


Pistoolgraveren met een CNC-freesmachine – 3 markeeropties onderzocht

De ATF schrijft voor dat serienummers van vuurwapens op een pistoolframe of ontvanger worden gegraveerd, gegoten of gestempeld op een manier die niet kan worden uitgewist. De huidige vereiste graveerdiepte voor een pistoolserienummer is 0,003” in een afdrukformaat niet kleiner dan 1/16 inch. Andere pistoolmarkeringen zoals modelnummer, kaliber of meter, logo, naam van de fabrikant en land van herkomst moeten ook op het pistool worden gegraveerd op een diepte van 0,003”. Omdat geen twee pistolen hetzelfde serienummer kunnen dragen, zijn gelicentieerde wapenfabrikanten verplicht om elk geproduceerd wapen te registreren en te volgen en daarom alle wapenmarkering of wapengravure die in hun fabriek wordt uitgevoerd, evenals de locatie van gegraveerde wapenonderdelen. In deze blog worden 3 verschillende technieken voor het markeren van wapens besproken, evenals de functies die de kwaliteitscontrole ten goede komen.
1) Rollmarkeerpistolen
Laten we beginnen met rolmarkering. Wat dit proces betreft, is het bijna niet relevant of het in staat is om de vereiste diepte van pistoolmarkering te bereiken (en dat kan). Dat komt omdat de kwaliteit van de markering naar mijn mening gewoon niet is wat ik zou willen op een pistool dat ik voor honderden of duizenden dollars heb gekocht. In het geval van pistoolmarkering of serialisatie, maakt het rolmarkeringsproces gebruik van een ronde matrijs met scherpe alfanumerieke tekens die over het pistoolgedeelte worden gerold, waardoor het serienummer in het pistool wordt gedrukt, waarbij metaal wordt samengedrukt en verplaatst om een afdruk te maken. Het is een feit dat deze markeringen niet helder en schoon zijn omdat de randen van elk teken restanten of "herschikking" bevatten van het metaal dat van de impressie is verplaatst.
2) Lasermarkeerpistolen
Lasermachines produceren daarentegen geweermarkeringen van behoorlijke kwaliteit. Het nadeel van laser is diepte. De door de ATF verplichte graveerdiepte van 0,003 inch verlegt de grenzen van lasertechnologie. Dat komt omdat hoe dieper de "snede" hoe meer het licht begint te buigen. Dit is vergelijkbaar met uitloop in de verspanende wereld en de resultaten zijn voor veel wapenfabrikanten onbevredigend.
3) Graveerpistolen met een hogesnelheidsfreesmachine
Smith &Wesson gebruikt bijvoorbeeld een snel bewerkingscentrum om verder te gaan dan de ATF-richtlijnen voor graveerpistolen zoals de M&P op een diepte van 0,005”. Deze praktijk positioneert Smith &Wesson voor de toekomst in het geval dat de ATF strengere eisen stelt aan de diepte van het serienummer van het kanon.

Het graveren van pistoolserienummers en branding zoals logo's met een snelle CNC-freesmachine (of bewerkingscentrum) produceert scherpe, schone randen op een diepte die voldoet aan de ATF-vereisten. Zoals hierboven vermeld, kan hoogwaardige pistoolmarkering zelfs worden gefreesd op diepten die deze vereisten overschrijden. Bovendien bieden bewerkingscentra zoals DATRON hogesnelheidsfreesmachines geïntegreerde functies en robuuste functionaliteit waarvan wapenfabrikanten profiteren met betrekking tot snelheid (cyclustijd), kwaliteit, minder afval, lean manufacturing en onderdeelregistratie en -tracking. Met behulp van Smith &Wesson's M&P-lijn van pistolen als voorbeeld, hier is hoe het werkt. Deze lijn vereist gravure op 3 verschillende pistoolschuiven die voor verschillende modellen worden gebruikt. Aangezien deze schuiven voor verschillende kalibers worden gebruikt, zijn er tot 7 variaties mogelijk. Smith &Wesson past lean manufacturing toe met behulp van "single unit pull" - zodat de benodigde onderdelen worden gegraveerd wanneer bestellingen worden ontvangen.

Met de taster van DATRON die wordt gebruikt voor onderdeelreferentie en identificatie, selecteert een operator eenvoudig de juiste schuif en plaatst deze in de hogesnelheidsfreesmachine - en bevestigt deze in een roterende indexer die wordt gebruikt om het onderdeel en de onderdeelbevestiging te roteren om beide zijden te graveren. De taster scant vervolgens de slede en bepaalt de onderdeeldefinitie (onderdeeltype) en trekt het juiste subprogramma om specifieke markeringen en onderdeelnummers te graveren. Op deze manier produceert de DATRON-machine, zelfs in het ergste geval, wanneer een operator de verkeerde blank opzet, nog steeds een bruikbaar pistoolonderdeel van hoge kwaliteit. De meting die is verkregen via de eerste sondering dient ook als de eerste stap bij het handhaven van een consistente graveerdiepte van 0,005 inch. De topografische gegevens van het oppervlak van elk pistoolschuifje worden ingevoerd in de besturingssoftware die automatisch eventuele oppervlakte-onregelmatigheden compenseert voordat het graveren begint. Met deze technologie kan ook een gelijkmatige diepte van de gravure worden behouden op gebogen of afgeronde wapenonderdelen zoals geweerlopen.
Zodra een pistoolonderdeel is gegraveerd, kan het DATRON-bewerkingscentrum de informatie opnemen in de database van de fabrikant. Met behulp van een Dynamic Link Library (DLL) die is aangepast en gekoppeld aan het IT-systeem van de fabrikant, worden geautomatiseerde rapporten verzonden vanaf de CNC-machine om te zorgen voor goede productiedocumentatie voor trackingdoeleinden. Dit elimineert ook het risico van duplicatie van serienummers. Samenvatting van het graveerproces voor vuurwapens:
- Het onderdeel komt de machine binnen, de machine controleert automatisch welk onderdeel er is en zoekt naar oppervlakteafwijkingen
- Machinebesturing selecteert programma voor dat onderdeel en oppervlaktevariantie wordt gecompenseerd in bewerkingsgegevens
- Het juiste volgnummer, logo's en andere pistoolmarkeringen zijn gegraveerd
- Consistente diepte blijft behouden … zelfs op ronde oppervlakken
- Machine controleert of het serienummer aanwezig is en even diep is voordat een onderdeel wordt verwijderd
- De productie van onderdelen wordt geregistreerd en bijgehouden in de database
Voorbeelden van pistoolgravure met een CNC-freesmachine:
Voor de meeste wapenbezitters is de aankoop van een wapen een beslissing die wat onderzoek en controle verdient met betrekking tot kwaliteit en prestaties. Dit wetende, investeren wapenfabrikanten ongelooflijke hoeveelheden geld om hun merk te promoten. Het woord "merk" is afgeleid van de branding of markering op het product zelf. Het is dus niet meer dan logisch dat wapenfabrikanten willen dat hun logo of "merk" in zijn beste vorm op het wapen verschijnt om kwaliteit over te brengen. Met andere woorden, esthetiek telt. De onderstaande voorbeelden tonen de haarscherpe kwaliteit van pistoollogo's die zijn gegraveerd met een snelle CNC-freesmachine met een spil van 40.000 - 60.000 RPM.
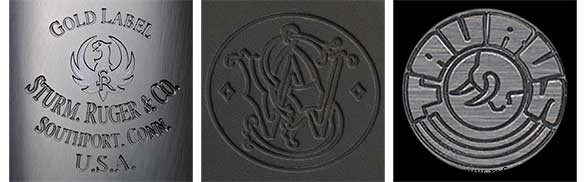
Zoals overal in deze blog vermeld, wordt de diepte van de serienummers van wapens gereguleerd door de ATF, en daarom gaat de kwaliteit van de markering van serienummers niet zozeer om esthetiek, maar om het voldoen aan overheidsmandaten. Hoge snelheid CNC-freesmachines bieden de grootste nauwkeurigheid en diepte van graveren, zoals geïllustreerd door de onderstaande voorbeelden.

Aangezien de ATF consistent is in hun specificatie voor een graveerdiepte van 0,003 inch op andere wapenmarkeringen, zoals de plaats van herkomst (locatie van de fabrikant), kaliber, meter en modelnummer, willen wapenfabrikanten logischerwijs alle gravures consolideren in één enkel proces om tijd en geld besparen. De Smith &Wesson M&P pistoolplaten hieronder werden gegraveerd op een DATRON hogesnelheidsfreesmachine uitgerust met een roterende indexer die werd gebruikt om het onderdeel om te draaien, zodat beide zijden in een enkele opstelling konden worden gegraveerd. Deze automatisering elimineert tussenkomst van de operator die gepaard gaat met handmatige instelling voor het graveren aan elke kant van het pistool.

CNC machine
- Frezen – Een beknopte handleiding
- Waarom de 1325 CNC-graveermachine zo populair wordt
- 1325 Multi 8 spindels CNC-machine met roterend apparaat
- CNC-bewerkingscentrum, graveerbewerking en CNC-graveer- en freesmachine besproken
- Wat kunt u maken met een CNC-machine?
- CNC-freesmachine versus CNC-router
- Verschillen in CNC-frees- en handmatige freesmachine
- CNC verticale molen
- Wat is een verticale cnc-machine?
- CNC frees nodig?
- CNC frezen Draaien, tijd is geld