


PLA houdt zich niet aan PEI? Eenvoudige oplossingen en handige gids!
De ergste ervaring die je ooit zou kunnen meemaken, is de zeurende bug van PLA die niet aan het PEI-blad blijft plakken.
Maar u weet niet dat de bug een fout is die u eenvoudig kunt oplossen en de beste resultaten krijgt met uw afgedrukte object.
Dit artikel leidt je door een uitgebreide techniek voor het oplossen van problemen die je kunt toepassen om de bug bij het printen van PLA te verhelpen.
Door de juiste printtemperatuur in te stellen, wordt het filament zachter en hecht het beter aan het printbed.
Het is ook van cruciaal belang dat u een robuuste modelfundering heeft met behulp van een vlot en ervoor zorgt dat u geen beschadigde of verstopte spuitmond heeft.
PLA houdt zich niet aan PEI? Hoe zorg je ervoor dat PEI blijft plakken?
Het antwoord wordt pas duidelijk als je begrijpt waarom PLA problemen heeft om aan het printbed te blijven plakken.
Het uitgangspunt is om een effectieve eerste laag in uw 3D-prints te hebben. Dat komt omdat in dat stadium elke fout de uitkomst van uw modelafdrukken enorm kan verstoren.
Zorg er dus voor dat de bedhechting van je 3D-printer ideaal in orde is en je lost het probleem van het niet plakken van PLA op.
De eerste laag zal niet op zijn plaats zijn om een van de volgende redenen:
- Het printbed is niet waterpas
- De temperatuur van het printbed is abnormaal laag
- Uw 3D-printtemperatuur is te laag
- De Z-Offset-waarde is verkeerd ingesteld.
- Je hebt een kromgetrokken printbed.
- Uw printsproeier is beschadigd of verstopt
- Er wordt weinig of geen gebruik gemaakt van printbedlijmen
- Uw afdruksnelheid van de eerste laag is te hoog ingesteld
- De stroomsnelheid van de eerste laag is te laag ingesteld
- Je filament is meer nat dan normaal
12 eenvoudige oplossingen als uw PLA niet aan het PEI-blad blijft plakken
Uw 3D-printen wordt spannender als u vertrouwd raakt met de volgende benaderingen. Deze benaderingen zijn cruciaal omdat je ze vaak zult moeten gebruiken voor PLA-afdrukken van hoge kwaliteit.
1. Overweeg om uw printbed waterpas te zetten
De eerste stop wanneer uw PLA problemen heeft met het vastkleven van het printbed, is om het bedniveau te controleren. Een perfect vlak printbed zorgt voor een redelijke afstand tussen het mondstuk en het bedoppervlak voor de extrusie van het filament.
Door een optimale afstand kan het mondstuk druk uitoefenen op de bouwplaat. Gewoonlijk is 0,1 mm ongeveer de optimale afstand. Dat is ongeveer de dikte van een A4-papier.
Wat gebeurt er als het printbed niet waterpas staat?
Een niet genivelleerd printbed zorgt ervoor dat uw geëxtrudeerde filament ongelijk aan de PEI-vellen hecht. Dat leidt tot een slechte hechting op het bed, omdat het filament niet hecht aan sommige printbedoppervlakken.
Hoe u uw printbed handmatig waterpas zet
- Verlaag of verhoog het printbed met behulp van de nivelleringsknoppen.
- Auto-home de printer zodat de spuitmond standaard wordt ingesteld.
- Zorg ervoor dat het bed vlak is en niet te ver van het mondstuk wanneer u uw printer automatisch inschakelt.
- Laat uw bed opwarmen op de standaard printtemperatuur van rond de vijftig graden Celsius.
- Pas aan vanaf de linkerhoek totdat de spuitmond zich op de gewenste afstand van het printbed bevindt.
- Plaats een stuk papier onder het mondstuk en laat het bed zakken totdat er genoeg ruimte is om het papier te laten wiebelen.
- Kalibratie van de eerste laag is het meest cruciaal. Mogelijk moet u meerdere kalibraties van de eerste laag uitvoeren om een perfect niveau van uw printbed te bereiken.
- Nadat u de afstand vanuit alle hoeken gelijk heeft ingesteld, kunt u uw printer testen.
Automatische bednivellering
- Gebruik de bed-nivelleringssensor van uw 3D-printer ingesteld op het standaard werkscenario.
- Toegang tot de service via het printermenu.
- Navigeer naar het kenmerk voor het waterpas stellen van het bed op het bedieningsscherm
- Druk op de bed-nivelleringsknop en de printer past zich automatisch aan op basis van de standaard nivelleringsmetingen.
2. Zorg ervoor dat u de afdruksnelheid van uw eerste laag optimaliseert
Stel de afdruksnelheid van de eerste laag niet te hoog in. Een lagere aanbevolen afdruksnelheid van 20 mm/s is het meest geschikt om ervoor te zorgen dat de eerste lagen goed op het printbed blijven plakken.
De initiële laagsnelheid is onafhankelijk van andere instellingen in uw 3D-printer. Het blijft tijdens het hele printproces hetzelfde, dus als je het in eerste instantie goed doet, worden de meeste problemen met de hechting van het bed opgelost.
3. Optimaliseer de stroomsnelheid van uw eerste laag
De stroomsnelheid van uw eerste lagen is van cruciaal belang, omdat u deze gebruikt om te bepalen hoeveel filament moet worden geëxtrudeerd. Verhoogde stroomsnelheid vergemakkelijkt de extrusie van meer materiaal. Je moet het op 100% instellen om de PLA met meer kracht te duwen.
De verhoogde stroomsnelheid zal meer filamenten in de bouwplaat duwen. Je hebt meer materiaal nodig om de hechting te verbeteren.
Houd er rekening mee dat u een verhoogd debiet gebruikt wanneer het printbed niet waterpas staat. U moet het debiet dienovereenkomstig verlagen als het printbed te dichtbij is en het verhogen als het te ver is.
De instelling van de stroomsnelheid is alleen effectief als u uw printbed niet goed waterpas heeft gezet.
4. Pas de temperatuur van uw printbed aan
Door de temperatuur van je bed te verhogen, zal je PLA beter aan het bed hechten. PLA vereist een aanbevolen bedtemperatuur tussen de veertig en zestig graden Celsius.
Een lage bedtemperatuur veroorzaakt hetzelfde probleem als een lage afdruktemperatuur.
5. Pas uw afdruktemperatuur aan
Je filament blijft beter aan het printbed plakken als het zachter is. Je verzacht het door de printtemperatuur te verhogen. De temperatuur van de eerste laag is ook cruciaal, omdat deze het hele afdrukproces beïnvloedt.
Bijgevolg zal een lage druktemperatuur een goede hechting verminderen. Kalibreer de temperatuur, verhoog deze met vijf tot tien graden Celsius en kalibreer deze totdat de hechting van het bed verbetert.
Zorg ervoor dat uw koelventilator correct werkt.
6. Pas de Z-Offset-waarde aan
Uw 3D-printer past de hoogte van de spuitmond aan, een proces dat bekend staat als Z-offset. Z-offset is vooral handig bij het zoeken naar een nauwkeurige bednivellering. Een goed waterpas printbed heeft meestal de printmond op een perfecte locatie.
Als u het mondstuk wilt verhogen, verhoogt u de Z-offset-waarde en als u het gaat verlagen, verlaagt u het tot een negatieve waarde.
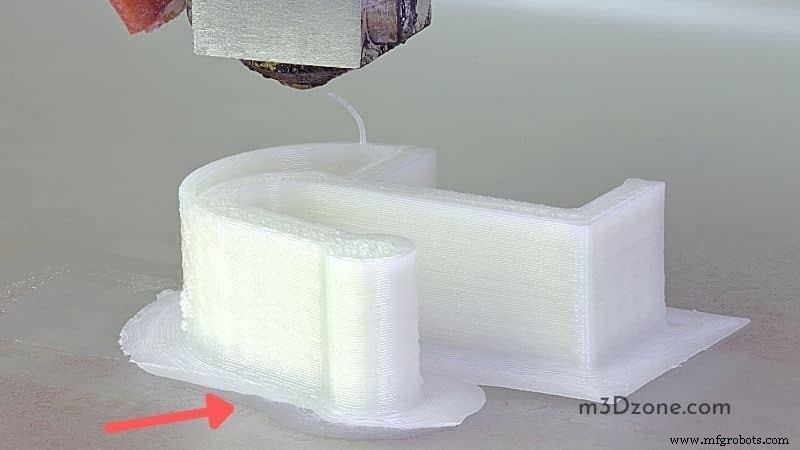
7. Maak gebruik van een vlot of rand
Het gebruik van vlot of rand helpt de hechting van het PLA-bed aan de bouwplaat te vergroten. Het vlot / de rand helpt bij het opbouwen van sterkere contactondersteuning.
Het is extra printondersteuning die onder het model wordt toegevoegd om de hechting van het PLA-bed te stabiliseren.
8. Zorg ervoor dat uw bed niet kromgetrokken is
Als uw 3D-printbed kromgetrokken is, zal uw PLA moeite hebben om aan het verwarmde bed te blijven plakken. Misschien wilt u een liniaal gebruiken om de vlakheid van uw bouwplaat te testen.
De bouwplaat kan na verwarming soms buigen, waardoor de filamentverdeling ongelijkmatig is. Als u ontdekt dat het bouwoppervlak kromgetrokken is, is vervanging de beste oplossing.
9. Ontstoppen of een nieuw mondstuk installeren
Een beschadigd of verstopt mondstuk is een veelvoorkomend probleem dat problemen veroorzaakt met PLA-hechting. Als het mondstuk beschadigd is, zal het de soepele stroom van het filament voorkomen, waardoor het aan het PEI-bed blijft plakken.
Als uw mondstuk verstopt is, kunt u een reinigingsfilament gebruiken of de cold pull-methode gebruiken om het schoon te maken.
10. Zorg ervoor dat uw printbed schoon is
Een vuil printbed veroorzaakt PLA 3D-adhesiefouten en verlaagt de kwaliteit van je prints. De bron van vuil kan zijn wanneer u het printbed vaak aanraakt met vette handen.
Zorg er altijd voor dat uw bed schoon is voordat u aan de volgende afdruk begint door de onderstaande procedure te volgen:
- Gebruik een schone, zachte doek of keukenpapier gedrenkt in ten minste 70% aceton of isopropylalcohol.
- Giet zeepsop op de zachte doek en veeg het afdrukoppervlak voorzichtig schoon. Het wordt aanbevolen om heet water en afwasmiddel te gebruiken om vet effectief te verwijderen.
- Laat het bed vrij drogen totdat alle vloeistof is verdampt. U kunt betere resultaten krijgen door na het drogen alcohol op het oppervlak te wrijven.
- Het heeft de voorkeur om het bed schoon te maken nadat het licht is opgewarmd tot ongeveer veertig graden Celsius. Een licht opgewarmd bed schoongemaakt met heet water geeft betere resultaten.
11. Overweeg het gebruik van printbedlijmen
Printbedlijmen helpen sommige printbedonderdelen te beschermen en het printproces te stabiliseren. Het proces wordt zeer stabiel door een snelle verlijming van de eerste lagen te vergemakkelijken.
Goede bedlijmen zijn onder andere blauwe schilderstape , lijmstok , of haarlak . Gebruik geen overtollige lijm die uw printproces in gevaar kan brengen.
12. Gebruik schuurpapier om PEI-vel ruwer te maken
Als al uw bevestigingstechnieken falen, kunt u overwegen het PEI-oppervlak op te ruwen met schuurpapier. Maar u moet voorzichtig zijn met het aanbrengen van de juiste ruwheid, anders beschadigt u het PEI-oppervlak. Een getextureerde plaat geeft betere PLA-hechtingsresultaten.
Zorg ervoor dat u het hele oppervlak gelijkmatig opruwt om slechte PLA-hechting te voorkomen, wat de resultaten van uw afdrukken in gevaar brengt. Zorg er ook voor dat u het oppervlak grondig schoonmaakt om eventuele resten te verwijderen.
Smelt aceton PEI-plaat?
Aceton smelt de PEI-plaat niet, maar overmatig gebruik kan schade veroorzaken. Dat komt omdat uw vaardigheid in het gebruik van aceton zal bepalen hoe dit het PEI-blad zal beïnvloeden.
Aceton wordt aanbevolen bij het reinigen van PEI-platen, maar u moet het voorzichtig gebruiken omdat het ze kan beschadigen. Het alternatief is om isopropylalcohol te gebruiken.
Overmatig gebruik van aceton kan het oppervlak van de PEI-plaat broos maken en barsten , en dat zal je dwingen om het te vervangen.
U moet ook het gebruik van aceton vermijden als u met PETG gaat afdrukken, omdat dit de kwaliteit van uw afdrukken negatief kan beïnvloeden.
Conclusie
Het oplossen van PLA-hechtingsproblemen is een eenvoudig proces als u over de juiste materialen beschikt.
Van alle bugs die ertoe leiden dat PLA niet aan PEI kleeft, is de belangrijkste een ongelijk printbed. Voordat u een andere techniek voor probleemoplossing probeert, moet u er eerst voor zorgen dat het printbed waterpas staat.
Als je steeds dezelfde resultaten krijgt, kun je overwegen om verschillende materialen te gebruiken, zoals een glas of aluminium bed voor je printoppervlak.
3d printen
- Zal PLA oplossen in water en zal het uiteenvallen?
- filamenten en vochtopname; Volledige gids!
- 3D-printen met een heatbed:optimale temperatuur voor PLA en ABS
- Kun je keycaps in 3D printen? Ontwerpen, bestanden en handige gids!
- Handleiding voor 3D-printer stappenmotor
- 3D-printerfilament wordt niet gevoed. Oorzaken en eenvoudige oplossingen!
- PID-afstemming van 3D-printers. Handige kalibratiegids!
- Hiaten in 3D-printen. Eenvoudige gids om ze op te lossen!
- Eenvoudige handleiding om te beginnen met niet-vlakke 3D-printen
- PETG-overbrugging. Problemen, instellingen en eenvoudige oplossingen!
- Hoe het kromtrekken van PLA voorkomen. Handige tips en veelgestelde vragen.