


Aanvoersnelheid en snijsnelheid:wat is het verschil bij CNC-bewerking?
CNC-bewerking (Computerized Numerical Control) is een subtractief productieproces, waarbij geprogrammeerde codes worden gebruikt om de beweging van de gereedschapsas te regelen. De geprogrammeerde codes bevatten alle noodzakelijke snijparameters zoals de beweging van het snijgereedschap, spilsnelheden, voedingen, RPM's, enz.
Het is essentieel om met deze parameters rekening te houden bij het ontwerpen van de producten voor de CNC-bewerkingen. De optimalisatie van verschillende onderdelen van het CNC-bewerkingsproces wordt verzekerd door deze parameters. De standtijd en het stroomverbruik worden geoptimaliseerd door de snijsnelheid. De bewerkingstijd en oppervlakteruwheid van de afgewerkte producten worden bepaald door de voedingssnelheid.
Daarom moeten de ingenieurs en machinisten de snijsnelheid en voedingssnelheid kennen, samen met het verschil daartussen en hoe ze de snijsnelheid en voedingssnelheid kunnen afleiden. Blijf lezen.
Wat is invoersnelheid?
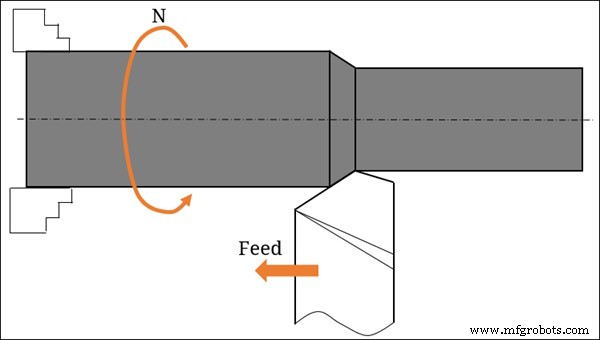
Tijdens één spilomwenteling staat de afstand die het snijgereedschap aflegt bekend als de voedingssnelheid. Het kan ook worden aangeduid als de aangrijpingssnelheid van het snijgereedschap en voor freesbewerkingen wordt het over het algemeen gemeten in inches/minuut of millimeters/minuut.
Voor kotter- en draaibewerkingen kan het worden gemeten in inches/omwenteling of millimeters/omwenteling. De variatie in de voedingssnelheden is afhankelijk van het onbewerkte materiaal (staal, hout, aluminium, roestvrij staal, enz.), het gereedschapsmateriaal (HSS-snijgereedschap, keramiek, cermet, enz.) en andere snijfactoren, zoals het oppervlak afwerking en de kenmerken van de CNC-machine.
De esthetiek van de bewerkte producten hangt af van de voedingssnelheid en daarom is de optimalisatie van de voedingssnelheid cruciaal in CNC-bewerkingsprocessen.
Selectie van optimale invoersnelheid
Elk aspect van het CNC-bewerkingsproces is direct gerelateerd aan de voedingssnelheid, van veiligheid tot productiviteit, standtijd en productkwaliteit. Bij het kiezen van de voedingssnelheid moet rekening worden gehouden met de volgende factoren.
Productiviteit
Voor de hogere productiviteitssnelheden kan de voedingssnelheid worden verhoogd door de oppervlaktekwaliteit te verliezen. In een ander geval kan de snijsnelheid worden verhoogd door de voedingssnelheid stabiel te houden.
Oppervlakteafwerking
Een betere oppervlakteafwerking kan worden bereikt door de lagere voedingen. Voor de voorsnede kan een grove voeding worden overwogen. De voedingssnelheid kan bijvoorbeeld worden beschouwd als 0,01-0,05 mm/omw voor nabewerking en 0,1-0,3 mm/omw voor ruwdraaien.
Beperkte invoersnelheid
De beschikbare werktuigmachines hebben een feed-by-feed staaf, binnen de minimale en maximale limiet. Voor deze bewerkingsmachines is het overschrijden van de limiet niet toegestaan, maar er kunnen slechts enkele voedingssnelheidsopties binnen het bereik worden toegepast voor de conventionele draaibankbewerkingsmachines.
Geometrie van snijgereedschap
De oppervlakteafwerking van de producten kan worden beïnvloed door de gereedschapsgeometrie, behalve door de voedingssnelheid. Een hogere waarde voor de gereedschapsgeometrie kan de voorkeur hebben, als de geometrie dit toelaat.
Mogelijkheid van machinegereedschap
Door de hogere voeding kunnen de hoge snijkracht en hoge trillingen optreden. De voedingssnelheid moet worden gekozen, afhankelijk van de opname en overdracht van hoge krachten en trillingen van de werktuigmachine.
Wat is snijsnelheid?
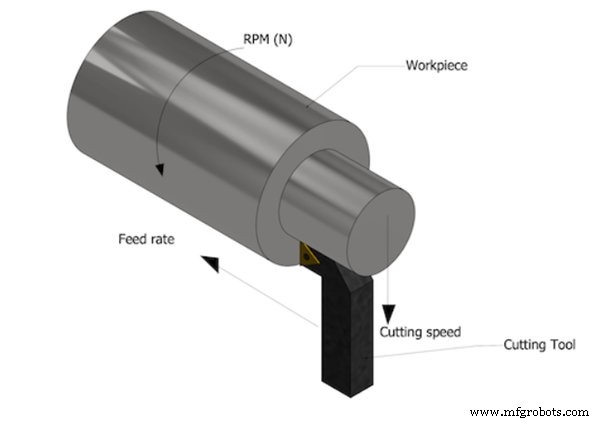
De relatieve snelheid tussen het snijgereedschap en het oppervlak van het werkstuk is algemeen bekend als oppervlaktesnelheid of snijsnelheid. Het kan ook worden gedefinieerd als de lineaire afstand van meters per minuut of voet per minuut waar het materiaal van het snijgereedschap langs beweegt over het werkstukoppervlak voor een snijproces.
De belangrijkste parameters van de CNC-bewerking, zoals stroomverbruik, snijtemperatuur en standtijd, enz. worden bepaald door de snijsnelheid. De waarden voor de snijsnelheid variëren afhankelijk van verschillende materialen, zoals koolstofstaal, koolstofarm staal, aluminium en kunststoffen. sommige gereedschappen of processen, zoals draadsnijgereedschappen en kartelgereedschappen, werken met lagere snijsnelheden dan de genoemde.
Selectie van optimale snijsnelheid
Om het beste resultaat uit het CNC-bewerkingsproces te halen, moet de optimale snijsnelheid worden gegarandeerd. De optimale snijsnelheid voor een bepaald CNC-bewerkingsproces kan worden voorspeld met behulp van de volgende factoren.
Hardheid van het werkstuk
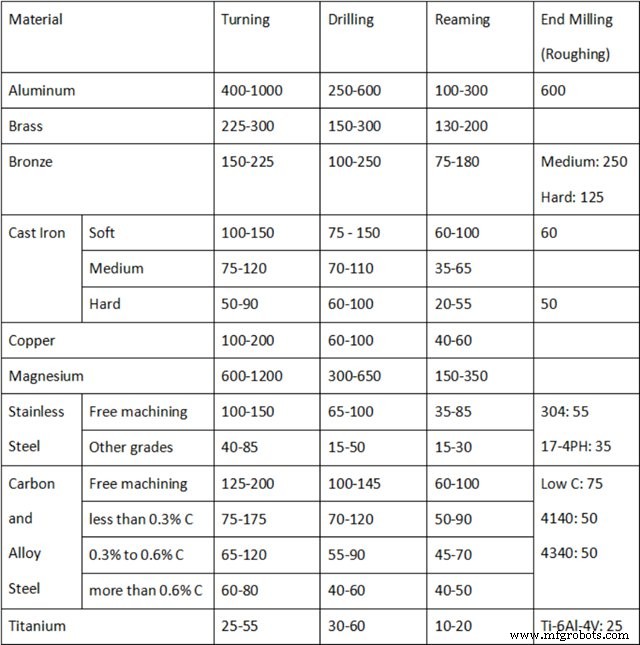
De weerstand van een materiaal tegen vervorming veroorzaakt door slijtage, deuken en krassen wordt in het algemeen hardheid genoemd. Tijdens het bewerkingsproces moet voorzichtigheid worden betracht voor het hardere werkstuk, omdat deze de prestaties van het gereedschap gemakkelijk kunnen verslechteren. Bij het bewerken van een harder materiaal moeten lagere snijsnelheden worden opgelegd. voor titanium is bijvoorbeeld een lagere snijsnelheid nodig dan voor staal.
De kracht van het snijgereedschap
Bij machinale bewerkingen speelt de snijkantsterkte van het gereedschap een cruciale rol in de toegestane snijsnelheden. Voor hogere snijsnelheden kunnen bijvoorbeeld snijgereedschappen worden gebruikt die zijn gemaakt van zeer sterke materialen zoals diamant en koolstofboornitride. Aan de andere kant kunnen voor lagere snijsnelheden de snijgereedschappen worden gebruikt die zijn gemaakt van snelstaal.
Levensduur gereedschap
Met de hogere snijsnelheden zullen de zachtere snijgereedschapmaterialen snel verslijten, wat zal leiden tot een kortere standtijd. Een andere cruciale factor om de snijsnelheid te bepalen, is hoe lang de ingenieur of machinist aan dat gereedschap wil werken. Dit omvat in de eerste plaats de parameters zoals de gereedschapskosten en de geproduceerde hoeveelheid onderdelen. Als deze parameters binnen de toegestane limieten vallen, kan de hoge snijsnelheid worden gebruikt.
Waarom zijn snelheden en voedingen belangrijk bij machinale bewerkingen?
Snelheden en voedingen zijn belangrijk bij het bewerken omdat ze de snelheid bepalen waarmee materiaal wordt verwijderd en hoeveel materiaal wordt verwijderd.
De snelheden en voedingen kunnen de levensduur van een gereedschap aanzienlijk beïnvloeden.
Het verschil tussen de voedingssnelheid en snijsnelheid kan worden bepaald door een cruciale factor die snijtemperatuur wordt genoemd, omdat de hogere snijtemperatuur de parameters zoals de standtijd en oppervlakteruwheid kan belemmeren.
De slordige effecten van snelheden en voedingen zijn niet zichtbaar op zachtere materialen (aluminium of hars), omdat er voldoende ruimte is voor fouten. De slordige effecten van snelheden en voedingen zijn echter zichtbaar op hardere materialen (titanium of Inconel) omdat er een beperkt foutbereik is.
Het snijgereedschap zal snel breken als er een klein verschil is tussen snelheid en voedingssnelheid.
De snelheden en voedingen zijn verplicht om een betere oppervlakteruwheid te bereiken. Als de machine draait met een hoge gereedschapssnelheid en spilsnelheid, verschijnen de klappersporen op het materiaaloppervlak.
Verschil tussen voedingssnelheid en snijsnelheid
Hoewel zowel de voedingssnelheid als de snijsnelheid van invloed zijn op de algehele prestaties van de machine, verwijzen ze in feite naar twee verschillende dingen. Om de beste resultaten uit uw CNC-machine te halen, is het belangrijk om het verschil tussen de twee te begrijpen.
1. Het belangrijkste verschil tussen voedingssnelheid en snijsnelheid is dat voedingssnelheid de snelheid is waarmee het gereedschap door het werkstuk beweegt, terwijl snijsnelheid de snelheid is waarmee de snijkant van het gereedschap beweegt.
Met andere woorden, de voedingssnelheid is een maat voor hoe snel het gereedschap door het materiaal beweegt, terwijl de snijsnelheid een maat is voor hoe snel het gereedschap daadwerkelijk snijdt.
2. De snijsnelheid geeft een beschrijvende lijn en wordt over het algemeen gemeten in m/min of ft./min, aangeduid met Vc. De voedingssnelheid geeft een richtlijn en wordt over het algemeen gemeten in mm/rev of mm/min, aangeduid met s of f.
3. Tijdens de bewerking zal de snijsnelheid de snijkracht en het stroomverbruik beïnvloeden. Maar de voedingssnelheid heeft geen invloed.
4. De snijsnelheid speelt geen enkele rol bij het afwijken van de spaanrichting van orthogonaal. Echter, bijna in alle gevallen zal de voedingssnelheid de stroom van de werkelijke spaanrichting beïnvloeden.
5. De snijtemperatuur, gereedschapsslijtage en standtijd worden minder beïnvloed door de voedingssnelheid. Maar de snijsnelheid zal sterk worden beïnvloed.
6. De schelp- of voedingssporen op het bewerkte oppervlak hebben niet direct invloed op de snijsnelheid. De schelpmarkeringen op het oppervlak van het afgewerkte product zijn echter direct betrokken bij de voedingssnelheid en dit geeft direct de oppervlakteruwheid weer.
De volgende tabel met snijsnelheid en voedingssnelheid geeft een meer visueel inzicht in de verschillen.
| Parameter | Snijsnelheid | Feedsnelheid |
| Generatrix en Directrix | Directrix wordt gegenereerd door de snijsnelheid | Generatrix wordt gegenereerd door voedingssnelheid |
| Eenheden van beweging en S hort V orm | Gemeten in meter per minuut (m/min) of voet per minuut (ft/min) en aangegeven met Vc | Gemeten in meter per omwenteling (mpr) of inches per omwenteling en aangegeven met s of f |
| Chip D directie | Geen effect op het afwijken van de orthogonale chiprichting | Beïnvloed de werkelijke spaanstroomrichting |
| Snijden V kracht en stroomverbruik | Beïnvloed de snijkracht en het stroomverbruik | Geen invloed op de snijkracht en het stroomverbruik |
| Oppervlakteruwheid en schulpsporen | Niet direct gerelateerd aan de scalloping of markeringen geproduceerd op het machinaal bewerkte oppervlak | Direct gerelateerd aan de geschulpte markeringen op het afgewerkte oppervlak |
| Snijtemperatuur, standtijd en gereedschapsslijtage | Grote impact | Minder beïnvloed |
Hoe bepaal je de voedingssnelheid en snijsnelheid?
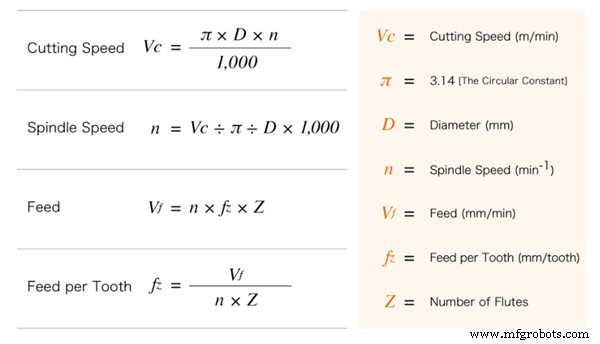
De bovenstaande grafiek onthult alle noodzakelijke parameters die nodig zijn om de snijsnelheid en voedingssnelheid te bepalen. Om de snijsnelheid en voeding te bepalen, is het spiltoerental de basisvereiste. De uiteindelijke voeding kan worden bereikt door twee methoden te volgen, ten eerste door de voeding per tand te bepalen en ten tweede door deze voeding per tand te gebruiken, kan de voeding van het gereedschap worden bepaald.
Andere belangrijke overwegingen
Snelheidslimiet spil
De oppervlaktevoeten per minuut (SFM) op basis van het materiaal en de freesdiameter zijn nodig om de freessnelheid in RPM te definiëren. Soms resulteert de berekende snelheid bij het minutieuze gereedschap en/of bepaalde materiaalsnelheid in een onhaalbare.
In een dergelijk geval moet de machinist het gereedschap met de comfortabele maximale snelheid van de machine laten draaien en blijft de vereiste spaanbelasting voor de diameter behouden. Hierdoor kunnen bij de topsnelheid van de machine de optimale parameters worden bereikt.
Niet-lineair pad
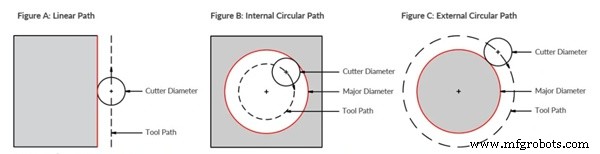
Over het algemeen worden de voedingssnelheden aangenomen als een lineaire beweging, d.w.z. de lineaire afgelegde afstand. Desalniettemin zijn er enkele gevallen waarin de voedingssnelheden worden beschouwd in een boog of cirkelvormig interpolatiepad (buitendiameter of binnendiameter). Naarmate de snedediepte toeneemt, neemt de aangrijpingshoek op een gereedschap toe, wat leidt tot een niet-lineair pad. De aangrijping van het gereedschap is hoger voor binnenhoeken dan voor buitenhoeken.
Interactie van snijsnelheid en invoersnelheid
Tijdens de bewerking drukt het snijgereedschap het werkstukoppervlak samen en verwijdert een dunne laag materiaal in de vorm van een spaan. De relatieve snelheid tussen het werkstuk en de frees is gewenst om de vereiste drukkracht over te brengen. De primaire relatieve snelheid werd geproduceerd door de snijsnelheid, wat helpt bij het bedenken van de materiaalverwijdering.
Om het materiaal voor te stellen dat van het totale werkstukoppervlak wordt verwijderd, moet een andere synchrone beweging, bekend als aanvoerbeweging, worden geleverd aan de frees of het werkstuk (anders voor verschillende freesbewerkingen) langs de beoogde richting. Deze gelijktijdige acties van voedingssnelheid en snijsnelheid samen met de voedingsbeweging zullen voldoen aan de basisvereisten van bewerking.
Conclusie
De snelheden en voedingen zijn nodig om de verschillende onderdelen van de CNC-bewerkingsparameters, zoals standtijd, energieverbruik, tijd en ruwheid, te optimaliseren. Het samenspel van snijsnelheid en voedingssnelheid is van groot voordeel voor de productie van CNC-gefreesde onderdelen. Dus om de snelheden en voedingen te bepalen, moeten de ingenieurs en machinisten ze volledig begrijpen.
Bij WayKen zijn onze ervaren ingenieurs en machinisten beschikbaar om te voldoen aan verschillende bewerkingsbehoeften om ervoor te zorgen dat de onderdelen en producten die u nodig hebt, worden geproduceerd. Als u zich zorgen maakt over snijsnelheden en voedingssnelheden in uw CNC-gefreesde onderdelen, neem dan vandaag nog contact met ons op. U krijgt altijd het best bewerkte onderdeel dat u verwacht.
Veelgestelde vragen
Zijn snijsnelheid en invoersnelheid hetzelfde?
Nee, snijsnelheid en voedingssnelheid zijn niet hetzelfde. Snijsnelheid is de snelheid waarmee het snijgereedschap door het te snijden materiaal beweegt. Aanvoersnelheid is de snelheid waarmee het te snijden materiaal langs het snijgereedschap beweegt.
Wat betekent SFM bij machinale bewerking?
SFM, ook wel oppervlaktesnelheid genoemd, staat voor Surface Feet per Minute en is een veelgebruikte maat voor de snijsnelheid bij bewerking. Het vertegenwoordigt het aantal voet dat een gereedschap in één minuut over een werkstuk kan verplaatsen. Hoe hoger de SFM, hoe hoger de snijsnelheid.
Waarom moeten de ingenieurs en machinisten rekening houden met de snijsnelheden en voedingssnelheden tijdens CNC-bewerking?
De ingenieurs en machinisten moeten rekening houden met de snijsnelheden en voedingssnelheden tijdens CNC-bewerking, omdat dit rechtstreeks van invloed is op de kwaliteit van het eindproduct. Als de snijsnelheid te laag is, wordt het materiaal niet netjes gesneden en bestaat het risico op bramen of andere onvolkomenheden.
CNC machine
- De basisinformatie over CNC-aanvoersnelheid en snelheid die u niet mag missen
- Wat is de as waarnaar wordt verwezen voor CNC-bewerking?
- Wat is het verschil tussen AU en OEE?
- Wat zijn de toepassingen van CNC-machines
- Wat is zaagsnelheid, voeding en snedediepte?
- Wat is het verschil tussen CNC en VMC?
- De voordelen en toepassingen van CNC-bewerking begrijpen
- CNC-geschiedenis:het ontstaan en de evolutie van CNC-bewerkingen
- CNC versus 3D-printen:wat is het verschil?
- Aanvoersnelheid versus snijsnelheid:begrijp het verschil
- Snijsnelheid, diepte en invoersnelheid van op maat gemaakte CNC-bewerkte onderdelen