


Eerste laag krullen. Gedetailleerde 3D-afdrukgids!
Als hobbyist voor 3D-printers moet u wel eens mislukte of lelijke eerste lagen hebben meegemaakt. Curling gebeurt om verschillende redenen en het kan soms een uitdaging zijn om het op te lossen.
De eerste laag kan omkrullen door niet-gekalibreerde machines of temperatuurgeïnduceerde druk.
Krullen of kromtrekken treedt op als gevolg van krimp van gesmolten filament tijdens een 3D-printproces. Door het krimpen van het materiaal worden de hoeken van de print opgetild voordat deze loskomt van de bouwplaat.
Evenzo, wanneer u op plastic print, zet het iets uit, maar krimpt het wanneer het afkoelt. Dus als het materiaal overmatig samentrekt, dwingt het de print om omhoog te buigen van de bouwplaat.
Sommige materialen hebben de neiging om meer te krimpen dan andere. De krimp van pc blijft bijvoorbeeld hoger dan die van PLA. Het betekent dat je voorzichtiger moet zijn bij het gebruik van pc-plastic om problemen met krullen te voorkomen.
Dit artikel helpt u meer te weten te komen over het krullen of kromtrekken van 3D-afdrukken en dient als een complete gids om het probleem te voorkomen of te minimaliseren.
Waarom wordt de eerste laag gekruld?
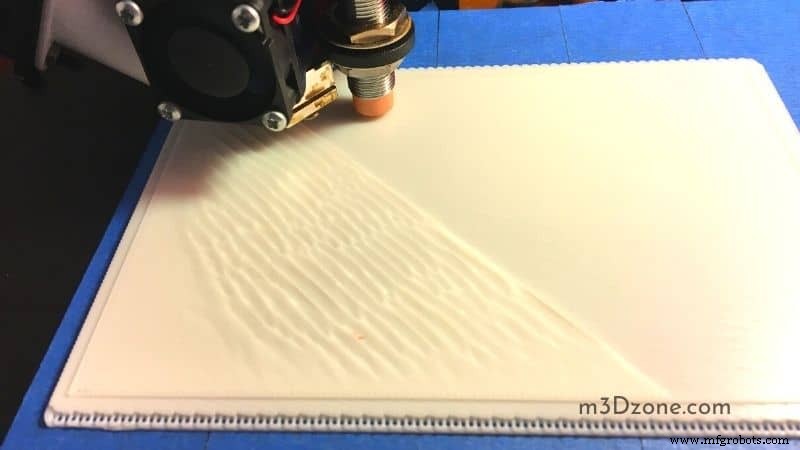
Wanneer de eerste strengen of dunne lagen gesmolten filamenten uit de printerspuitmond komen, komen ze in contact met het printoppervlak. Daarbij worden ze blootgesteld aan enorme temperatuurveranderingen.
Dunne laag
Materialen hebben de neiging om uit te zetten in warme omgevingen. Wanneer u vast filament in een printermondstuk krijgt, warmt het op en zet het uit. Het hete filament kan, afhankelijk van het type filament, tot hoge temperaturen van 250 graden Celsius opwarmen.
Nu deponeert het printermondstuk het gesmolten filament met een temperatuur van 250 graden Celsius op een verwarmd bed dat slechts 90 graden Celsius is.
Deze temperatuurvariatie veroorzaakt enorme samentrekking van de filamenten in het verwarmde oppervlak van de bouwplaat en blijft de eerste bekende oorzaak van het krullen van de eerste laag.
Deze uitdaging kan vanaf het begin de reden zijn voor het mislukken van de afdruk. Het kan zich echter aanzienlijk manifesteren in volgende lagen.
Met name de eerste echte oorzaak van curling blijft het temperatuurverschil tussen de verwarmde bouwplaat en het geëxtrudeerde filament .
Kamertemperatuur
De tweede oorzaak van het krullen van de eerste laag is de omgevingsluchtfactor in de 3D-printomgeving. Het printbed is niet de enige koude substantie die in contact komt met gesmolten filament.
Daarom hebben industriële 3D-printers een verwarmingskamer om deze effecten te elimineren. Huishoudelijke printers profiteren ook van de bijbehorende behuizingen.
Toch hebben 3D-printers met een open frame geen behuizingen en worden ze direct blootgesteld aan de omgevingslucht, waardoor de print in de eerste laag gaat krullen.
Hoe zorg ik ervoor dat mijn eerste laag niet gaat krullen?
Als uw printerbed niet waterpas blijft, zult u waarschijnlijk getuige zijn van het krullen van de eerste laag. Het zou helpen als je je printbed onvermijdelijk waterpas zou maken om hoogwaardige en succesvolle prints te krijgen.
Haal uw printoppervlak op
Een vlak printbed zorgt ervoor dat materialen gelijkmatig over het hele oppervlak kunnen worden geëxtrudeerd. Bovendien maakt een waterpas printbed het mogelijk om zelfs de eerste lagen te printen, wat resulteert in hoogwaardige afgewerkte producten.
3D-printers gebruiken verschillende mechanismen voor het nivelleren van bouwplaten. Sommige gebruiken knoppen die zich onder het printoppervlak bevinden, waardoor de hoogte van één bouwplaathoek kan veranderen.
Bovendien kun je andere knoppen gebruiken om de hele bouwplaat tegelijkertijd aan te passen.
Bovendien hebben sommige 3D-printers bedniveausensoren. De sensoren detecteren of de bouwplaat kromgetrokken is en passen deze automatisch aan.
Bovendien kunt u een handmatige nivellering van het printbed uitvoeren door het mondstuk van de printer naar een hoek van het bed te brengen. Vervolgens pas je de hoogte van het oppervlak aan tot een punt waar een standaardpapier niet door de opening kan.
Wanneer u een hoek met één bed aanpast, gaat u naar de overige hoeken en herhaalt u hetzelfde proces totdat u alle hoeken hebt voltooid.
Z-offset aanpassen
Z-offset is de afstand tussen de beginpositie van de Z-as en de punt van de spuitmond van de printer. Het is opmerkelijk dat Z-Offset u verzekert van een gelijkmatige eerste laag.
In theorie wordt de Z-offset gelijkgesteld aan de opening tussen het printoppervlak en de hot-end. Fouten zoals een defecte microschakelaar, niet-waterpas bed en homing-sondes interfereren met de standaardparameters.
Daarom kunt u een goede Z-Offset bereiken door uw bed eenvoudig op de juiste manier waterpas te stellen. De sleutel tot een uitstekende eerste laag is een geschikte Z-Offset en een correct bedniveau.
Regel de mondstuk- en verwarmde bedtemperaturen
Het verschil in temperatuur tussen het hete filament en het bouwoppervlak is de belangrijkste reden achter het krullen van de eerste laag. Zo kunt u het omkrullen van de afdruk voorkomen door dit temperatuurverschil te verkleinen.
Bovendien vertelt dit je waarom een verwarmd bed nodig is bij het 3D-printen met sommige soorten filament in plaats van een koud bed.
Gewoonlijk blijft het filament heter dan de bedtemperatuur. Dus als je de temperatuur van het verwarmde bed verhoogt en de temperatuur van de nozzle verlaagt, slaag je erin om het krullen van de eerste laag te voorkomen.
Er zijn echter limieten voor de afdruktemperaturen en eventuele significante veranderingen kunnen voor veel nieuwe uitdagingen zorgen.
Zo heeft hot filament meer vloeibaarheid en hechting. Dus het verlagen van de temperatuur heeft invloed op de hechting en kan leiden tot ernstige verstopping van het filament.
U kunt de temperatuur fijn afstemmen door een object in verschillende temperatuurbereiken te testen en de temperatuurwaarde te kiezen waarmee u hoogwaardige producten in 3D kunt printen.
Koelventilatoren uitschakelen
Bij 3D-printen gebruik je koelventilatoren om de oppervlaktekwaliteit te verbeteren om rijgen te voorkomen.
Koude lucht stroomt echter over hete filamentstrengen, waardoor het temperatuurverschil en de thermische druk in het plastic worden versterkt en uiteindelijk de eerste laag gaat krullen.
Als zodanig blijven de ventilatoren een bron van ongewenste luchtstromen rond het printbed. Het is raadzaam om je koelventilatoren uit te schakelen om de beste eerste lagen te krijgen.
Maak uw 3D-printerbed regelmatig schoon
U moet de gewoonte ontwikkelen om het oppervlak van uw 3D-printerbed regelmatig op te ruimen. Onthoud dat elke keer dat u het gebruikt, filamentresten zich ophopen op het oppervlak van het printbed.
Negeer het schoonmaken van stof en vuil niet. Zelfs dunne lagen vuil en stof kunnen een negatieve invloed hebben op de hechting van de filamenten, waardoor de eerste laag gaat krullen.
Om het printbedoppervlak schoon te maken, kunt u verschillende reinigingsmiddelen en alcohol op de markt krijgen. Bijvoorbeeld isopropylalcohol (controleer bij Amazon) is uitstekend geschikt voor het reinigen van printbed.
Maandelijks kunt u het oppervlak van uw printerbed verwijderen en wassen met zeep en warm water. Raak het na het schoonmaken niet aan terwijl u het terugplaatst.
Gebruik lijm
De markt voor 3D-printen heeft een verscheidenheid aan bedlijmen (controleer bij Amazon) , elk met veelbelovende resultaten, waaruit u kunt kiezen.
-
Blauwe Schilder en Kapton
Deze lijmen zijn beginnersvriendelijke opties die u misschien niet wilt missen. Gebruik ze door een gelijkmatige laag op uw printoppervlak aan te brengen.

U kunt ook een dunne laag lijmstift plaatsen (controleer bij Amazon) aan de bovenkant om de hechting te vergroten.
-
Haarspray
Een andere optie is om haarlak te gebruiken (check bij Amazon) direct op het bedoppervlak. Je moet je printbed echter na elke print schoonmaken.
Andere lijmen die op de markt verkrijgbaar zijn, zijn onder meer nanopolymeren en PVA-lijmsticks.
Verbeteren op kelder
De printgeometrie kan de hechting en het temperatuurprofiel van het filament veranderen. Als u bijvoorbeeld een rand toevoegt, krijgt het model een breder bodemgebied. Toch zorgt een breder bodemgebied ervoor dat het model meer grip heeft op het oppervlak.
U kunt er ook voor kiezen om in plaats daarvan een vlot te gebruiken. Evenzo vergroot het vlot uw modelbasis, waardoor een meer oversized grip voor uw 3D-model ontstaat. Bovendien blijft een vlot een aparte entiteit van het geprinte item en kun je de print er snel van afhakken.
Een andere manier om deze uitdaging aan te gaan, is door dunne schijven toe te voegen aan je ontwerpbasis, muisoren genaamd. U mag de muisoren overal in het printbed spreiden, hoewel u ze gewoonlijk in scherpe hoeken moet gebruiken.
Concepten vermijden
Soms kunt u uw best doen om ervoor te zorgen dat uw afdruk niet krult, maar nog steeds krult. Controleer op open ramen en AC-units als u zich in deze positie bevindt. Het blijven belangrijke bronnen van omgevingslucht die temperatuurverschillen veroorzaken die tot krullen leiden.
Gebruik een behuizing
Wanneer je begint met het 3D printen van de eerste laag, komt het gesmolten filament in contact met het hot-end. Vervolgens verspreidt het zich op het verwarmde bed en de eerste laag zal zijn temperatuur rond die van het verwarmde bed houden totdat het proces eindigt.
Het zou helpen als je een behuizing zou gebruiken om het object warm te houden. Door de gegenereerde warmte in de kamer op te slaan, vermijdt u tocht.
Hoe zorg ik ervoor dat mijn afdrukken niet omkrullen?
Krullen bij 3D-printen treedt op als gevolg van materiaalkrimp. Dit fenomeen veroorzaakt de printkop-extrudertemperaturen en bedtemperatuurverschillen. Het zorgt ervoor dat de afdrukranden omkrullen en omhoog komen.
Om te voorkomen dat uw afdrukken gaan krullen, kunt u de volgende technieken gebruiken:
- Breng hechting aan op bouwplaat
- Bouwplaat correct waterpas zetten
- Gebruik een rand
- Gebruik een vlot
- Initiële laaginstellingen aanpassen
- Gebruik de juiste ventilatorinstellingen voor koeling
- Gebruik een zijdeur aan de voorkant
- Afdrukken met een windscherm
Hoe maak je een perfecte eerste laag?
Bij 3D-printen blijft de eerste laag de basis voor je hele 3D-print. Daarom is het alles wat je nodig hebt om de eerste laag goed te krijgen, alles wat je nodig hebt om een perfect object te krijgen.
Zelfs ervaren gebruikers van 3D-printers bevestigen echter dat het verkrijgen van de eerste laag geen gemakkelijke onderneming is.
5 stappen om De . te krijgen Perfecte eerste laag
- Zet je printbed waterpas
- Vertraag de snelheid van de eerste laag
- Controleer temperaturen
- Behandel het bouwoppervlak
- Voeg een vlot, rok of rand toe
Conclusie
De eerste laag blijft de basis van een hoogwaardige 3D-print. Zelfs ervaren drukkers kunnen soms moeite hebben om de eerste laag correct te krijgen.
Het zou helpen als je het goed zou doen met kleine printdetails, zoals de printsnelheden, extrusiebreedte, bedtemperaturen en een perfect vlak printerbed.
U kent nu verschillende redenen die leiden tot het krullen of kromtrekken van de eerste lagen en de stappen die u kunt volgen om ervoor te zorgen dat u deze valkuil vermijdt.
Het artikel biedt u ook tal van manieren die u kunt volgen om ervoor te zorgen dat u algemene krulling of kromtrekken van 3D-afdrukken voorkomt .
3d printen
- Een beginnershandleiding voor siliconen 3D-printen
- Een korte handleiding voor 3D-printen met Binder Jetting
- Een uitgebreide gids voor 3D-printen met materiaalstralen
- TPU 3D-printen:een gids voor 3D-printen van flexibele onderdelen
- 3D-printen in-house vs outsourcing:de definitieve gids
- Ondersteunende structuren voor 3D-printen:een complete gids
- Carl Calabria's gids voor het gebruik van inserts op de Mark One
- De complete gids voor 3D-printen
- 3D-afdruksnelheid versus kwaliteit; Beste instellingen!
- Selectiegids voor 3D-afdrukmaterialen
- Polyjet 3D-printen:technologieoverzicht