


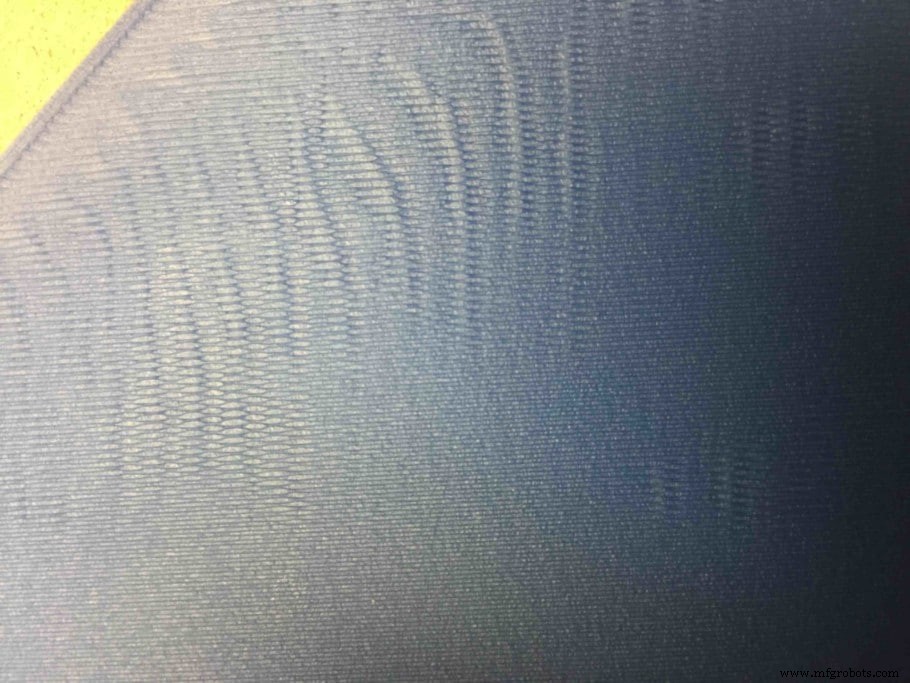
Wat veroorzaakt rimpelingen op de eerste laag? Laten we het oplossen!
Als je al een tijdje aan het 3D-printen bent, ben je zeker gewend om met onvolkomenheden in je modellen om te gaan. Naarmate de tijd verstrijkt, heb je ook een 6e zintuig ontwikkeld dat je vertelt wat de waarschijnlijke oorzaken van het probleem zijn en hoe je het kunt oplossen. Als je nog steeds bezig bent met het ontwikkelen van je superkrachten voor het oplossen van problemen, is dit artikel op maat gemaakt voor jou!
In dit artikel bespreek ik de meest voorkomende problemen en mogelijke oplossingen voor het omgaan met rimpels in de eerste laag van een afdruk. U bent van harte welkom om mee te lezen en in te gaan op verdere details, maar hier zijn de belangrijkste hoofdpunten:
Ribbelingen op de eerste laag van een afdruk worden meestal veroorzaakt door een onjuiste hoogte of stroming van de eerste laag, de spuitmond te dicht bij het afdrukbed, een ongelijkmatige (en dus onjuiste) bed-nivellering, een te hoge afdruksnelheid of de laagventilator aan laten tijdens de eerste lagen.
Het probleem wordt meestal opgelost door het bed goed waterpas te zetten, de bewegingssnelheid tijdens de eerste lagen te verminderen, de lijnbreedte correct in te stellen en de initiële laaghoogte te wijzigen. Bovendien kunt u een geautomatiseerde bed-nivelleringssensor installeren of een maas-nivelleringsroutine uitvoeren.
Veelvoorkomende oorzaken van rimpelingen op de eerste laag
Ik zal elk van de meest voorkomende oorzaken doornemen. Hoogstwaarschijnlijk veroorzaakt ten minste één van deze items rimpels op de eerste laag van uw printer. Gelukkig voor jou zijn de meeste oorzaken vrij eenvoudig en duidelijk te implementeren
Printerbedproblemen
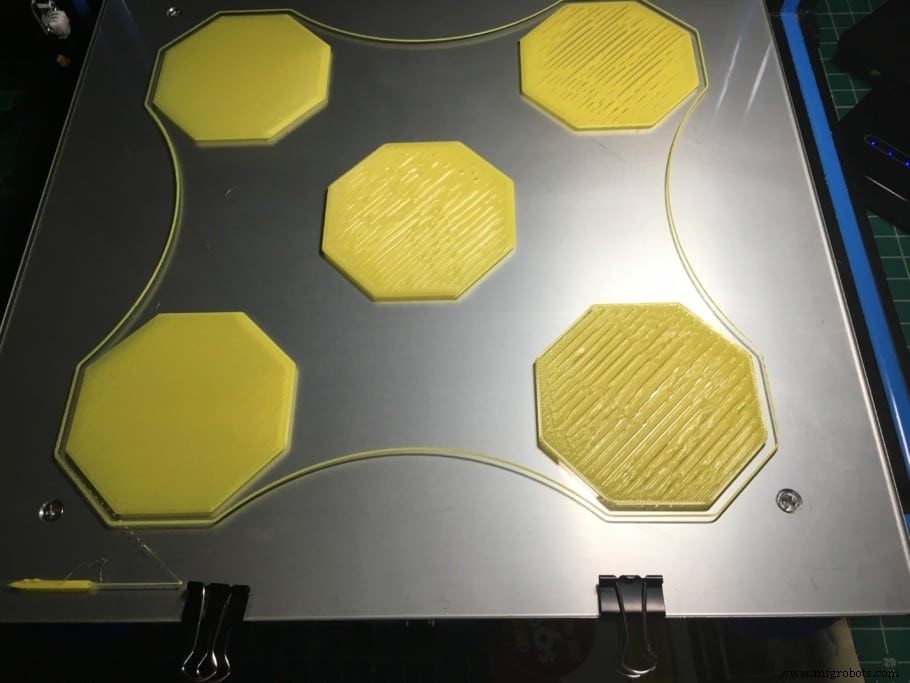
Als je een perfecte eerste laag wilt, moet je je printbed goed instellen. Dit betekent dat u ervoor moet zorgen dat het zo gelijkmatig mogelijk wordt geëgaliseerd. Ook moet het printbed vlak zijn, eventuele onvolkomenheden zullen waarschijnlijk problemen veroorzaken in de eerste lagen. Dit lijkt op het eerste gezicht misschien een vreemd en onwaarschijnlijk probleem, maar het is vrij gebruikelijk dat flexibele bouwplaten na verloop van tijd kromtrekken. Als u een glazen bed heeft, is het zeer onwaarschijnlijk dat u dit probleem heeft.
Maak bovendien de bouwplaat schoon voordat u met een nieuwe afdruk begint. Als er filament of lijmresten van eerdere prints in het printbed zitten, zal het nieuw geëxtrudeerde filament niet blijven plakken zoals het hoort.
Hoogte en stroomsnelheid eerste laag
Laaghoogte en stroomsnelheid moeten correct worden ingesteld voor de eerste laag. Als de stroomsnelheid van je filament te hoog is voor de eerste laag, zul je over-extrusie ervaren, wat vrijwel zeker die ongewenste rimpels zal veroorzaken.
U kunt het aanvankelijke debiet verlagen of de hoogte van de eerste laag vergroten. Het verhogen van de hoogte van de eerste laag zal hoogstwaarschijnlijk de zichtbaarheid van fouten in de kalibratie verminderen. Als u op het punt staat een model af te drukken met een kleine laaghoogte (bijvoorbeeld 0,08 mm), is het ook aan te raden om de initiële laaghoogte te verhogen om de laaghechting aan het printoppervlak te verbeteren.
Spuitmond te dicht bij bouwplaat (Z-offset)
Als de afstand tussen de nozzle en het printoppervlak te groot is, zal het filament niet goed blijven plakken. Omgekeerd, als het filament te dichtbij is, wordt het over het printbed uitgesmeerd, waardoor er rimpels ontstaan terwijl het mondstuk beweegt vanwege het gebrek aan ruimte.
Gebruik als vuistregel ¼ van uw sproeikopdiameter als sproeierhoogte. Stel bijvoorbeeld een spuitmondhoogte van 0,1 mm in voor een spuitmond met een diameter van 0,4 mm. Als vuistregel kun je een vel A4-papier gebruiken en dit tussen het mondstuk en de bouwplaat schuiven. Het moet met een beetje weerstand tussen het printbed en de spuitmond kunnen bewegen.
Afdruksnelheid
Gewoonlijk moet de bewegingssnelheid voor de eerste laag worden verlaagd om ervoor te zorgen dat het filament goed aan het printbed blijft kleven. De meeste slicers berekenen automatisch de initiële laagbewegingssnelheid als functie van de algehele afdruksnelheid. Om aan de veilige kant te blijven, kunt u de initiële laagsnelheid instellen op 50% van de totale bewegingssnelheid.
Koeling
Zorg ervoor dat de ventilatoren uitgeschakeld zijn tijdens de eerste laag. We willen dat het filament langzaam afkoelt om het meer tijd te geven om aan het printbed te hechten, waardoor de kans op loslaten wordt verkleind.
Dit gedrag is meestal de standaard "fabrieksinstelling" van alle slicers. Als je aan de instellingen hebt gesleuteld, is het geen slecht idee om de instellingen te resetten en met een schone lei te beginnen. Een verborgen parameter waarvan u het bestaan vergeten was, kan het probleem veroorzaken.
Aanbevolen instelling voor het oplossen van rimpelingen
Vanwege de aard van ons probleem zullen alleen parameters die betrekking hebben op de eerste laag een directe invloed hebben op onze waarschijnlijkheid om het probleem op te lossen. Hoewel u het probleem vrijwel zeker met vallen en opstaan kunt oplossen, volgt hier een lijst met de belangrijkste parameters waarvan u op de hoogte moet zijn!
- Hoogte eerste laag :Het is gebruikelijk om de eerste laag in te stellen op ongeveer 90% van de resterende lagen van de afdruk. In gevallen waar de laaghoogte laag is (om fijnere details te bereiken), kunt u overwegen de hoogte van de eerste laag te verhogen om de kans op losraken van de bouwplaat te verkleinen.
- Breedte eerste laag: voor de beste resultaten moet de laagbreedte altijd gelijk zijn aan de diameter van het mondstuk. In de meeste gevallen is de standaardwaarde 0,4 mm, tenzij u uw mondstuk hebt gewijzigd. Als u naar over of onder extrusie kijkt, wijzigt u de stroomsnelheid in plaats van deze instelling. De stroomsnelheid verandert het reispad van het mondstuk niet, terwijl het veranderen van de laagbreedte dat wel zal doen.
- Snelheid eerste laag :stel de initiële laagsnelheid in op 50% van de totale bewegingssnelheid. Dit zal ook leiden tot een betere hechting.
- Fansnelheid eerste laag :Zet de koelventilator uit voor de eerste lagen. Bij het printen van de eerste laag moet je voorkomen dat het filament te snel afkoelt, omdat dit (onder andere) tot een slechte laaghechting leidt. Behalve dat het een waarschijnlijke oorzaak van rimpels is, kan een werklaagwaaier op de eerste lagen ook leiden tot kromtrekken.
Hoe rimpelingen in de eerste laag te voorkomen
Nu we de meest waarschijnlijke oplossingen voor rimpelingen hebben doorgenomen, zijn we misschien ook geïnteresseerd in het snel doornemen van enkele maatregelen die we kunnen implementeren om ze in de toekomst te voorkomen. Beide aanbevelingen hebben betrekking op bednivellering:het toevoegen van een geautomatiseerde bednivelleringssensor of het handmatig waterpas stellen van het bed.
Een automatische bednivelleringssensor toevoegen
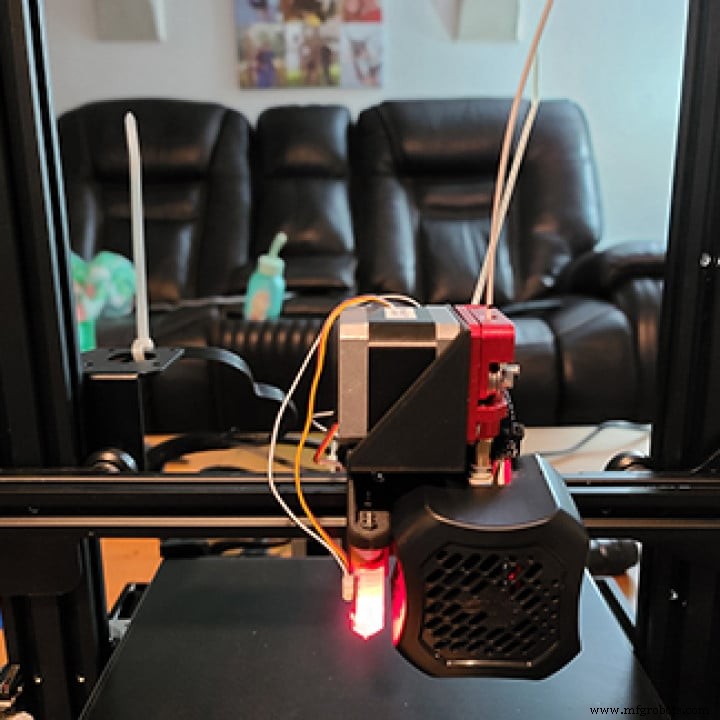
Als je printer er nog geen heeft, kun je een automatische bed-nivelleringssensor toevoegen om problemen te voorkomen die verband houden met onvolkomenheden in het printbed.
Wanneer u de nivelleringsroutine doorloopt, meet de sensor de afstand tussen het mondstuk en het printbed op verschillende plaatsen en gebruikt deze informatie vervolgens om het mondstuk correct te positioneren terwijl het langs de bouwplaat beweegt tijdens het afdrukken.
Dus zelfs als uw printbed niet perfect waterpas staat, zal uw printer aanpassingen maken om de nozzle op een optimale afstand te houden tijdens de print. Er zijn veel verschillende soorten sensoren, we raden het gebruik van een mechanische aan, ze zijn het meest veelzijdig omdat ze goed werken met alle soorten oppervlakken en weersomstandigheden.
Ik moet ook vermelden dat er naast mechanische sensoren ook capacitieve, inductieve en fysieke hall-effectsensoren zijn, maar het verder beschrijven ervan valt duidelijk buiten het bestek van dit huidige artikel!
We hebben echter een heel artikel op deze site gewijd aan Bed Leveling-sensoren dat u absoluut moet bekijken als u er meer over wilt weten.
Handmatige nivellering van gaasbed (Marlin-firmware)
Mesh bed nivellering is een andere optie om onvolkomenheden in het printbed aan te pakken. Dit nivelleringsproces creëert een maasmodel van uw printbed en past vervolgens de spuitmondhoogte aan tijdens het printen om onvolkomenheden in het printbed te compenseren. Om deze methode te implementeren, moet u een beetje firmware-configuratie uitvoeren. Het lijkt op het eerste gezicht misschien een beetje ontmoedigend, maar je zult merken dat het net zo eenvoudig is als het volgen van een recept.
Hoe u mesh bed nivellering inschakelt
Om te beginnen heeft u een kopie nodig van de huidige Marlin Firmware die uw printer gebruikt. Je moet ook de Arduino IDE installeren om de firmwarecode te wijzigen.
Ervan uitgaande dat u zowel de firmware als de Arduino IDE hebt geïnstalleerd, opent u het bestand configuration.h en verwijdert u het commentaar (verwijder de dubbele schuine strepen aan het begin van de regel) "MESH_BED_LEVELING ”, “RESTORE_LEVELING_AFTER_G28 ” en “LCD_BED_LEVELING ”. Door dit te doen, zetten we die regels om in actieve code.
Nadat je dit hebt gedaan, hoef je alleen maar het nieuwe Marlin Firmware-bestand naar je bord te uploaden. Nadat u dit hebt gedaan en het LCD-scherm van uw printer gebruikt, selecteert u "Level bed ” onder “Bednivellering ”. Selecteer "klik om te beginnen ” wanneer de optie beschikbaar komt. Elke klik verplaatst het mondstuk naar een nieuwe locatie en elke keer moet u de hoogte aanpassen zodat een vel papier met een beetje slepen tussen het mondstuk en het printbed kan bewegen.
Scroll ten slotte naar beneden en klik op "Store-instellingen ”. Nu we de nivellering van het gaasbed hebben ingesteld, kunt u proberen met een testafdruk en kijken hoe het gaat. Als het mondstuk constant te dichtbij of te hoog is, kunt u de "Bed Z" gebruiken ” optie om de hoogte aan te passen in plaats van het hele proces opnieuw te doen.
Bekijk onze sectie met aanbevolen producten

We hebben een sectie met aanbevolen producten gemaakt waarmee u het giswerk kunt verwijderen en de tijd kunt verminderen die u besteedt aan het onderzoeken van welke printer, filament of upgrades u moet krijgen, omdat we weten dat dit een zeer ontmoedigende taak kan zijn en over het algemeen tot veel verwarring leidt .
We hebben slechts een handvol 3D-printers geselecteerd die we goed vinden voor zowel beginners als gevorderden, en zelfs experts, waardoor de beslissing gemakkelijker wordt, en de filamenten, evenals de vermelde upgrades, zijn allemaal door ons getest en zorgvuldig geselecteerd , zodat u weet dat welke u ook kiest, zal werken zoals bedoeld.
3d printen
- Wat veroorzaakt rijgen bij 3D-printen?
- Wat veroorzaakt laagverschuiving bij 3D-printen?
- Wat is opnieuw platformen in de cloud?
- Wat drijft AI tot het uiterste
- Wat moet ik doen met de gegevens?!
- Wat is de circulaire economie?
- Wat productie moet doen om de talentkloof te dichten
- DC versus AC-motor:wat is het verschil?
- Wat zit er in het productieproces?
- Wat is de grafische industrie?
- Wat is de verfindustrie?