


Overgangstemperaturen van 3D-filamentglas
In dit artikel zal ik ingaan op wat glasovergang is, de temperaturen waarbij de meest voorkomende filamenttypes die glasovergangstoestand bereiken, evenals hun smelttemperaturen, die zeker niet hetzelfde zijn, hoe een hogere glasovergangstemperatuur te bereiken op 3D-geprinte modellen die zijn geprint met een filament met een lage glasovergangstemperatuur (zoals PLA), en nog veel meer!
Dus, zonder verder oponthoud, laten we er meteen op ingaan!
Wat is de glasovergangstemperatuur?
In de chemie is de glasovergangstemperatuur (Tg) de temperatuur waarbij een materiaal een overgang ondergaat van een starre, kristallijne toestand naar een glasachtige amorfe toestand. Met andere woorden, de glasovergangstemperatuur is de temperatuur waarbij een vaste stof zijn fysieke eigenschappen verandert van die van een harde, kristallijne vaste stof naar die van een amorfe vaste stof (rubberachtige toestand).
Glasovergangstemperatuur is de temperatuur waarbij moleculaire beweging in wezen wordt bevroren. Het is een direct gevolg van de kracht van intermoleculaire aantrekkingskrachten zoals die van Van der Waal.
De krachten van Van der Waal zijn te wijten aan de accumulatie van elektronen in moleculen. Als er te veel warmte-energie is, worden de aantrekkingskrachten tussen moleculen vernietigd en treedt de glasovergangstemperatuur op.
Voor degenen die geen "Chemie" spreken:de glasovergangstemperatuur van een materiaal is de temperatuur waarbij het verandert van een harde, enigszins brosse vaste stof in een materiaal dat zachter en enigszins rubberachtig/kleverig is. Ik bedoel niet 'kleverig' in de zin van kauwgom of siroop, alleen dat je erin kunt knijpen zonder iets te barsten of te breken.
Glasovergangs- en smelttemperaturen van 3D-filamenten
| Filament | Temperatuur mondstuk | Glasovergangstemperatuur Tg (C) | Smelttemperatuur Tm (C) | Verwarmd bed Temp | Warping-risico | Gebruiksgemak | Kosten |
| PLA | 180°C – 230°C | 60-65°C | 155 °C | 60°C maar niet vereist) | Laag | Eenvoudig | $10 – $25 |
| ABS | 230°C – 250°C | 105 °C | Amorf | Ongeveer. 100°C | Gemiddeld | Gemiddeld | $15 – $25 |
| PETG | 230°C – 250°C | 80-82°C | 210°C | Ongeveer. 100°C | Laag | Makkelijk | $15 – $20 |
| Nylon | 230°C – 260°C | 70-80°C | 217°C | 80°C – 100°C | Matig | Gemiddeld | $50 – $65 |
| ASA | 220°C – 250°C | 100°C | 250-260°C | Ongeveer. 100°C | Laag | Gemiddeld | $30 – $50 |
| Polycarbonaat | 270°C – 310°C | 147°C | 260 °C | 90°C – 110°C | Hoog | Moeilijk | $30 – $60 |
| HEUPEN | 230°C – 250°C | 88-92 °C | 180 – 270°C | Ongeveer. 100°C | Laag | Gemiddeld | $20 – $60 |
| TPE | 210°C – 230°C | 60-130°C | 150–210°C | Niet vereist | Laag | Makkelijk | $80 – $100 |
Verschil tussen glasovergangs- en smelttemperatuur van een filament?

Vreemd genoeg zijn glasovergangstemperatuur (Tg) en smelttemperatuur (Tm) nauw verwante fysische eigenschappen, maar ze zijn helemaal niet hetzelfde, hoewel beide betrekking hebben op een verandering in toestand, de twee termen vertegenwoordigen nogal verschillende dingen.
Glasovergang, een fenomeen dat verband houdt met viscositeit, is niet noodzakelijk het kruispunt tussen vast en vloeibaar; het is het kruispunt tussen een stijve vaste stof en een rubberachtige vaste stof. Wetenschappelijk gezien verschillen ze als volgt:de smelttemperatuur is de temperatuur waarbij een vaste stof in een vloeistof begint te smelten, terwijl de glasovergangstemperatuur het punt vertegenwoordigt waarop een vaste stof rubberachtig maar niet vloeibaar wordt.
Om dit te begrijpen, stellen we ons voor dat je een pizza maakt; Als de kaasplakken uit de vriezer worden gehaald, zijn ze hard, maar na een paar minuten bij kamertemperatuur worden ze zacht en rubberachtig. Dit kan worden beschouwd als de glasovergangstemperatuur (Tg) van de kaas.
Wanneer je de kaas over de pizza smeert en in de oven bakt, smelt hij, en dit wordt beschouwd als de smelttemperatuur (Tm) van de kaas, d.w.z. de temperatuur waarbij hij smelt van een rubberachtige vaste stof tot een kleverige, stroperige vloeistof.
Wat betekent een hogere glasovergangstemperatuur?
Een hogere glasovergangstemperatuur (Tg) betekent dat een materiaal meer tijd nodig heeft om van een vast materiaal in een zacht materiaal te veranderen als je het opwarmt. Als je bijvoorbeeld iets verwarmt met een Tg van 200 C, wordt het zacht bij 200 C.
Een materiaal met een Tg van 390 C wordt zacht bij 390 C. Met zacht bedoel ik dat het zijn treksterkte, stijfheid en stijfheid verliest. Het object kan zelfs onder zijn eigen gewicht vervormen als het wordt blootgesteld aan een temperatuur die hoger is dan de glasovergangstemperatuur Tg.
Wat gebeurt er met filament als het boven de glasovergangstemperatuur is?
Een filament dat boven zijn glasovergangstemperatuur (Tg) ligt, bevindt zich in een thermodynamisch onstabiele glasachtige toestand en zal alle eigenschappen van een vloeistof vertonen.
U kunt verwijzen naar de tabel die ik eerder noemde over de glasovergangstemperatuur van uw specifieke filamenttype, maar ik raad u altijd aan om de specificaties van het filament dat u hebt gekocht te controleren, aangezien de fabrikant uitgebreidere instructies heeft over hoe u print ermee.
Waarom is dit relevant bij het instellen van de temperatuur van het verwarmde bed?
Er zijn twee hoofdproblemen die kunnen optreden die verband houden met de temperatuur van het geëxtrudeerde filament, of beter gezegd, de temperatuur van het bed en hoe snel/langzaam het mag afkoelen. Deze problemen zijn; Kromtrekken en olifantenpoot.
Kromming
Warping' is de neiging van een gedrukt onderdeel om tijdens het drukproces naar boven te krommen. De belangrijkste reden voor kromtrekken is dat de onderste lagen op een koude plaat of een bouwplatform worden gedrukt en als ze afkoelen, krimpen ze meer dan de bovenste lagen.
Daarom buigen de bovenste lagen naar buiten terwijl ze afkoelen, waardoor een ongelijkmatige spanning op het onderdeel ontstaat, wat leidt tot kromtrekken.
Om het kromtrekken van een 3D-print te verminderen, hebben fabrikanten verwarmde bedden op sommige van hun 3D-printers geïntroduceerd die kunnen worden gebruikt om deze snelle afkoeling van de onderste lagen te voorkomen.
Dus nu worden de onderste lagen geprint op een verwarmd bed (dat al is verwarmd tot een specifieke temperatuur, afhankelijk van het filament dat je gebruikt) en zullen ze niet meer samentrekken dan de bovenste lagen als de print geleidelijk afkoelt. Daarom zal kromtrekken aanzienlijk worden verminderd als het niet volledig wordt vermeden.
Dit is hoe het kennen van de glasovergangstemperatuur van het filament een belangrijke rol speelt; Voordat we het filament gebruiken om een object in 3D te printen, in plaats van het bed tot een willekeurige temperatuur te verwarmen, als we de temperatuur zeer dicht bij de glasovergangstemperatuur van het filament instellen, wordt kromtrekken volledig geëlimineerd en zal het geprinte deel ook hechten beter naar bed.
Nog een extra tip:stel het bed waterpas op de temperatuur waarop u gaat printen, dit geeft de beste resultaten.
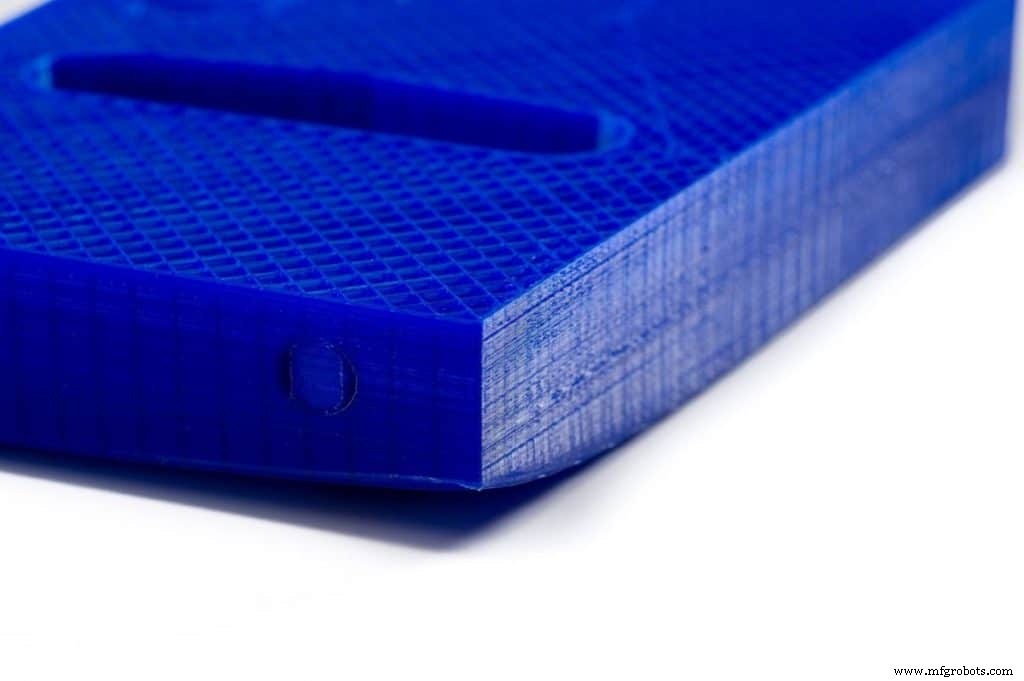
Olifantenpoot
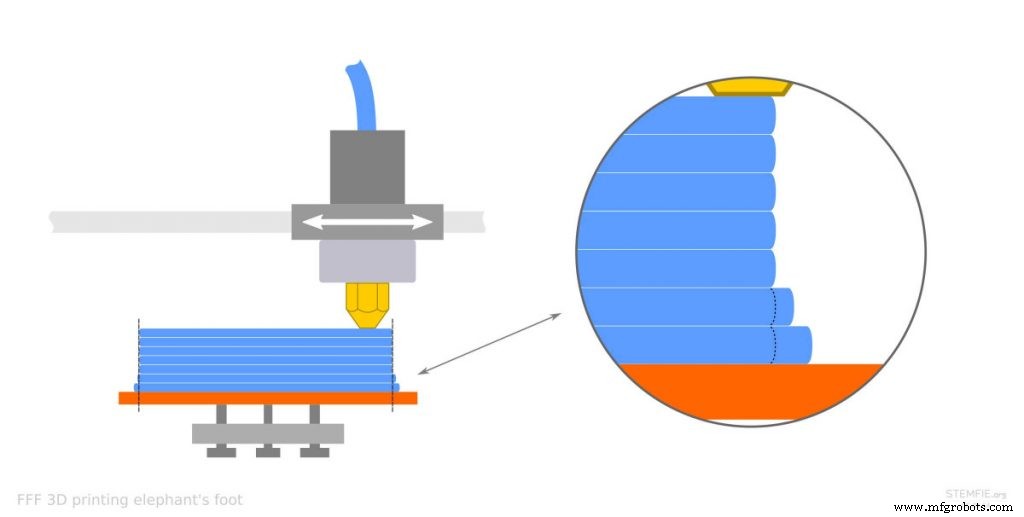
Olifantenpoot komt meestal voor als gevolg van een ongekoelde eerste laag. Als de temperatuur van het printbed te hoog is, of als er onvoldoende koeling is, kan de eerste laag niet snel genoeg afkoelen, waardoor olifantenpoot ontstaat.
Dit probleem doet zich meestal voor bij grotere afdrukken, omdat het wordt veroorzaakt door het gewicht van het object dat op de eerste laag drukt. Als het niet goed wordt gekoeld, resulteert dit gewicht in de uitpuilende eerste laag.
Omdat de temperatuur van het bed hoger is dan de glasovergangstemperatuur van het filament, zorgt dit ervoor dat de bodem niet goed koelt en naar buiten uitpuilt.
Als u dus de glasovergangstemperatuur van het filament kent en vervolgens de temperatuur van het bed iets lager zet, kunt u de gevreesde olifantenpoot elimineren.
Wanneer is een hogere glasovergangstemperatuur belangrijk?
De glasovergangstemperatuur kan geschatte schattingen geven van de temperatuur waarbij een 3D-geprint onderdeel direct zal overgaan van een solide 'geprint' bruikbaar object naar een zacht 'rubberachtig' nutteloos object dat zelfs kan vervormen onder zijn eigen gewicht.
Dit is de reden waarom als u de glastemperatuur van een specifiek filament kent, u een beter geïnformeerde beslissing kunt nemen over het gebruik van het 3D-geprinte onderdeel, aangezien sommige kunststoffen, zoals PLA, vrij snel zullen vervormen als ze in de zon of in de auto.
Filamenten voor gebruik buitenshuis
Als u een object 3D-print voor gebruik buitenshuis, is het wellicht geschikter om een filamentachtig ABS te gebruiken omdat de glasovergangstemperatuur (105C) veel hoger is dan de buitentemperatuur, zelfs op een hete zomerdag, en zoals ik net al zei , PLA kan vervormen als het buiten in de hitte wordt achtergelaten.
Er zijn tal van andere filamenten die buitenshuis kunnen worden gebruikt, zoals PETG, ASA en andere. Ik heb echter een heel artikel over dit onderwerp geschreven, dus zorg ervoor dat je het ook leest.
Gebruik waarvoor materiaal nodig is om hoge temperaturen te weerstaan
Als u objecten afdrukt die aan hoge temperaturen worden blootgesteld, is het essentieel dat u een filamenttype gebruikt met een hogere glasovergangstemperatuur, anders zal het waarschijnlijk vervormen.
Laten we zeggen dat je PETG T (82C) hebt gebruikt om een onderdeel te 3D-printen dat een hoge temperatuur van 85C-95C zal ervaren, het zal zeker mislukken en je moeite verspillen.
PLA heeft een zeer lage glasovergangstemperatuur, daarom zou ik het niet aanbevelen om het te gebruiken voor iets waardoor het plastic in de buurt van dat warmteniveau komt.
Aan de andere kant zijn er veel filamenten die geschikt zijn om te worden gebruikt bij hoge temperaturen, zoals ABS, Polycarbonaat, ASA, enz. (zie nogmaals de tabel aan het begin van de post).
Smelt PLA in een auto?
PLA of polymelkzuur is een thermoplast die is afgeleid van hernieuwbare bronnen zoals maïs en suikerriet. PLA is een allround 3D-printmateriaal met een zeer goede printkwaliteit met een goede laaghechting en matige sterkte. Sterker nog, het is een van mijn topaanbevelingen voor tandwielen, de tweede alleen voor nylon.
Je kunt zelfs PLA-filamenten op basis van soja en maïs vinden die biologisch afbreekbaar zijn!
PLA is echter zeer ongeschikt om te worden gebruikt voor het 3D-printen van auto-onderdelen, omdat de Tg (60-65C) is en op een warme zonnige dag zullen auto-onderdelen die met PLA zijn geprint, vervormen.
Als je erover nadenkt om PLA te gebruiken om wat vervangende onderdelen in de motorruimte te printen, vergeet het dan maar!
Dit is de reden waarom auto-onderdelen meestal zijn gemaakt van ABS, omdat het niet alleen een hardere kunststof is, maar de Tg ook aanzienlijk hoger is, namelijk 105C.
Is het mogelijk om de glasovergangstemperatuur van een PLA-onderdeel te verbeteren?
Ja, u kunt de glasovergangstemperatuur van uw PLA-afdrukken verbeteren door toevoegingen te gebruiken, maar u moet zich bewust zijn van mogelijke compromissen in sterkte en infuseerbaarheid.
PLA-derivaten zoals TPLA of HTPLA bieden de voordelen van standaard PLA, maar kunnen na het afdrukken met warmte worden behandeld. Dit helpt ze hun vorm en stijfheid te behouden bij aanzienlijk hogere temperaturen in vergelijking met standaard PLA.
Een hogere glasovergangstemperatuur maakt het onderdeel stijver en taaier, en de beste methode om de glasovergangstemperatuur van de 3D-objecten die zijn geprint van een standaard PLA-filament te verhogen, is door ze te gloeien (verwarmen tot hun glasovergangstemperatuur en onder het smeltpunt). punt).
Wat zijn de voordelen van gloeien?
De thermische behandeling van de 3D-print wordt “annealing” genoemd.
De gebruikelijke methoden voor het uitgloeien van 3D-geprinte objecten zijn het gebruik van een atmosferische oven, een oven en indirecte verwarmingsbronnen.
Dit zal de interne kristallijne structuur reorganiseren en grotere korrels veroorzaken, wat zal resulteren in veel sterkere objecten die minder vatbaar zijn voor laagscheiding, en tests hebben aangetoond dat het uitgloeien van een 3D-geprint onderdeel een toename van 40% in sterkte en algehele weerstand kan opleveren .
De enige nadelen hiervan zijn dat als het verkeerd wordt gedaan, het model kromtrekt en krimpt in de X- en Y-richtingen terwijl het uitzet in de Z-richting.
Een ander belangrijk ding om te overwegen voordat u uw objecten gloeit, is dat de objecten moeten worden afgedrukt met 100% opvulling. Ik weet dat het niet ideaal klinkt, maar het uitgloeien van een afdruk met 20% of 30% vulling zal ervoor zorgen dat deze op onvoorspelbare manieren krimpt, wat bijna altijd slechte resultaten oplevert.
Tijdens dit proces heeft het de infill nodig om het te ondersteunen, anders zal het vervormen als er willekeurige of onregelmatige lege ruimtes in het object zijn.
De meest geschikte, goedkopere en snellere infill-stijl voor het gloeiproces is de line-infill.
Resistenter
3D-printen is een kosteneffectieve techniek voor het vervaardigen van complexe onderdelen en constructies met ingewikkelde details. Sommige 3D-geprinte objecten hebben echter niet dezelfde structurele integriteit als objecten die met spuitgieten zijn gemaakt, vooral onder veeleisende omstandigheden zoals hoge sterkte.
Gloeien is een manier om de fysieke eigenschappen van 3D-geprinte onderdelen te verbeteren, waardoor ze duurzamer worden omdat de lagen veel sterker samensmelten.
Het verhoogt de glasovergangstemperatuur
Het gloeiproces verhoogt ook de temperatuurbestendigheid van 3D-geprinte objecten. De wetenschap hierachter is vrij eenvoudig, de standaard 3D-geprinte objecten hebben een amorfe moleculaire structuur die willekeurig is, ze hebben geen smeltpunt, in plaats daarvan worden ze bij verhitting geleidelijk zachter totdat ze volledig in een vloeistof smelten. Tijdens het gloeiproces, wanneer we de 3D-objecten verwarmen, herschikken hun moleculen zichzelf in een gedeeltelijk georganiseerde semi-kristallijne structuur.
Dit resulteert in sterkere intermoleculaire bindingen en dus hogere glasovergangstemperaturen.
Ik heb een experiment uitgevoerd om erachter te komen wat er gebeurt met de glasovergangstemperatuur van een object dat is geprint van een PLA-filament (Tg 60C) nadat het is uitgegloeid bij 90C. Mijn resultaten toonden aan dat de glasovergangstemperatuur was gestegen tot 110C.
Dit is een toename van bijna 100% en elimineert daarmee een van de grootste uitdagingen van het 3D-printen van objecten met standaard PLA.
Eenvoudige nabewerking
FDM 3D-printen produceert een ruw oppervlak aan de buitenkant van het geprinte object. Het model is niet glad en dit betekent dat het later moeilijker te verwerken is, bijvoorbeeld bij schilderen of lakken.
Het gloeiproces kan worden gebruikt om de oppervlakken van afdrukken glad te maken, ontbrekende gaten op te vullen en een model met een professionele uitstraling te produceren.
Daarom minimaliseert gloeien de tijd die nodig is om de laatste hand te leggen aan uw nieuwe print en het maakt het ook sterker!
Bekijk onze sectie met aanbevolen producten

We hebben een sectie met aanbevolen producten gemaakt waarmee u het giswerk kunt verwijderen en de tijd kunt verminderen die u besteedt aan het onderzoeken van welke printer, filament of upgrades u moet krijgen, omdat we weten dat dit een zeer ontmoedigende taak kan zijn en over het algemeen tot veel verwarring leidt .
We hebben slechts een handvol 3D-printers geselecteerd die we goed vinden voor zowel beginners als gevorderden, en zelfs experts, waardoor de beslissing gemakkelijker wordt, en de filamenten, evenals de vermelde upgrades, zijn allemaal door ons getest en zorgvuldig geselecteerd , zodat u weet dat welke u ook kiest, zal werken zoals bedoeld.
3d printen
- Gebrandschilderd glas
- Thermometer
- Meet temperaturen met een 1-draads DS18B20-sensor en Raspberry Pi
- Prestatiekenmerken van glasvezelgaren
- Wat is glasvezeldoektape voor hoge temperaturen?
- Overgang 3D-printer
- Polyurethaan temperatuurbereik:
- Hars versus filamentkosten in 3D-printen!
- 3D-printsnelheid en temperatuur:beste instellingen
- AugGe12
- Rhenium