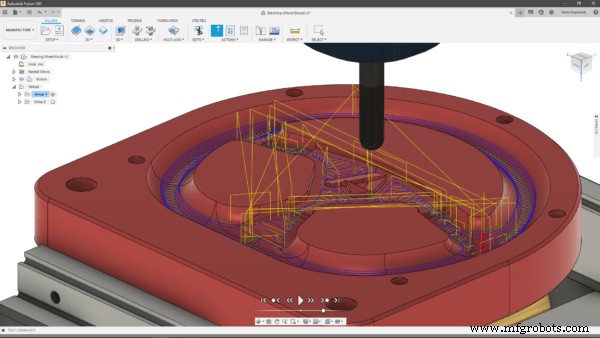
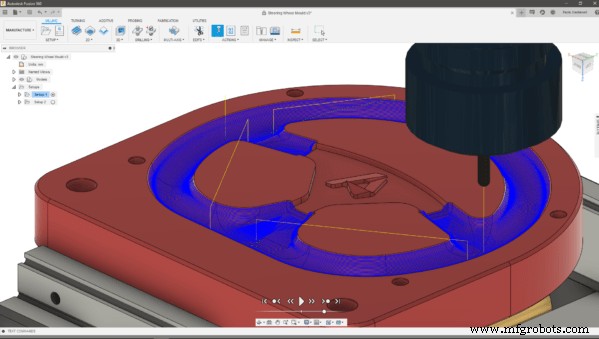
Tijdens de eerste setup was het belangrijkste gebied dat ruw moest worden het concave oppervlak dat het grootste deel van ons stuurwiel vormt. Terwijl ik normaal gesproken platte of ronde vingerfrezen zou gebruiken voor mijn voorbewerkingen, ging ik in dit geval voor een combinatie van 2D Adaptive Clearing met een bal van 8 mm hulpmiddel. Op deze manier slaagde ik erin om het uitvoeren van semi-finishing toolpaths te vermijden. Deze zouden nodig zijn geweest als ik een plat gereedschap had gekozen om een concaaf gebied te bewerken, omdat er veel meer materiaal zou zijn achtergebleven na het ruimen.
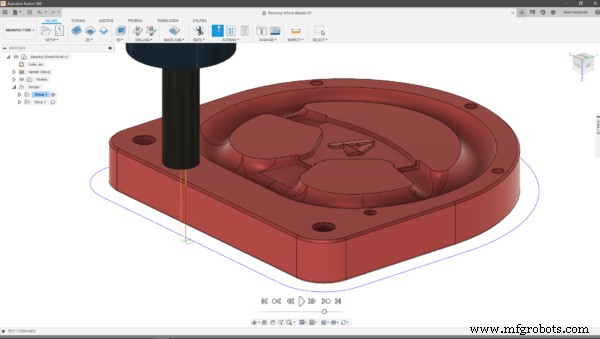
Voor de buitenste vorm hebben we een 16 mm frees gebruikt. Omdat de voorraad die we bestelden slechts 26 mm hoog was, slaagden we erin om met een enkele pas om het onderdeel heen te werken. Door zowel het spiltoerental als de voedingssnelheid vrij laag te houden, kregen we een uitstekende oppervlakteafwerking aan de buitenkant zonder enige nabewerkingsgangen. Probeer voor een uitstekend resultaat uw tool altijd zo kort mogelijk te houden , om de stijfheid te verbeteren!
Afwerking
Voor de meeste concave gebieden heb ik een 4 mm kogelgereedschap gebruikt voor mijn afwerkingsgereedschapspaden. Zoals ik hierboven al zei, was er niet veel materiaal meer over na het voorbewerken van het hoofdvormgebied. De overstap die ik voor dit gereedschapspad heb gebruikt, was 0,2 mm, om een geweldige oppervlakteafwerking te krijgen zonder polijsten.
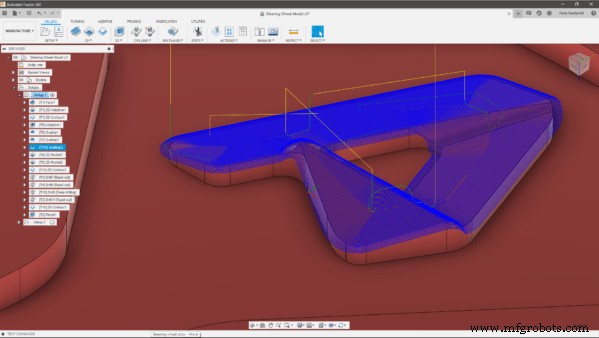
Er was echter nog heel wat programmeerwerk nodig om de Autodesk “A” af te werken. Voor de binnenkant heb ik een 2 mm frees met een 2D pocket toolpath gebruikt. Voor de vrije vorm van de A heb ik echter een 2 mm kogelgereedschap gebruikt in combinatie met een Scallop gereedschapspad. Ik ging voor een zeer fijne overstap voor deze strategie, slechts 0,05 mm , voor een uitstekende afwerking.
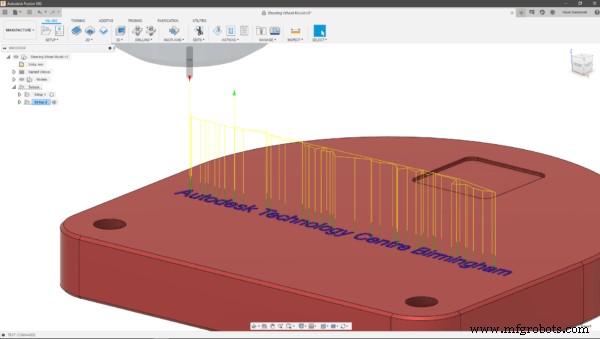
Voor de gegraveerde tekst op Setup 2 hebben we hetzelfde 2 mm kogelgereedschap gebruikt, dit keer met een Trace toolpath, waarbij de tekst op de platte achterkant van het onderdeel wordt geprojecteerd. Ik vind Trace een uitstekende toolpad in termen van gebruiksgemak en algehele uitvoerkwaliteit. Je zou het zeker vaker moeten gebruiken als je dat nog niet doet!
Ten slotte gebruikte ik voor de afschuiningen op de gaten en rond het onderdeel een 2D Contour-gereedschapspad met een afschuiningsgereedschap. Het afschuinen van scherpe randen is een standaardpraktijk in de productie, omdat het het risico op verwondingen minimaliseert wanneer u het onderdeel aanraakt.
Conclusie
De totale snijtijd voor het onderdeel was ongeveer 1 en een half uur . Zoals je mag verwachten, heb ik het grootste deel van deze tijd besteed aan Setup 1, aangezien Setup 2 slechts 15 minuten van de totale snijtijd in beslag nam.
Fusion 360 geïntegreerde CAD/CAM-tools maakten de hele ontwerp- en productieworkflow snel en naadloos, omdat ik gemakkelijk van werkruimte kon wisselen wanneer dat nodig was. Als je dit wilt proberen, maar de software nog niet hebt uitgeprobeerd, kun je een gratis proefversie downloaden via deze link.
Ik hoop dat dit bericht je heeft geholpen om wat meer te leren over het maken van een stuurmal. Blijf op de hoogte voor meer "How to machine"-berichten!

Industriële technologie
- Projectgegevens beheren en opslaan met Fusion 360
- Grip krijgen met een 3D-geprint stuur
- Insta-verbinding - Hoe een lokaal robotica-team samenwerkte met een CNC-machinebedrijf
- Hoe glas te bewerken met bijna elke CNC-router?
- Veilig gegevensbeheer met de Fusion 360 Manage-extensie
- Hoe ondersteunt Fusion 360 gelijktijdige engineering?
- Gaudio transformeert in-ear hoofdtelefoonontwerp met Fusion 360
- 5-assige bewerking met Fusion 360
- Een generatief ontworpen armatuur gebruiken om te bewerken met Fusion 360
- Hoe u de slijpbewerking van uw machinewerkplaats kunt verbeteren?
- Hoe sieraden te bewerken met CNC-bewerking?