Kromtrekken in 3D-printen - Hoe dit te verhelpen!
Wanneer we beginnen met printen in 3D, vooral wanneer we een volledig geassembleerde printer kopen, kunnen de eerste onderdelen zonder problemen afdrukken, waardoor we het gevoel hebben onze machine onder de knie te hebben. Over het algemeen beginnen we onze ervaring met kleine objecten die geen grote overlast veroorzaken. Vroeg of laat zullen we echter de horizon willen verbreden en daar beginnen de problemen. Een van de meest voorkomende fouten is kromtrekken, wat blijkt door het geprinte object in een of meerdere hoeken op te tillen, waardoor het in sommige gevallen volledig losraakt van het hete bed en de hele taak wordt geruïneerd.
De oorzaken zijn divers en zijn in veel gevallen afhankelijk van de kalibratie van onze printer, het materiaal waarvan het filament is gemaakt en de geometrie van het te printen object. De fijnafstelling van alle variabelen stelt ons in staat om dit obstakel te overwinnen en stukken van hoge kwaliteit te bereiken.
Dus hoe voorkomen we kromtrekken?
Ten eerste, de oorzaken ervan identificeren. Vervolgens de beste oplossing toepassen voor elk specifiek geval. Als hoofdregel is de juiste kalibratie van het verwarmde bed essentieel, dus we zullen daar wijzen voordat we verder gaan.
Waarom treedt kromtrekken op?

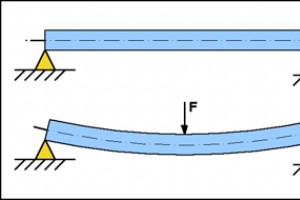
Vervorming treedt op als gevolg van de maatvariaties die in alle materialen voorkomen als functie van de temperatuur . Bij verhitting vergroot het filament zijn volume, dat wil zeggen dat het uitzet en meer ruimte inneemt. Als het afkoelt, keert dit proces om en krimpt het plastic. Bij lange objecten, waar er meer filament in één richting is dan in de loodlijn, is de samentrekking niet gelijkmatig. De onbalans in het krimpproces zorgt ervoor dat een deel van het stuk meer "trekt" dan de rest, waardoor de hoeken naar boven buigen als er geen goede hechting aan het verwarmde bed is.
Op dit punt is het noodzakelijk om te verduidelijken dat het waterpas zetten van het bed beslissend is om kromtrekken te voorkomen . Als het niet gekalibreerd is, zullen er sectoren van het object zijn met weinig of geen hechting, en precies daar zal het onderdeel beginnen op te tillen.
Bovendien moet worden gecontroleerd of het bed niet is vervormd, omdat het bij bepaalde gelegenheden kromtrekt, waardoor het onmogelijk is om het correct waterpas te stellen.
Aan de andere kant heeft het materiaal dat we gebruiken om te printen ook invloed op het kromtrekken. Sommige filamenten zetten veel meer uit en krimpen in dan andere, en zijn vatbaar voor het genereren van deze ongewenste vervorming. PLA is een van de materialen die minder kromtrekken genereert, dus het is handig om dit probleem volledig te elimineren met dit filament, want als we geen PLA gebruiken, is het volkomen onmogelijk om ABS of meer veeleisende filamenten te gebruiken.
Een ander element om rekening mee te houden is de geometrie van het te printen onderdeel. Scherpe hoeken zijn erg vatbaar voor kromtrekken, omdat ze grote trekkrachten concentreren op een heel klein punt. Er zijn manieren om de invloed van kromtrekken op deze "scherpe" hoeken te verminderen door opties in de lamineersoftware of door 3D-bewerkingsprogramma's te gebruiken. Het doel is om het contactoppervlak met het warme bed te vergroten, om zo de punctuele krachten beter te verdelen.
Ten slotte hebben ook externe factoren invloed tijdens het printen:een stroom koude lucht kan leiden tot kromtrekken, ook al hebben we de beste printparameters vastgesteld en onze machine tot in detail gekalibreerd. Het beschermen van de printer tegen deze factoren is essentieel om problemen te voorkomen.
Gids over het voorkomen van kromtrekken bij 3D-printen
Door deze reeks stappen te volgen, is het vermijden van kromtrekken heel goed mogelijk. Sommigen van hen vertrouwen op mechanische problemen, zoals bedkalibratie en reiniging, en anderen vertrouwen op oplossingen uit het lamineerprogramma. Het is belangrijk om ze allemaal te controleren om er zeker van te zijn dat ze goed worden nageleefd.
1. Gebruik een 3D-printerbehuizing
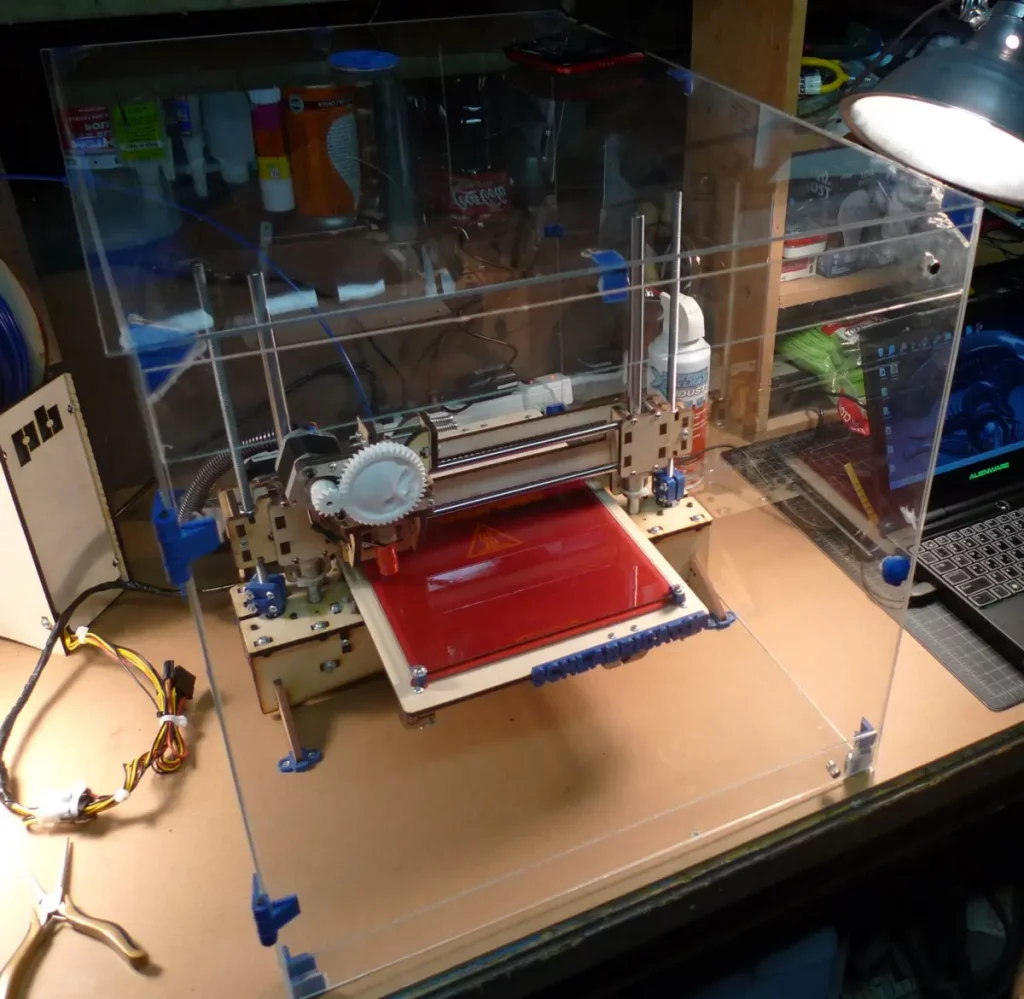
Hoewel sommige printers al met een hoes worden geleverd, is de overgrote meerderheid van het open type. De functie van deze behuizingen is om de temperatuurstroom rond het onderdeel tijdens het printproces zo stabiel mogelijk te houden. Een plotselinge thermische schok veroorzaakt plotselinge samentrekkingen van de gloeidraad, die de vormverandering niet compenseert en kromtrekken of plaatselijke delaminatie veroorzaakt.
De hoes hoeft niet per se van een professioneel type te zijn, soms slechts een paar grote stukken karton die rond de printer zijn gerangschikt om binnenkomende tocht tegen te houden. Er zijn handleidingen over hoe je thuis een deck kunt maken met veelvoorkomende goedkope items, of ze kunnen voor een beetje meer geld in elkaar worden gekocht.
Het spreekt voor zich dat het gebruik van ventilatoren of airconditioners wordt afgeraden in omgevingen waar 3D-printers worden gebruikt, omdat ze grote stromen van extreem koude lucht leiden die moeilijk tegen te gaan.
2. Zet het bed goed waterpas

Het egaliseren van het bed is de belangrijkste stap, dus het moet grondig en methodisch worden gedaan wanneer er een verschil in dikte zichtbaar is in de eerste afgedrukte laag. In de volgende afbeelding kunt u zien hoe een slecht waterpas bed eruitziet:
Aan de linkerkant is de printernozzle weg van het bed, waardoor de filamentdraad los naar buiten komt, zonder te plakken. Het is te verwachten dat het onderdeel in dat gebied zal falen, aangezien er niets is om het object op zijn plaats te houden.
In het gebied aan de rechterkant is het bed te hoog, waardoor het mondstuk tegen de basis afvlakt. Het filament kan niet of zeer geforceerd uit de hotend nozzle komen. Wanneer de tweede laag wordt gestart, sluipt de fout in en de inconsistentie van de basis zal een gebrek aan hechting veroorzaken.
In de middelste zone is de laag egaal en homogeen. Het filament wordt goed afgevlakt tegen het bed, waardoor het object een stevige basis krijgt en de hechting wordt bevorderd.
Hoe vaak moet het bed waterpas worden gezet?
Er is geen verplichte frequentie waarin we deze kalibratie moeten uitvoeren, maar het is handig om het regelmatig te doen om te voorkomen dat u de onaangename verrassing van kromtrekken in het midden van een afdruk van enkele uren tegenkomt.
Een aanbeveling is om de bedkalibratie na 10 afdrukken te controleren, of minstens één keer per week door een kalibratietest als volgt uit te voeren:

die een dunne laag materiaal print in verschillende delen van het bouwplatform. Zo kan worden gecontroleerd welke kant of hoek van het bed hoger is dan de rest.
Niveau met papier of diktemeters
Een van de snelste (en meest effectieve) manieren om uw bed waterpas te stellen, is door een vel papier te gebruiken. De dikte van een plaat die we op kantoor gebruiken is ideaal om een correcte filamentstroom mogelijk te maken.
De techniek bestaat erin de hotend naar de 0-positie van de Z-as te brengen, de motoren uit te schakelen en het midden en de 4 hoeken van het bed te doorkruisen terwijl de stelschroeven op elk punt worden afgesteld. Daarbij moeten we ervoor zorgen dat het vel papier met enige wrijving tussen de nozzle en het bed schuift. In het begin kan het moeilijk zijn om op alle punten dezelfde wrijvingsgraad te bereiken, maar door het proces 2 of 3 keer te herhalen, wordt het bed bijna perfect gekalibreerd.
Een zeer belangrijk detail om in gedachten te houden:om deze procedure uit te voeren is het noodzakelijk dat zowel het bed als de hotend op de temperatuur zijn die tijdens het printen zal worden gebruikt , omdat zoals we zagen, materialen van grootte veranderen als ze heet zijn.
Het gebruik van een voelermaat kan helpen als je er een in huis hebt, maar het gebruik van een vel papier is voldoende om een goede kalibratie te krijgen.
Overweeg een automatische nivelleringssensor
Automatische nivelleringssystemen gebruiken verschillende soorten sensoren om te detecteren hoe ver de hotend van het bed is. Bij het starten van een afdruktaak kunnen we een regel aan de G-code toevoegen om automatisch waterpas te stellen voordat we beginnen met afdrukken. Dit proces meet de afstand tot het bed op verschillende punten, waardoor een "kaart" ontstaat die vervolgens wordt gebruikt om niveauverschillen te compenseren en voor een goede eerste laag te zorgen.
Soms is het gebruik van deze systemen de enige manier om correct te printen, aangezien sommige printbases de neiging hebben om te vervormen en de nivelleringstaak onmogelijk maken.
3. Reinig het bed na elk gebruik
Opeengehoopte resten van vuil, filament of stoffen die worden gebruikt om de hechting van de eerste laag te verbeteren, kunnen zich ophopen in delen van het bed en voorkomen dat objecten stevig blijven plakken. Om dit te voorkomen, is het belangrijk om het bed altijd schoon te houden , het gebruik van alcohol of stoffen die het werkoppervlak niet beschadigen.
4. Verhoog de bedtemperatuur
In deze studie werd geëxperimenteerd met de temperaturen van het warme bed, om vast te stellen welke de optimale is om de beste hechting te bereiken. De conclusie vermeldt dat de beste temperatuur de temperatuur is die iets hoger is dan de overgangstemperatuur van het gebruikte filament . In het geval van PLA is de overgangstemperatuur bijvoorbeeld 60 C. Volgens dit voorstel moeten we in onze software een temperatuur instellen tussen 60 en 65 ºC.
Ideale temperatuur voor de meest voorkomende filamenten:
- PLA :60°C
- PETG :80°C
- ABS :105°C
- TPU :Vanwege de samenstelling is het aan te raden om de printbasis niet te verwarmen, aangezien dit filament zelf voldoende hechting genereert.
5. Gebruik lijm of haarlak
Er zijn verschillende "huismiddeltjes" die vaak worden aanbevolen, zoals het gebruik van een lijmstift, haarlak of zelfs suikerwater. Het doel is om een stof te creëren die de hechting op de printbasis verbetert.
Wat is beter?
Op het gebied van hechting geeft de fixeerspray meestal zeer goede resultaten op glas- of spiegelbases. Het probleem met hen is dat hun aerosolpresentatie het fixeermiddel verspreidt in ongewenste gebieden, zoals ventilatoren of elektronica, waar het moeilijk schoon te maken is.
Een veel schoner en praktischer alternatief is een lijmstift. Brengt op tijd aan en is gemakkelijk schoon te maken. Het nadeel is de prijs en de noodzaak om het bed vaker schoon te maken.
6. Cooldown uitschakelen voor vroege lagen
De laagkoeler of laagventilator , het kan een te plotselinge thermische schok veroorzaken in de eerste lagen, waardoor de verbinding met de basis zwak wordt en uiteindelijk loslaat in het midden van de afdruk.
De meeste lamineerprogramma's hebben de mogelijkheid om de koeler voor een paar lagen uit te schakelen of zelfs geleidelijk te laten verlopen naarmate u hoger print.
7. Gebruik een rand of vlot
Beide opties zijn zeer effectief, omdat ze het oppervlak in contact met het verwarmde bed vergroten. Hoe meer lijnen de rok heeft, hoe beter het effect zal zijn, zolang er geen ruimte tussen de rok en het object is.
Het vlot van zijn kant wordt vooral aanbevolen voor het afdrukken van kleine objecten met een te klein oppervlak in hun eerste laag.
8. Gebruik papieren afplaktape
Schilderspapiertape, vooral de blauwe, heeft een ruwheid die bijzonder geschikt is om onderdelen tijdens het printen vast te houden. Bovendien wordt het niet beïnvloed door temperatuur en is het herbruikbaar voor meerdere prints. Als nadeel kan het bij het verwijderen van de stukjes losraken of breken, waardoor het nodig is om het te verwijderen en een nieuwe tape te plaatsen, een wat omslachtig proces.
Wat is de beste oplossing?
Zodra het bed correct waterpas staat, maakt de combinatie van 3 elementen kromtrekken verleden tijd:
- Gebruik van een verwarmd bed met een temperatuur die iets boven de overgangstemperatuur van het gebruikte materiaal ligt.
- Aanbrengen van lijmspray of lijmstift.
- Plaats van een omslag om de temperatuur stabiel te houden tijdens het hele printen.
Als persoonlijke aanbeveling, hoewel veel printers meestal worden geleverd met een flexibele magnetische basis die op het verwarmde bed wordt geplaatst, is glas een van de beste materialen om als basis te gebruiken . Zijn enorme vlakheid is gegarandeerd en door zijn hardheid vervormt hij niet bij gebruik. Bovendien is het gemakkelijk schoon te maken en goedkoop te vervangen. Het gaat bijzonder goed samen met de haarfixerende spray.
Als je overweegt om een van deze speciale bases te vervangen die verslechterd zijn, raad ik je aan het glas in ieder geval een tijdje te proberen.
Extra probleem:scheiding van lagen
Een ander probleem dat zich kan voordoen bij het gebruik van materialen met een hoge expansie-contractie-amplitude is laagscheiding. Dit gebeurt wanneer de hechting aan de ondergrond goed is, maar de thermische stabiliteitsomstandigheden niet voldoende zijn. Het filament trekt ongelijk samen en sommige lagen "trekken" sterker dan andere, waardoor ze uiteindelijk van elkaar gaan scheiden.
Hoe de laagscheiding op te lossen:
- Gebruik een omslag :Door de temperatuur rond het object constant te houden, is de thermische gradiënt kleiner en koelen de lagen gelijkmatig af, terwijl ze tegelijkertijd en op dezelfde manier samentrekken.
- Lijnhoogte verkleinen :Als de lagen te hoog zijn, wordt het nieuw geëxtrudeerde filament niet goed afgevlakt tegen de laatste laag. Door de hoogte van de laag te verminderen, kan de hechting tussen de lagen worden verbeterd.
- Verwarm de printer voor :De behuizing in de hoes moet op een stabiele temperatuur zijn voordat met het werk wordt begonnen, dus het wordt aanbevolen om de temperatuur van het bed te verhogen tot wat zal worden gebruikt tijdens het afdrukken en ten minste 10 minuten te wachten.
- Open de printerdeur pas als het onderdeel helemaal is afgekoeld: Snelle afkoeling kan laagscheiding veroorzaken, zelfs nadat het afdrukken is voltooid.
Conclusie
Kromtrekken is een veel voorkomend printprobleem bij beginners en ervaren gebruikers, vooral bij het gebruik van filamenten die tijdens het afkoelen sterk krimpen. Het bestaat uit het buigen en optillen van de stukken in een hoek, en meestal verpesten ze de hele klus. Dit kan worden vermeden door een methode te volgen die begint met de juiste nivellering van het bed en eindigt met het verzekeren van een stevige hechting van het object en de basis tijdens het printen. Het gebruik van een hoes en het aanbrengen van een soort lijm minimaliseert het risico op kromtrekken.
3d printen
-

Expertinterview:John Barnes, oprichter van The Barnes Group Advisors, over de toekomst van additieve productie
-

Applicatie Spotlight:3D-geprinte brillen
- 5 belangrijke 3D-printtrends die u in 2019 kunt verwachten
- Divide By Zero presenteert zelfgemaakte 3D-geprinte kaarten met Google Maps
- Wat is 3D-printen?
- 4 brandende vragen voor additieve productie in 2019
- De groei van $4,5 miljard aan 3D-printsoftware – en wat dit betekent voor uw bedrijf
- Met gemak de naald inrijgen:minimale vezelafmetingen