


Ender 3 (Pro &V2) Retractie-instellingen; Geen rijgen meer!
Als we aan 3D-printen denken, is het eerste dat in ons opkomt een machine die plastic smelt terwijl een extruder langs 3 orthogonale assen beweegt en een solide object vormt. Het lijkt heel eenvoudig, maar als we dieper in deze technologie beginnen te graven, komen we er al snel achter dat er talloze parameters zijn die bepalen hoe dit gebeurt.
Afhankelijk van het type model kunnen de retractie-instellingen uw afdrukken maken of breken. Als u een Ender 3-printer (of een Bowden-type machine) bezit, zullen de volgende retractie-instellingen zeker nuttig zijn:
Omdat het een Bowden-type printer is, heeft de Ender 3 een langere terugtrekafstand nodig en het wordt aanbevolen om "Combing Mode" in te schakelen en in te stellen op "Binnen de vulling". Stel bovendien de terugtrekafstand in op 6 mm, de terugtreksnelheid op 20 mm/sec, het maximale aantal terugtrekkingen op 5 en het minimale extrusieafstandsvenster op 10 mm.
Als je niet alle vallen en opstaan wilt doorlopen om de ideale instellingen te vinden voor het maken van hoogwaardige prints op je Ender 3, bekijk dan zeker onze eigen speciaal op maat gemaakte Cura-profielen voor de Ender 3-printerserie (u kunt ze allemaal krijgen voor slechts $ 7).
Wat is retractie en waarom is het belangrijk bij 3D-printen?
Zoals je misschien al weet, ontvangt de hotend het filament van de extruder, die het materiaal door een tandwiel duwt. Deze stuwkracht genereert een toename van de druk in het mondstuk. Als de temperatuur voldoende is en de stappen van de extrudermotor correct zijn gekalibreerd, begint het plastic te stromen in de exacte hoeveelheid die nodig is om het gewenste model te maken.
Het probleem met dit mechanisme is dat er nog steeds een resterende druk in het vat is nadat de extrudermotor is gestopt, waardoor het filament door de enige vrije uitlaat moet blijven stromen (d.w.z. het mondstuk). Wanneer printen vereist dat de hotend van het ene punt naar het andere gaat zonder materiaal af te zetten, is het noodzakelijk om die resterende druk te ontlasten, om te voorkomen dat het plastic tijdens deze beweging "ontsnapt".
De manier om dit te bereiken is door de rotatie van de extruder-stappenmotor om te keren, zodat enkele millimeters filament uit de hotend komen en die druk compenseren. Deze omkering van rotatie wordt "terugtrekken" genoemd en is een fundamentele parameter om geprinte objecten met een goede oppervlakteafwerking te verkrijgen.
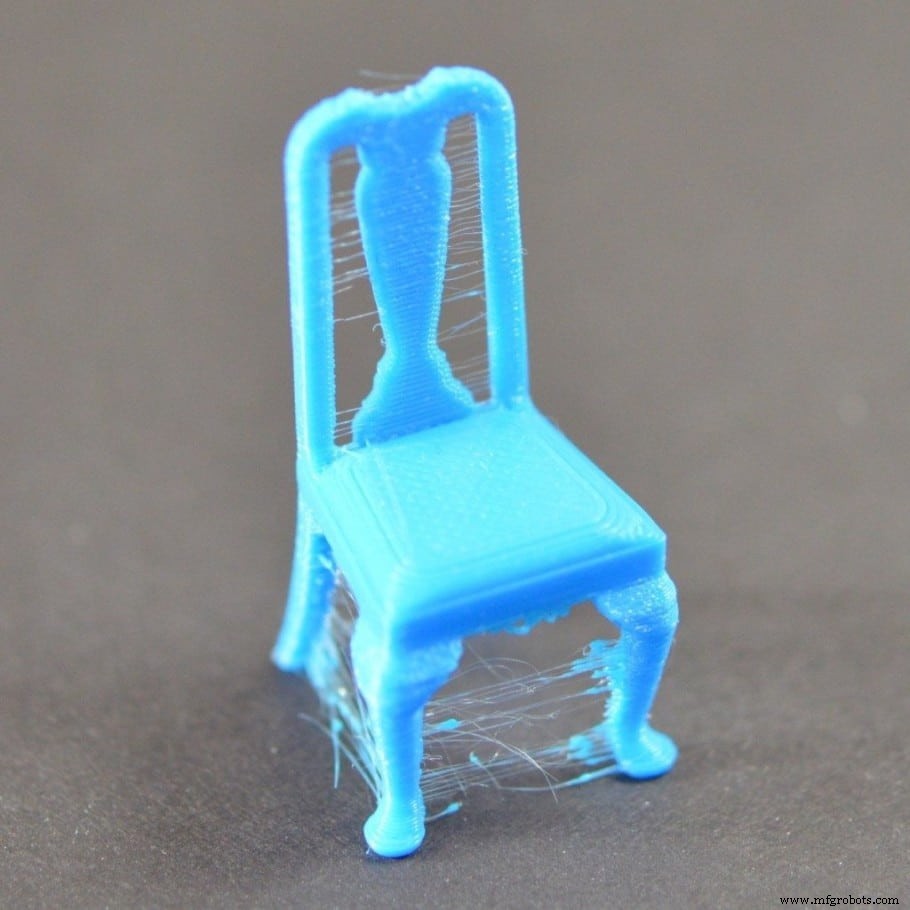
Het overgeëxtrudeerde materiaal uit het mondstuk wordt dunner naarmate de hotend beweegt, waardoor een "draad" of "koord" tussen twee wanden van het onderdeel achterblijft. Dit staat bekend als "stringing" en kan worden vermeden (of op zijn minst geminimaliseerd) door enkele afdrukparameters. Je hebt misschien nog nooit van deze term gehoord, maar ik ben er bijna zeker van dat je hem eerder hebt gezien. Bekijk de volgende afbeelding van een stoel met veel rijgen.
Parameters gerelateerd aan intrekking
Eerst moeten we ervoor zorgen dat het vak "intrekking inschakelen" is geactiveerd om toegang te krijgen tot de intrekkingsparameters. Vanaf nu zullen we ons concentreren op Cura-instellingen. U vindt vergelijkbare parameters op veel slicers.
Ik moet verduidelijken dat ik de naamgevingsconventie van Cura zal gebruiken, maar dezelfde principes zijn zeker van toepassing op alle slicers.
Intrekafstand
Intrekafstand vertelt de printer hoeveel millimeter filament moet worden ingetrokken wanneer dat nodig is. Slechts een zeer kleine afstand terugtrekken zal waarschijnlijk het rijgen niet oplossen, terwijl het overdrijven van deze waarde ertoe leidt dat er geen plastic beschikbaar is in de spuitmond tijdens de eerste momenten van de volgende extrusie.
Om dit te voorkomen, is er de zogenaamde "priming" -instelling, die het filament terugbrengt naar dezelfde positie waarin het zich bevond voordat het werd teruggetrokken. Dat wil zeggen, als 5 mm filament zou worden teruggetrokken, nadat het tussen twee punten is verplaatst zonder te extruderen, wordt 5 mm filament terug in het mondstuk geduwd.
Vaak vereist het betreffende model te veel opeenvolgende intrekkingen gedurende een zeer korte tijd. Als de intrekafstand te hoog is, zullen de tandwieltanden die tegen het filament duwen, het gaan slijpen. Als het filament te dun wordt, zullen de tandwielen het niet duwen, maar er tegenaan schuiven. Als gevolg hiervan wordt er geen filament meer geëxtrudeerd en wordt de print uiteraard volledig verpest.
Om dit te voorkomen, gaan we de minimaal mogelijke terugtrekafstand vaststellen waarmee we het rijgen kunnen verminderen. Het bereik van 3-6 mm werkt meestal voor de meeste 3D-printers van het Bowden-type. U kunt beginnen met een intrekafstand van 3 mm en verhoog deze met 1 mm als u dit nodig acht.
Hoewel Ender3-printers al enkele jaren op de markt zijn en bekend staan om hun betrouwbaarheid, kiezen veel gebruikers ervoor om hun instellingen aan te passen om betere afdrukresultaten te bereiken. Een van de meest voorkomende aanpassingen is om het om te zetten in een direct extrusiesysteem. Hoewel we niet aanbevelen om een getest ontwerp aan te passen (tenzij u zeer zeker bent van uw technische vaardigheden), kunt u het proberen en uw eigen conclusies trekken.
Een van de voordelen van een direct drive-systeem is een nauwkeurigere controle van intrekkingen. Voor dat soort printers begint u met een afstand van 0,5 mm en vergroot u deze in stappen van dezelfde waarde totdat u een optimaal resultaat krijgt.
Maximum aantal intrekkingen
Met deze parameter kunnen we het maximale aantal intrekkingen definiëren dat langs hetzelfde filamentsegment kan worden gemaakt. Op deze manier kan het bovengenoemde filamentslijpen worden vermeden. Begin met het instellen van deze waarde in het bereik van 5 tot 10. De standaardwaarde voor Cura is 100, maar het is veel te hoog.
Minimum extrusieafstandvenster
Hier kunt u de lengte van het filamentsegment definiëren waartoe de intrekkingen gespecificeerd in "Maximum aantal terugtrekkingen " zal toegepast worden. Aangezien de terugtrekking tussen 3 en 6 mm zal zijn, is een geschikte waarde 10 mm. Op deze manier weet je zeker dat het filament niet wordt beschadigd door overmatige intrekkingen.
Intreksnelheid
Dit specificeert hoe snel de extruder achteruit zal draaien. Het moet snel genoeg zijn om te voorkomen dat het filament door het mondstuk lekt, maar niet overdreven, omdat een te hoge snelheid ook vermogen vereist dat de extrudermotor niet kan leveren, waardoor het stappen verliest. Een goede waarde om mee te beginnen is 20 mm/s. Je kunt deze waarde achteraf altijd nog verhogen door middel van een stringing test (links hieronder).
Retraction Prime-snelheid
Met deze waarde kunt u de snelheid instellen waarmee het materiaal wordt teruggevoerd in de nozzle. Met deze parameter kunt u de manier bepalen waarop de hotend klaar is om door te gaan met extruderen alsof er niets is gebeurd.
De terugtreksnelheid is om een goede reden verdeeld in twee verschillende parameters. Bij het verwijderen van het filament is de druk aan het begin van het terugtrekken hoger dan aan het einde, wat de spanning op het extrudertandwiel verlicht. Aan de andere kant neemt tijdens het primen de druk (en dus de kracht in de versnelling) steeds meer toe.
Om deze reden kan priming het filament meer beschadigen dan terugtrekken. We raden u aan een snelheid te gebruiken die 5 mm/s lager is in deze parameter dan de snelheid die u instelt in "Intreksnelheid ".
Extra Prime Bedrag
Met deze parameter kunt u compenseren voor de hoeveelheid materiaal die verloren is gegaan door sijpelen. Als u de terugtrekafstand en -snelheid correct instelt, hoeft u niets te compenseren, dus we raden u aan deze parameter op 0 te laten en in plaats daarvan de kalibratietests uit te voeren. (links hieronder)
Aanbevolen retractie-instellingen voor een Ender 3 (Pro/v2) printer
Omdat Ender 3-printers absoluut een van de meest populaire printers zijn (zo niet de meest), ga ik in op de specifieke instellingen die ik aanbeveel en ook op mijn eigen machine gebruik. Hoewel alle printers enigszins uniek zijn, zijn deze instellingen een uitstekend startpunt.
- Kammodus:AAN en ingesteld op "Binnen Infill “
- Intrekafstand:6 mm
- Intreksnelheid:20 mm/s
- Maximum aantal intrekkingen:5
- Minimum venster voor extrusieafstand:10 mm
Deze instellingen zullen nuttig blijken te zijn voor alle Bowden-printers. U kunt deze waarden uiteraard aanpassen en verbeteren voor uw specifieke behoeften. Druktests die speciaal zijn ontworpen om het rijgen te verminderen, zullen de fijnafstemming helpen versnellen. Ik noem ze allemaal aan het einde van dit artikel.
Het zal u misschien ook verbazen dat het afdrukken van miniaturen een specifieke intrekconfiguratie vereist om de beste resultaten te behalen. Uiteraard zal ik ze nu ook opsommen!
Aanbevolen retractie-instellingen voor het afdrukken van miniaturen met een Ender 3 (Prov/v2) printer
- Kammodus:AAN en ingesteld op "Binnen Infill “
- Intrekafstand:6 mm
- Intreksnelheid:45 mm/s
- Maximum aantal intrekkingen:10
- Minimum venster voor extrusieafstand:10 mm
Het is interessant om te weten dat de Z-hop, een parameter die de Z-as een korte afstand verhoogt voordat deze beweegt zonder te extruderen en deze weer verlaagt wanneer deze het volgende afdrukpunt bereikt, de stringing aanzienlijk verhoogt (ongeacht de kalibratie die u eerder hebt uitgevoerd) . Ik raad je ten zeerste aan om het uit te schakelen, vooral als je een optimale parameterinstelling hebt bereikt.
Persoonlijk is deze video van Makers Muse was van onschatbare waarde toen ik dit probleem voor het eerst tegenkwam.
Waarom wordt "Kammodus inschakelen" aanbevolen?
Het probleem met rijgen is dat het ertoe leidt dat het buitenoppervlak van uw object onaangenaam is om naar te kijken. Als het rijgen alleen in het object zou plaatsvinden, zouden we er niet ontevreden over kunnen zijn. Daarom heeft terugtrekken alleen zin wanneer de spuitmond van het ene punt naar het andere gaat door een gebied zonder printlagen eronder. Door de kammodus in te schakelen, kunt u de slicer opdracht geven om de hotend alleen binnen de afgedrukte gebieden te verplaatsen (wanneer dit mogelijk is).
Er zijn 4 verschillende opties beschikbaar om uit te kiezen, maar mijn favoriet is "binnen infill ”. Hoewel het de afdruktijd verlengt, vermindert het het aantal intrekkingen tot het zeer onvermijdelijke minimum.
Retractie- en stringing-kalibratietests
Temperatuurtoren
Hoewel we het nog niet hebben genoemd, is een afdrukparameter die de stringing ernstig beïnvloedt, de hotend-temperatuur. Hoe heter het is, hoe gemakkelijker het filament zal vloeien, waardoor het sijpelen van het mondstuk aanzienlijk zal toenemen. Daarom is het eerste dat u hoeft te doen de temperatuur van uw printer te kalibreren, totdat u de beste resultaten behaalt. Om dit te doen, raad ik u aan de volgende test af te drukken, die bestaat uit een temperatuurtoren die met 5 ºC stijgt in een duidelijk gedefinieerd laaginterval.
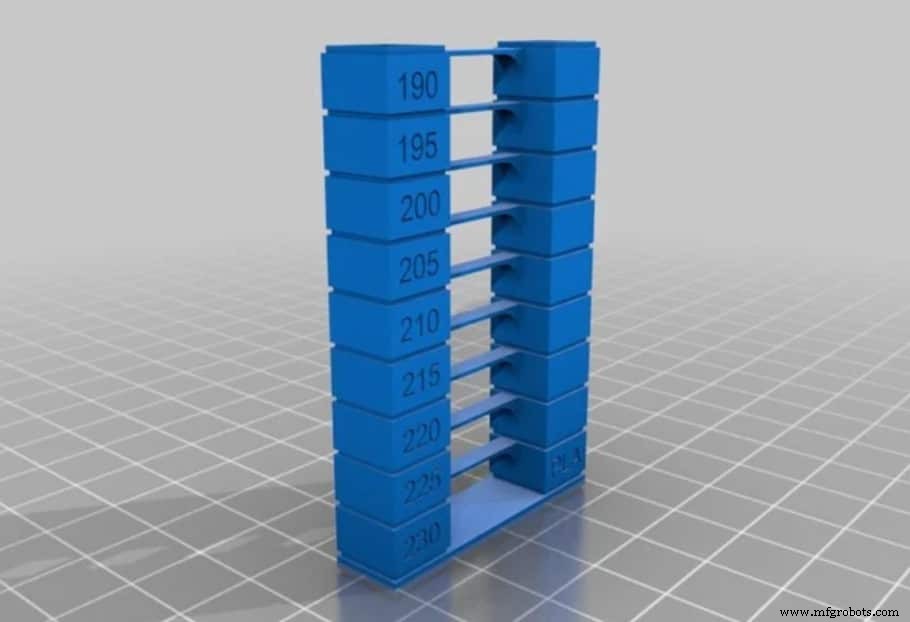
Als u klikt op "Thing-bestanden ” ziet u een G-code bestand dat al compatibel is met de Ender3. Gebruik uw slicer-programma niet om een G-code te genereren zoals u gewoonlijk doet, aangezien het de temperatuur tijdens het afdrukken niet zal variëren. Het gebruik van verschillende processen in Cura is een optie, maar het bijgevoegde bestand werkt perfect.
Basis stringing-test
Zodra de temperatuur is gekalibreerd, schakelt u intrekkingen in uw snijmachine uit en drukt u het volgende bestand af. Bekijk de foto en raad wat hij probeert te beoordelen.
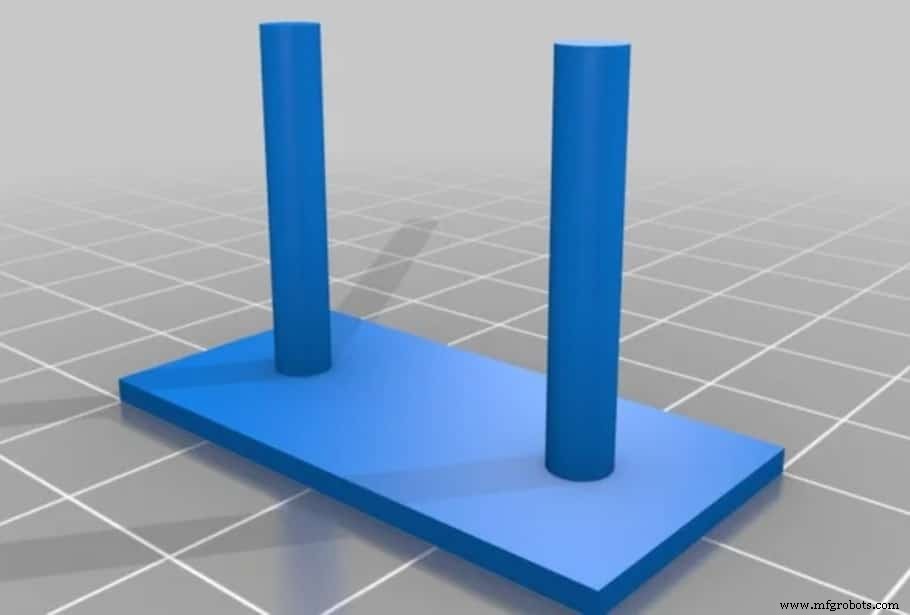
Het resultaat is een stuk haren tussen beide cilinders. Schakel terugtrekkingen opnieuw in en vergelijk het resultaat met het nieuw afgedrukte onderdeel. Verhoog of verlaag vervolgens de intreksnelheid en Intrekafstand waarden totdat beide cilinders correct zijn afgedrukt en er geen haren tussen zitten.
Retractie-kalibratietool
Als je nog niet verbaasd bent over hoe geweldig de 3D-printergemeenschap is, bekijk dan deze gratis online tool die iemand heeft gemaakt. Hiermee kunnen we een G-code maken voor testdoeleinden die compatibel is met onze specifieke printer. De instructies zijn zeer gedetailleerd en nuttig, maar lees ze zeker.
Veelgestelde vragen (FAQ)
Is retractie hetzelfde voor Bowden- en Direct-extrusiesystemen?
Hoewel het inschakelen van terugtrekking nuttig is, ongeacht het type printer, hebben Bowden-machines meestal een grotere terugtrekafstand nodig in vergelijking met printers met directe driver.
De reden is de volgende:3D-printers die het Bowden-systeem gebruiken (zoals de Ender3) plaatsen de extruder weg van de hotend en het filament wordt door een PTFE-buis geleid. Omdat de buis een binnendiameter heeft van 2 mm en het filament een diameter van 1,75 mm, vereist de losheid ertussen dat dit verschil moet worden gecompenseerd door de terugtrekafstand te vergroten.
Directe extrusiesystemen hebben dit probleem niet, en krimp van het filament is meestal niet zo'n groot probleem.
In wezen hebben Bowden-systemen een veel langere terugtrekafstand nodig.
Is retractie hetzelfde voor alle filamenttypes?
Gelukkig is PLA een zeer stabiel polymeer, dus het is mogelijk om onze printer zo af te stellen dat er bijna geen rijgen ontstaat. Hetzelfde gebeurt met ABS, hoewel het andere problemen met zich meebrengt, zoals kromtrekken en barsten. Andere materialen, zoals PETG, hebben een veel hogere temperatuur nodig om te smelten, wat de vorming van snaren bevordert als het afkoelt.
Flexibele materialen, zoals TPU, comprimeren tijdens extrusie en rekken tijdens het terugtrekken, dus het is niet erg handig om het terugtrekken te activeren om het af te drukken. In dit geval is rijgen onvermijdelijk.
Naast de instellingen voor het terugtrekken, kan vochtigheid in het filament ook de kans op stringing vergroten , daarom raad ik aan om onze spoelen altijd in een luchtdichte verpakking te bewaren, met voldoende zakken met silicagel.
Als je niet alle vallen en opstaan wilt doorlopen om de ideale instellingen te vinden voor het maken van hoogwaardige prints op je Ender 3, bekijk dan zeker onze eigen speciaal op maat gemaakte Cura-profielen voor de Ender 3-printerserie (u kunt ze allemaal krijgen voor slechts $ 7).
Conclusie
U heeft nu een beter begrip van alle beschikbare retractie-instellingen en hoe ze anders moeten worden geconfigureerd, afhankelijk van ons printertype (Bowden of Direct Drive). Bowden-type printers, zoals de Ender 3 (Pro en v2), hebben langere terugtrekafstanden nodig. Samenvattend moet u "Kammodus" inschakelen ” en stel het in op “Binnen Infill “. De terugtrekafstand moet 6 mm zijn, de terugtreksnelheid 20 mm/s, de maximale terugtrektelling 5 en het minimale extrusieafstandvenster 10 mm.
Bekijk onze sectie met aanbevolen producten

We hebben een sectie met aanbevolen producten gemaakt waarmee u het giswerk kunt verwijderen en de tijd kunt verminderen die u besteedt aan het onderzoeken van welke printer, filament of upgrades u moet krijgen, omdat we weten dat dit een zeer ontmoedigende taak kan zijn en over het algemeen tot veel verwarring leidt .
We hebben slechts een handvol 3D-printers geselecteerd die we goed vinden voor zowel beginners als gevorderden, en zelfs experts, waardoor de beslissing gemakkelijker wordt, en de filamenten, evenals de vermelde upgrades, zijn allemaal door ons getest en zorgvuldig geselecteerd , zodat u weet dat welke u ook kiest, zal werken zoals bedoeld.
3d printen
- Ender 3 (Pro &V2) Silent Fan Upgrade Guide met afbeeldingen
- Loud Ender 3, Pro of V2? Hier leest u hoe u het kunt stillen!
- Het mondstuk op een Ender 3 (Pro &V2) vervangen!
- Ender 3:Het mondstuk reinigen (ontstoppen)!
- Hars versus filamentkosten in 3D-printen!
- Overgangstemperaturen van 3D-filamentglas
- Ender 3 Z-offset; Hoe het aan te passen!
- Ender 3 Pro Review:is het de moeite waard om in 2022 te komen?
- Ender 3 (Pro/V2) Riemspanning; Hoe strak moeten ze zijn?
- Ender 3 (Pro &V2)-upgrades; Afdrukbaar en te koop!
- Intrekken:hoe het werkt bij 3D-printen