


Ontwerp voor 3D-printen, deel 3:de afdruktijd verminderen
Opmerking van de schrijver:dit is de derde aflevering van ontwerp voor 3D-printen. We bespreken hoe u tijd (en materiaal) kunt besparen op plastic 3D-geprinte onderdelen. Je kunt ook teruggaan en lezen Deel 1 en Deel 2 .
Inleiding
Een van de meest voorkomende kritieken op Additive Manufacturing is de traagheid ervan in vergelijking met subtractieve (snelle) bewerking. Hoewel het gebruik van additieve fabricage op de lange termijn vaak tijd bespaart (vooral in situaties waarin gespecialiseerde prototyping of aanzienlijke bewerkingstijd vereist is), is subtractieve bewerking in sommige situaties objectief sneller met de juiste middelen. Hoewel dat probleem meer representatief is voor de aard van additive manufacturing, zijn er verschillende strategieën die gebruikers kunnen gebruiken om de printtijd voor plastic onderdelen te verkorten. In dit bericht bespreken we ontwerp voor 3D-printstrategieën die tijd besparen (en een die dat niet doet) en hoe u ze in Eiger en met uw machine kunt implementeren.
Wat voegt tijd toe aan een afdruk (en hoe u dit kunt vermijden)
Om onderdelen te ontwerpen die tijd besparen, moeten we opsommen wat daadwerkelijk tijd toevoegt aan afdrukken. Hieronder gaan we in op elk van de belangrijkste tijdverspillers en waarom ze tijd toevoegen.
Groot oppervlak
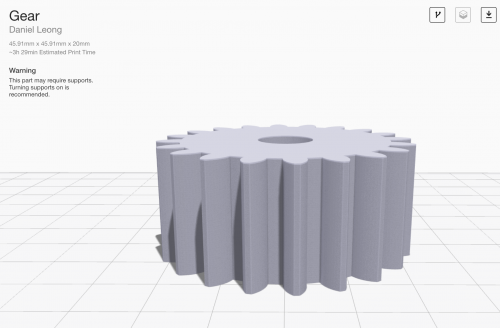
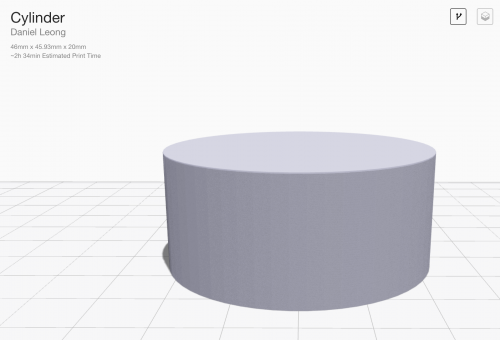
Dit is de wezenlijke bijdrage aan een langere afdruktijd. Een groot oppervlak betekent dat er meer deelwanden moeten worden geprint. Omdat de printkop op muren aanzienlijk langzamer beweegt dan opvulling, verhoogt het toevoegen van meer oppervlak (en dus een langere wand) de printtijd aanzienlijk. Dit betekent dat een kleiner deel met meer ingewikkelde oppervlaktedetails meer tijd nodig heeft om te printen dan een groter, eenvoudig deel. Neem deze versnelling en cilinder, hieronder afgebeeld. De buitendiameter van elk onderdeel is identiek, wat betekent dat de cilinder eigenlijk meer materiaal bevat. Het printen van de uitrusting duurt echter bijna 30% langer vanwege het grotere oppervlak. Soms zijn geavanceerde functies vereist voor een succesvol onderdeel; in die andere gevallen is simpel echter altijd sneller.

Ondersteuningsmateriaal
Door ondersteunend materiaal aan uw onderdeel toe te voegen, neemt de afdruktijd meer toe dan welke andere factor dan ook. Omdat ons ondersteuningsmateriaal bestaat uit een lange, langzaam bedrukte wand, is de toevoeging vergelijkbaar met het toevoegen van een enorme hoeveelheid oppervlak. Hoewel ondersteuning nodig is om sommige onderdelen af te drukken, zijn er een paar stappen die u kunt nemen om de tijd die hierdoor wordt toegevoegd te beperken.
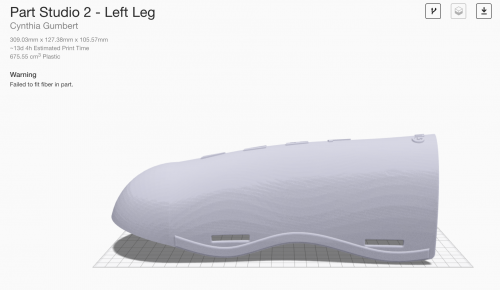
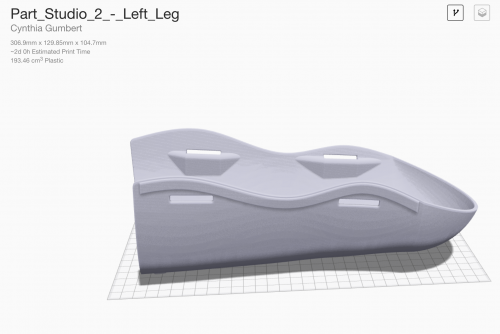
1. Probeer een paar onderdeeloriëntaties:Vaak kan het veranderen van de richting van onderdelen de algehele afdruktijd drastisch veranderen. Een goed voorbeeld hiervan is een skischeenbeschermer die een lid van ons team een paar weken geleden heeft geprint. In één richting vereist het enorme volume onder de schaal enorme ondersteuningsstructuren, wat een afdruk van 13 dagen oplevert. Door het onderdeel om te keren, verkortte ze de printtijd met 11 dagen en kon ze het onderdeel in een veel beter beheersbare twee dagen printen.

2. Beperk overhangen:als het onderdeel het toelaat, zal printen zonder steunen een snellere print opleveren. Wanneer ingeschakeld, ondersteunen onze algoritmen elke overhang van meer dan 45 graden ten opzichte van verticaal met Onyx (30 graden voor nylon). Als u meer overhangende delen heeft die u niet kunt wijzigen (en waarvoor ondersteuning nodig is), zorg er dan voor dat uw niet-kritieke overstekken deze waarden niet overschrijden. Dit beperkt de geplaatste steunen tot de uitsteeksels die het nodig hebben, terwijl u tijd bespaart op andere uitsteeksels die niet van uw kant zijn. Als u geen uitsteeksels heeft waarvoor ondersteuningsmateriaal nodig is, zet u de steunen uit en begrenst u de hoeken tot 55 graden voor Onyx (of 45 graden voor nylon). Het onderdeel zal prima worden afgedrukt en u veel tijd besparen.
3. Ontwerp met een printvlak in gedachten:Om te bepalen welke uitsteeksels ondersteuning nodig hebben (en welke niet), moet u uitzoeken in welke richting het onderdeel moet worden afgedrukt voordat u het ontwerpt. Hierdoor kunt u ontwerpen voor 3D-printen in plaats van het onderdeel aan te passen aan de printer. Hoewel het misschien geen printtijd bespaart, bespaart het wel ontwerptijd voor het onderdeel.
4. Splits het onderdeel:Soms zijn onderdelen gewoon te complex voor ondersteuning-eliminerende wijzigingen. In dit geval is er nog een optie. Door een onderdeel in twee of meer stukken te splitsen, kun je uitsteeklengtes vaak veel gemakkelijker beperken. Nadat de onderdelen zijn afgedrukt, plakt u ze vast met Loctite 401 om een multibody-onderdeel te krijgen dat zo sterk is als het unibody-onderdeel zou zijn geweest.
Laaghoogte
Dit is een klassieke afweging bij FFF-printen:laagresolutie versus printtijd. Onze standaard laagresolutie van 100 micron zorgt voor een hoogwaardige oppervlakteafwerking. Door de laaghoogte te verhogen tot 200 micron, gaat de kwaliteit van de oppervlakteafwerking wat verloren en wordt de tijd van uw print gehalveerd. Dit is uitermate handig voor snelle en vuile printopdrachten met alleen plastic (printen met fiber vereist een vaste laaghoogte van 100 of 125 micron), omdat uw onderdelen twee keer zo snel uit de printer komen. Zie de onderstaande tabel voor tijdschattingen voor verschillende laaghoogtes op de eerder geanalyseerde uitrusting.

Ontwerp voor 3D-printen
Er is een ongezonde trend in Additive Manufacturing:overmatig gebruik van de technologie op onderdelen die niet geprint hoeven te worden. Het samenvoegen van bewerkte en geprinte onderdelen tot één print kan gemakkelijk zijn, maar het zal tijd aan de print toevoegen. De oplossing is eenvoudig vanuit een tijdbesparend perspectief:alleen printgeometrieën die baat hebben bij het printen. Ontwerp voor 3D-printen:print geen schachten of andere onderdelen die triviaal zijn om te bewerken, omdat dit alleen maar tijd toevoegt aan uw workflow.
Mislukte afdrukken
Dit is een meer indirecte oorzaak van extra tijd; het is echter net zo belangrijk. Door ervoor te zorgen dat uw bed goed waterpas staat en dat u voldoende materiaal heeft voor een afdruk, kan uw doorlooptijd drastisch worden verkort. Mislukte afdrukken verspillen zowel afdruktijd als materiaal, en het beperken ervan zal een grote bijdrage leveren aan het efficiënter afdrukken. Hier zijn een paar manieren waarop u mislukte afdrukken kunt beperken:
- Kromming
- Eenheidstests
Wat niet helpt:snelheidsgaten toevoegen
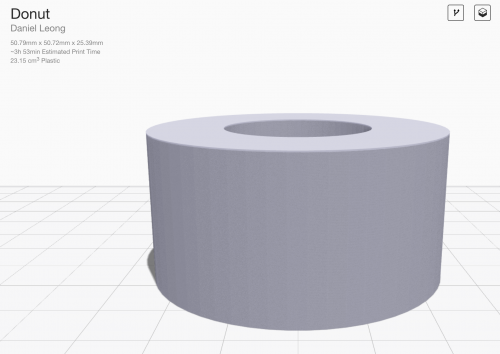
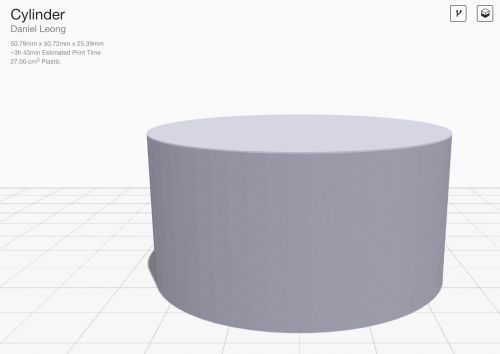
Het toevoegen van gaatjes aan je print kan materiaal besparen, maar de kans is vrij groot dat ze geen tijd besparen. Gaten voegen vaak oppervlakte toe aan uw onderdeel, wat (zoals we al hebben vermeld) tijd toevoegt. Bekijk hieronder de vergelijking. De donut heeft minder materiaal door het grote gat, maar het printen duurt 10% langer.

Conclusie
Tijd besparen op afdrukken is een wispelturige kunst:het varieert sterk van onderdeel tot onderdeel en werkt niet altijd zoals je zou verwachten. Door deze strategieën te volgen, kunt u in de meeste gevallen uw afdruktijd verkorten.
Wil je dit zelf proberen? Meld u hier aan voor een gratis proefversie van Eiger, onze cloudgebaseerde slicingsoftware.
Wilt u meer van dit soort dingen zien? Volg ons op Facebook, Twitter, Instagram en Linkedin voor meer updates!
3d printen
- De voordelen van glazen bedden voor 3D-printen
- Stressvrije reiniging voor FDM-afdrukken
- 6 belangrijke ontwerpoverwegingen voor 3D-metaalprinten
- 4 belangrijke ontwerpoverwegingen voor 3D-printen
- Is 3D-printen klaar voor de productie van eindonderdelen?
- Multibody STL-bestanden maken voor 3D-printen
- Hoe u uw model positioneert voor 3D-printen
- Richtlijnen voor ontwerp voor produceerbaarheid - deel 2
- Richtlijnen voor ontwerp voor produceerbaarheid - deel 1
- Ontwerptips voor Carbon DLS™ 3D-printen
- Deel 1:Overwegingen bij het ontwerpen van koelers voor centrifugaalcompressoren