


Hoe de bewerkingsprocesroutes te ontwikkelen?
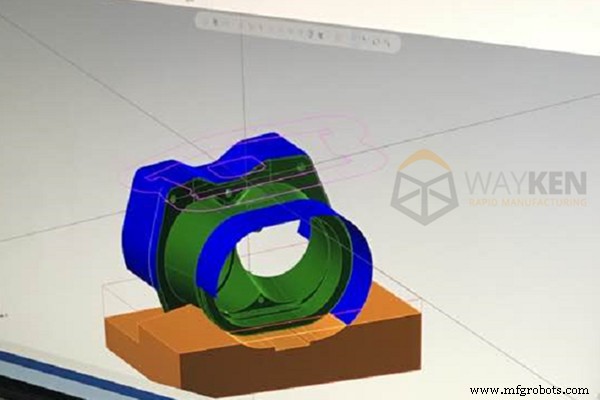
Als fabrikant van prototypebewerking hebben we geavanceerde CNC-apparatuur en zijn we erg goed in het bewerken van werkstukken met complexere structuren. Voordat het werkstuk op de machine wordt geplaatst, simuleert de monteur meestal het traject van het bewerkingsproces en de principes waarnaar wordt verwezen zijn als volgt.
de principes van routeverwijzing naar bewerkingsproces
1.Referentieoppervlak eerste verwerking
Onderdelen in het proces, als positioneringsreferentieoppervlak, moeten eerst worden bewerkt om zo snel mogelijk een benchmark te bieden voor de volgende processen.
2.Verwerkingsfasen verdelen
Oppervlakken met hoge eisen aan de verwerkingskwaliteit zijn onderverdeeld in verwerkingsfasen, over het algemeen kunnen ze worden onderverdeeld in voorbewerken, semi-nabewerken en afwerken in drie fasen. Het doel is voornamelijk om de kwaliteit van de verwerking vast te stellen; Het is bevorderlijk voor een rationeel gebruik van apparatuur; Het biedt gemak bij de opstelling van het warmtebehandelingsproces; en vergemakkelijkt de tijdige opsporing van defecten in de grondstof, enz.
3.Eerste oppervlak na het gat
Voor de behuizingsdelen, beugels en drijfstangen en andere onderdelen, moeten eerst vlakke oppervlakken worden bewerkt voordat gaten worden gemaakt. Dit kan met de platte oppervlakken worden gepositioneerd om het gat te verwerken, om de positionele nauwkeurigheid van het platte oppervlak en het gat vast te stellen en om het verwerken van het gat op het platte oppervlak gemakkelijker te maken.
4.Het afwerkingsproces moet in de laatste fase worden geregeld
Het afwerkingsproces van de hoofdoppervlakken, zoals slijpen, honen, fijnslijpen, walsverwerking en andere afwerkingsprocessen, moet in de laatste fase van het bewerkingsproces worden geplaatst. Wanneer de oppervlakteruwheid van het werkstuk na bewerking lager is dan Ra 0,8, kan een lichte botsing het oppervlak beschadigen. Direct contact met het werkstuk met de hand of andere onderdelen na het afwerkingsproces is normaal gesproken niet toegestaan om schade aan het oppervlak door overdracht tussen processen en montage tussen werkstukken te voorkomen.
Nadat u de algemene situatie van de bewerking van het bewerkingsproces hebt geïntroduceerd, voert u de volgende principes in wanneer u bepaalde specifieke situaties tegenkomt.
Dingen waarmee u rekening moet houden bij het ontwikkelen van een bewerkingsprocesroute
1.Voorbewerken en afwerken afzonderlijk
Omdat het werkstuk in ruwe bewerking, het snijvolume van het snijgereedschap erg groot is. Het werkstuk zal worden onderworpen aan grote snij- en klemkrachten, het oppervlak van het werkstuk zal veel warmte genereren en zo het oppervlak van de meer significante bewerkingsharding veroorzaken fenomeen, dan zal er een grote interne spanning van het werkstuk zijn. Als voorbewerken en nabewerken continu worden uitgevoerd, worden de interne spanningen van het voltooide onderdeel herverdeeld, waardoor de maatnauwkeurigheid van het werkstuk de limieten overschrijdt. Voor sommige onderdelen met hoge precisie-eisen wordt meestal een gloei- of verouderingsproces bij lage temperatuur uitgevoerd na de ruwe bewerking en vóór de afwerking, om de interne spanning van de onderdelen te elimineren.
2.Een redelijke selectie van apparatuur
Voorbewerken is voornamelijk om de bewerkingstoegift van het werkstuk af te snijden, en de vereiste voor bewerkingsnauwkeurigheid is niet erg hoog, dus voorbewerken moet in de werktuigmachine zijn dat het vermogen hoog is en de nauwkeurigheid niet te hoog is. Afwerkingsproces vereist een hoge precisie van werktuigmachines. Ruwe bewerking en fijne bewerking zijn gerangschikt in bewerkingsmachines met verschillende precisie voor verwerking, die niet alleen de capaciteit van apparatuur volledig kunnen benutten, maar ook de levensduur van precisiebewerkingsmachines verlengen.
3.Het warmtebehandelingsproces is vaak geregeld
De opstelling van de locatie van de warmtebehandelingsprocessen kan als volgt worden aangeduid:(1) Gloeien, normaliseren, temperen voor machinale bewerking kan de snijprestaties van het metaal verbeteren;
(2) Verouderingsbehandeling, ontlaten na ruwe bewerking kan de interne spanning van het werkstuk en vóór afwerking elimineren;
(3) Carbureren, afschrikken, temperen na machinale bewerking kan de mechanische eigenschappen van het onderdeel verbeteren. Als het werkstuk na een warmtebehandeling een zeer grote vervorming heeft, moet er vervolgens nog een laatste bewerkingsproces worden geregeld.
Samenvatting
Bij het ontwikkelen van het bewerkingsproces van de onderdelen, vanwege de verschillende soorten productie van onderdelen, zijn er zeer verschillende methoden die worden gebruikt om werktuigmachines en apparatuur, klemmen en meters, blanks en technische vereisten voor werknemers toe te voegen.
CNC machine
- Hoe het CMC-proces werkt
- Hoe spaanafvoer bij machinale bewerking is als het maaien van het gazon
- Weet hoe u de efficiëntie van CNC-bewerkingen kunt maximaliseren
- Hoe heeft CAD-CAM een revolutie teweeggebracht in de CNC-verspanende industrie?
- Hoe wordt CNC-bewerking gebruikt in de elektronica-industrie?
- Hoe kan de procesindustrie Industrie 4.0 implementeren?
- Kunststofbewerkingsproces:hoe werkt het?
- Het verschil tussen conventioneel en niet-conventioneel bewerkingsproces
- Het draaiproces bij CNC-bewerking begrijpen
- Een overzicht van het kunststofbewerkingsproces
- Hoe de beste materialen voor CNC-bewerking te selecteren?