


Is 3D-printen snel?
Een van de eerste vragen die we onszelf stellen als we de wereld van 3D-printen betreden, is:"Hoe snel kan ik XYZ printen?" Het antwoord kan variëren van slechts een paar minuten tot meer dan 24 uur, wat natuurlijk niet de meest bruikbare uitspraak is die je in je leven hebt gehoord. Desalniettemin kan ik wat nuttige informatie toevoegen aan dit middelmatige, onbevredigende en waarschijnlijk pedante antwoord.
De tijd die een gewone desktop (hobbyist) printer nodig heeft om een model af te werken, hangt voornamelijk af van de bewegingssnelheid van de extruder, de laaghoogte, de lijndikte, het percentage infill en de behoefte (of niet) aan ondersteuningen. sterk> Het spreekt voor zich dat de belangrijkste bepalende factor het volume is van het object dat we willen printen.
Als u alleen een duidelijk en specifiek antwoord wilt, de tijd die nodig is om een Benchy van 13 gram en 15,5 cm3 te printen duurt ongeveer 60 minuten met gemiddelde printerinstellingen .

De Benchy is de favoriete boot die door hobbyisten wordt gedrukt om de printerkwaliteit te benchmarken. Ik ben geen uitzondering, daarom zal ik het als voorbeeld gebruiken voor de rest van dit artikel.
Nu je al weet wat je je vrienden moet vertellen als ze je vragen hoe lang het duurt om een kleine willekeurige en nutteloze boot af te drukken, kunnen we technisch gezien stoppen met het schrijven/lezen van dit artikel en doorgaan met ons leven! In het niet zo waarschijnlijke geval dat je ervoor kiest om te blijven lezen, zal ik proberen het de moeite waard te maken en je nog een paar dingen te vertellen. Laat ons ervoor zorgen dat je ze sprakeloos (of verveeld) achterlaat!
Belangrijkste determinanten van 3D-printsnelheid
We zullen in meer detail praten over elk van de belangrijkste drijfveren van de afdrukduur, en als u de impact van elk van hen wilt testen, kunt u een slicer downloaden (zoals Ultimaker Cura). Door elke parameter te wijzigen en te snijden, geeft de software een geschatte afdrukduur af. U hoeft hiervoor niet eens een 3D-printer te hebben.
Laten we in feite een tabel maken met verschillende printduur van onze vriendelijke Benchy onder verschillende printsnelheden en laaghoogtes! Als uitgangspunt zal ik de conceptinstellingen van Cura gebruiken:
Benchy's afdrukduur (in minuten)
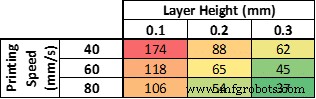
Zoals u kunt zien, spelen instellingen een grote rol bij het bepalen van de afdruktijd. In ons eenvoudige voorbeeld kunnen we een Benchy verwachten in slechts 37 minuten of zelfs in bijna drie uur. Het is ook vermeldenswaard dat het snelste afdrukscenario dat we hebben overwogen een acceptabel ogende Benchy zou moeten opleveren.
U kunt hetzelfde doen door Benchy . te downloaden van Thingiverse.
Verplaatsingssnelheid extruder
Om voor de hand liggende redenen is de snelheid van de extruderbeweging een van de belangrijkste factoren die de totale tijd bepaalt die onze printer nodig heeft om ons gewenste stuk plastic uit te voeren. Het heeft een lineaire relatie met de printersnelheid, wat betekent dat als we de bewegingssnelheid verdubbelen, we onze afdruktijd ongeveer halveren.
Er is hier echter geen gratis lunch. We kunnen de afdruksnelheid niet oneindig verhogen en verwachten dat onze kleine boot net zo mooi blijft als altijd. Afhankelijk van de printer kunnen we goede resultaten verwachten door de beweging in te stellen op 50 mm/s. Sommige duurdere FDM-printers kunnen printen met 150 mm per seconde zonder al te veel afname van de afdrukkwaliteit.
Als je de perfecte maximale snelheid van je printer wilt weten, heb je al een reden om je eigen Benchy te gaan printen boten. Begin met 35 mm/sec en verhoog, indien succesvol, de volgende afdruk met 5 of 10 millimeter per seconde totdat u de goede plek vindt.
Als u ervoor kiest om uw printer te dwingen te bewegen zoals Usain Bolt, zal deze niet exploderen, maar u moet bereid zijn om wat ghosting/ringing, onder-extrusie, zwakke laaghechting en algehele slechte kwaliteit te zien, aangezien het verhogen van de snelheid gepaard gaat met zijn onvermijdelijke nadelen.
Laaghoogte
Een ander kenmerk dat een ruwweg lineaire relatie heeft met de afdruktijd, is de laaghoogte. Door uw laaghoogte te verdubbelen van 0,1 mm naar 0,2 mm, hoeft u niet langer naar uw printer te staren met 50%.
* Not-Really-Pro tip:in plaats van alleen naar je afdruk te kijken, kun je ook naar buiten gaan en naar het gras staren (het verandert ook in grootte, zij het veel langzamer).

Voor de standaard nozzlemaat van 0,4 mm moet een goed gekalibreerde 3D-printer kunnen printen op een laaghoogte van 0,05 mm. De resultaten om dit voor elkaar te krijgen, kunnen ongelooflijk lonend zijn. Kleine laaghoogtes zijn vooral geschikt voor hobbyisten die geïnteresseerd zijn in het printen van kleine en gedetailleerde miniaturen.
Als u nog een stap verder wilt gaan met de detailkwaliteit van afdrukken, overweeg dan om uw 0,4 mm-mondstuk te vervangen door een mondstuk van 0,25 mm. Deze snelle en goedkope verandering kan ongelooflijke resultaten opleveren.
Aan de andere kant, als je het geduld hebt van een vijfjarige peuter (of ik), kun je de laaghoogte tot 0,32 mm instellen met hetzelfde mondstuk en je prints in een mum van tijd voltooien.
Invullingspercentage
Ik raad aan om meestal een infill toe te voegen aan de meeste van onze prints om ze resistenter te maken. Natuurlijk, zoals het geval is met de meeste instellingen van een print, heeft het infill-percentage ook potentiële nadelen:het vereist meer filament en duurt langer om te printen. Dit geldt met name voor modellen met veel binnenvolume.
In de onderstaande afbeelding laat ik zien hoe verschillende infill-percentages eruit zien. Naarmate de tijd verstrijkt en u meer ervaring krijgt met het afdrukken en het aanpassen van instellingen, zult u concluderen dat een opvulling van 12% tot 20% voldoende is om een stevige en resistente afdruk te krijgen zonder dat er veel afdruktijd aan de taak wordt toegevoegd.
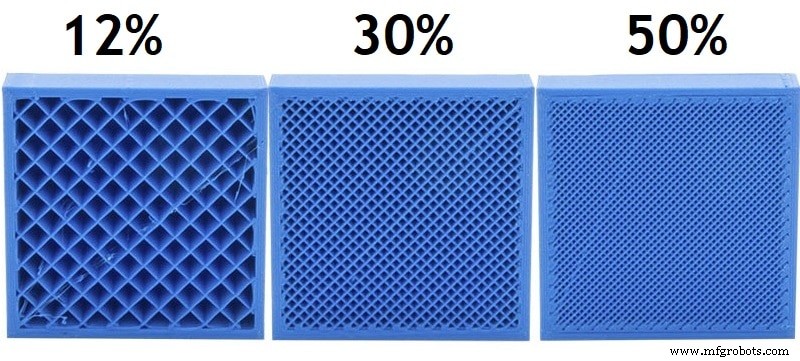
U moet binnen het invulbereik van 0% tot 60% blijven. Percentages boven die drempel hebben meestal weinig tot geen krachttoename en gaan ten koste van obscene afdruktijden. Naar schatting is het bereik van 0% tot 20% geschikt voor niet-functionele onderdelen, terwijl het bereik van 20% tot 40% is waar de meeste afdrukken voor licht tot zwaar gebruik zullen zijn. Er zijn zeldzame uitzonderingen die een opvulling van 60% vereisen, dus vermijd deze omvang tenzij u duidelijk denkt dat het nodig is.
Als je een afdruk wilt zien die duidelijk is mislukt vanwege (onder andere) zwakke infill, bekijk dan de enorme Benchy van de eerste foto die ik nam.
Afdrukondersteuning
Vanwege de manier waarop Fused Deposition Modeling (FDM ) werkt, is er een maximale hoek waaronder een model kan worden afgedrukt voordat de afdruk begint te mislukken. Dit komt omdat elke nieuwe filamentlaag bovenop de vorige laag wordt afgezet, waardoor het een vereiste is om iets eronder te hebben om op te bouwen. Als vuistregel raad ik aan om objecten met hoeken groter dan 45° niet af te drukken zonder ondersteuning toe te voegen.
Om een referentie te geven, is hieronder een weergave van een populaire hoekbenchmark-tester:
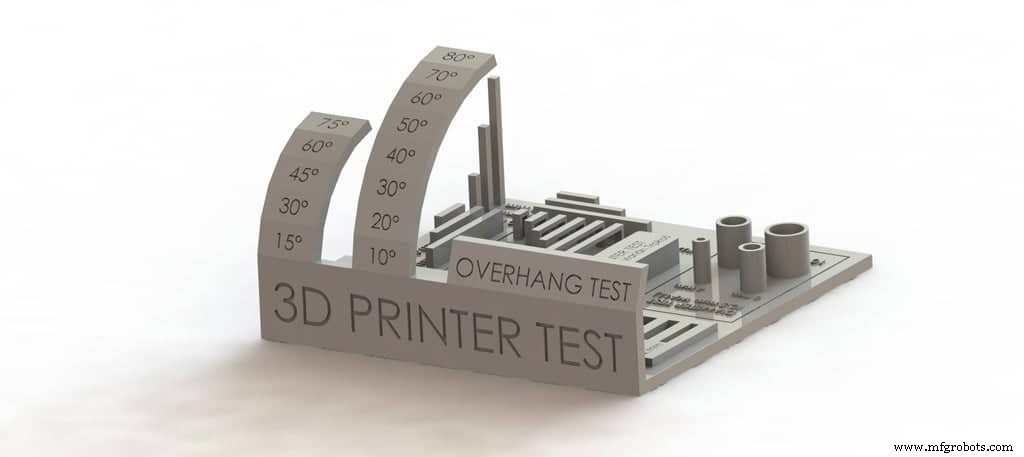
Naast het tonen van de “overhang test” raad ik aan om deze ook uit te printen om te bepalen onder welke hoek je printer begint uit te vallen (download hier). Het is ook de moeite waard om te overwegen dat er altijd ruimte is om een paar graden te verbeteren zonder ondersteuning toe te voegen.
Een ervaren printer kan ook de meest efficiënte positionering van een model in de snijsoftware instellen. Meestal kun je het zonder steunen redden door het model eenvoudig te draaien.
Wanddikte van een 3D-afdruk
Tenzij u wilt afdrukken in Vaasmodus (waar alleen het buitenste deel van het model in één doorlopende lijn wordt afgedrukt), is het ook belangrijk om de afwegingen van wanddikte te kennen. Op Wanddikte, Ik bedoel het aantal aangrenzende filamentafzettingen die de extruder op elk buitenste deel van de print maakt om "de muur te bouwen". Deze parameter heeft twee belangrijke gevolgen:
- Grotere wanddikte staat gelijk aan een meer resistente en mooier uitziende print.
- Een print met dikke muren kost meer tijd om te printen en verbruikt meer filament.
Veel 3D-printerinstellingen hebben meer dan één manier waarop ze worden genoemd en wanddikte is zeker geen uitzondering:afhankelijk van de software vindt u deze onder shells , omtrekken , zijkanten of loops .
De schaal dikte van uw afdruk wordt ook bepaald door uw spuitmondmaat en u moet altijd proberen deze in te stellen als een veelvoud van de spuitmonddiameter (0,4 mm is het populairst).
Zowel de minimale als de aanbevolen instellingen die ik hieronder beschrijf, zijn niet alleen van toepassing op PLA-filament, maar ook op ABS, Nylon, PETG en elk ander filament.
Als je muren te dun zijn, is het mogelijk dat de print niet eens afwerkt. Omdat FDM-technologie erin bestaat elke laag op de vorige te printen, is een dunne laag die nog niet is gestold, vatbaar voor instorten wanneer de volgende laag erop wordt gelegd. Als absoluut minimum moet het 0,8 mm dik zijn (twee omtrekken). Dit is een goede instelling voor een afdruk die niet de definitieve, maar slechts een tussentijdse test is van uw iteratieve ontwerpproces.
Overdreven dikte kan ook contraproductief zijn, omdat het meer interne spanning zal creëren en kan leiden tot kromtrekken. Als u duurzaamheid en algehele afdrukkwaliteit in gedachten heeft, moet u een 1,6 mm dikke muur overwegen die uit vier omtrekken bestaat.
Conclusie
3D-printen is niet snel, in feite erg traag, maar we kunnen de snelheid waarmee onze printer werkt verhogen door de instellingen een beetje aan te passen.
Er zijn een paar moderne printers die veel sneller kunnen printen dan de standaard 50 mm/s-snelheid waarmee de meeste printers printen, zoals de Voron 2.4 die kan printen tot 350 mm/s (ja, 7 keer sneller) en met fantastische kwaliteit.
De meeste makers kiezen ervoor om 's nachts af te drukken, vooral bij afdrukken die ongeveer 20 uur duren. Zorg er wel voor dat u de nodige voorzorgsmaatregelen neemt wanneer u dit doet.
Bekijk onze sectie met aanbevolen producten

We hebben een sectie met aanbevolen producten gemaakt waarmee u het giswerk kunt verwijderen en de tijd kunt verminderen die u besteedt aan het onderzoeken van welke printer, filament of upgrades u moet krijgen, omdat we weten dat dit een zeer ontmoedigende taak kan zijn en over het algemeen tot veel verwarring leidt .
We hebben slechts een handvol 3D-printers geselecteerd die we goed vinden voor zowel beginners als gevorderden, en zelfs experts, waardoor de beslissing gemakkelijker wordt, en de filamenten, evenals de vermelde upgrades, zijn allemaal door ons getest en zorgvuldig geselecteerd , zodat u weet dat welke u ook kiest, zal werken zoals bedoeld.
3d printen
- De voordelen van glazen bedden voor 3D-printen
- Polyjet 3D-printen verkennen
- Wat is bioprinten?
- Wat is 4D-printen eigenlijk?
- 3D-printen ontkracht:3 misvattingen over 3D-printen
- Ontwerp voor 3D-printen, deel 3:de afdruktijd verminderen
- Is 3D printen makkelijk?
- Kunnen 3D-printers siliconen printen?
- 3D-afdruksnelheid versus kwaliteit; Beste instellingen!
- Voorkom PETG-blobbing. Gedetailleerde 3D-afdrukgids!
- Polyjet 3D-printen:technologieoverzicht