


Het CNC-bewegingscontrolesysteem vereenvoudigd
Ik werd onlangs gevraagd om het motion control-systeem, dat wordt gebruikt in CNC-bewerkingsmachines, uit te leggen aan iemand in mijn familie. Toen ik me realiseerde dat deze persoon helemaal geen achtergrond in productie had - en zeker geen ervaring had met zoiets ingewikkelds en technischs - moest ik mijn uitleg relateren aan iets gewoons en eenvoudigs, zodat ze de analogie gemakkelijk konden visualiseren ... zoals autorijden een auto.

Hoewel dit onderwerp van nature erg ingewikkeld en technisch is, denk ik dat deze analogie het onderwerp redelijk goed vereenvoudigt, maar toch mensen die geïnteresseerd zijn een adequaat basisbegrip biedt van wat er gebeurt. Het is duidelijk dat zo'n geavanceerd technologisch onderwerp het grootste deel van een heel semester op de universiteit zou kunnen duren om een grondig begrip te krijgen, maar voor ons eenvoudige mensen denk ik dat de rij-analogie prima zal werken. Maar voordat we beginnen, moeten we eerst de basis leggen. Je moet de basis begrijpen van hoe een commando dat in onze hersenen begint, door de CNC-besturing gaat en zich uiteindelijk manifesteert als een beweging van een van de lineaire assen van de machine.
Laten we ons onderdeelprogramma (conversatie of G-code) zien als niets meer dan een lijst met opdrachten. Die commando's worden georganiseerd door de CNC-besturing en gerangschikt in verschillende categorieën voor elk van de individuele assen van de machine - en vervolgens doorgegeven aan de overeenkomstige as. Zodra de opdracht is ontvangen door de servoaandrijving voor een bepaalde as, wordt die opdracht opgesplitst in een eenvoudige spanningsvereiste die nodig is om de as te bewegen zoals bevolen door de opdracht - en die spanning wordt vervolgens toegepast op de motor ... waardoor de motor draaien, waardoor de as in beweging komt. Terwijl de as beweegt, wordt de huidige positie continu bewaakt door een encoder die op het uiteinde van de motor is gemonteerd, of een glazen schaal die langs de lengte van de as is gemonteerd. Dit bewakingsapparaat geeft feedback aan de servoaandrijving, zodat indien nodig wijzigingen in de spanningscommando's kunnen worden aangebracht ... meer spanning betekent dat de motor sneller draait en de as inhaalt als hij achterblijft; en minder spanning betekent dat de motor langzamer draait, waardoor de as wordt vertraagd als deze te ver voor de opgedragen beweging begint te lopen.
Laten we nu, met dat uit de weg, onze rij-analogie toepassen. Allereerst hebben we enkele commando's nodig om te volgen... laten we zeggen dat de route waarin we naar onze eindbestemming zullen reizen ons snijgereedschapspad is, en de snelheidslimietborden langs de weg zullen fungeren als onze bevolen voedingssnelheid. Je hersenen zijn de CNC-besturing, je spieren zullen fungeren als de servoaandrijvingen en je ledematen kunnen de servomotoren zijn die je assen besturen. We zullen onze ogen en de snelheidsmeter gebruiken voor feedback. Omdat niets in het leven perfect of exact kan zijn, moeten we rekening houden met een acceptabele tolerantie voor onze bevolen posities ... dus laten we zeggen dat de hele breedte van de weg onze positioneringstolerantie is, en zolang we op het asfalt blijven, zullen we zijn goed om te gaan!
In deze eerste analogie stel je jezelf voor dat je geparkeerd staat op een verlaten snelweg, in het midden van nergens, en de weg is zo recht als een pijl voor je aangelegd. U heeft het bevel gekregen om een afstand van een mijl af te leggen, waarbij u de dubbele gele lijn in het midden van de weg volgt, en de maximumsnelheid voor deze weg is 160 km/u. Om te beginnen vertellen je hersenen de spieren in je voet om druk uit te oefenen op het gaspedaal en de auto begint te rijden. Om de gele lijn te volgen, zullen uw hersenen de visuele feedback van uw ogen gebruiken om de spieren in uw armen te controleren en het voertuig in een rechte lijn te laten rijden - en afhankelijk van de feedback die wordt ontvangen van de snelheidsmeter, zullen uw hersenen ook moeten bedien de spieren in uw enkels om de druk op het gaspedaal te verhogen of te verlagen om de voorgeschreven snelheid van 100 mph te behouden. Positietolerantie is hier echt geen probleem. Oké, ik realiseer me dat het extreem vereenvoudigd was, maar nu je ziet hoe mijn rij-analogie kan worden toegepast, kunnen we een stap of twee verder gaan.
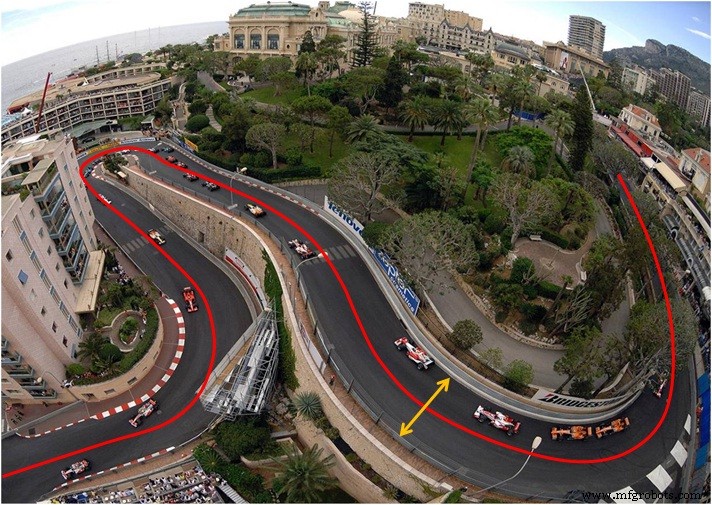
Gebruikmakend van dezelfde commando's als hierboven (volgens de dubbele gele lijn voor een mijl, met een snelheid van 100 mph, en de volledige breedte van de weg gebruiken als onze acceptabele tolerantie) laten we doorgaan naar analogie nummer twee...we zitten in het midden van het laatste stukje rechte weg dat we de komende mijl zullen tegenkomen. De weg die voor ons ligt is winderig en heuvelachtig, en het werken binnen onze opgelegde beperkingen zal deze keer een beetje uitdagender zijn. We versnellen tot onze bevolen snelheid van 100 mph, maar worden snel gepresenteerd met ons eerste obstakel ... een volledige bocht van 90 graden naar rechts. We realiseren ons dat we deze bocht niet met succes kunnen navigeren en toch onze huidige snelheid kunnen behouden, we moeten onze snelheid verminderen. We moeten een soepel traject door de bocht vinden waarmee we een snelheid kunnen aanhouden die zo dicht mogelijk bij onze bevolen snelheid ligt, maar die er niet voor zorgt dat we van de weg raken. Als reactie op de feedback die we ontvangen van onze visuele apparaten, sturen onze hersenen de commando's om de nodige bewegingen te regelen en passen onze snelheid en het trajectpad aan om de bocht met succes te navigeren.
Dan, bijna onmiddellijk, worden we geconfronteerd met een nog uitdagender obstakel ... een "S" -curve, met een klim omhoog in de eerste helft en een afdaling in de tweede helft. Hoewel deze situatie net zo zou worden afgehandeld als de eenvoudige bocht van 90 graden hierboven - onze snelheid en baan regelen voor het soepelste en snelst mogelijke pad, terwijl we het toch veilig op de weg houden - moeten we nu ook reageren op de hoogteverschillen ... de druk op het gaspedaal verhogen tijdens het beklimmen van het eerste deel van de bocht, maar die druk verminderen en indien nodig remmen op het laatste deel, zodat we onze voorgeschreven snelheid van 100 mph niet overschrijden wanneer de zwaartekracht het overneemt. Deze actie en reactie zullen doorgaan voor elk obstakel dat we tegenkomen totdat we de eindbestemming hebben bereikt ... het einde van het programma!
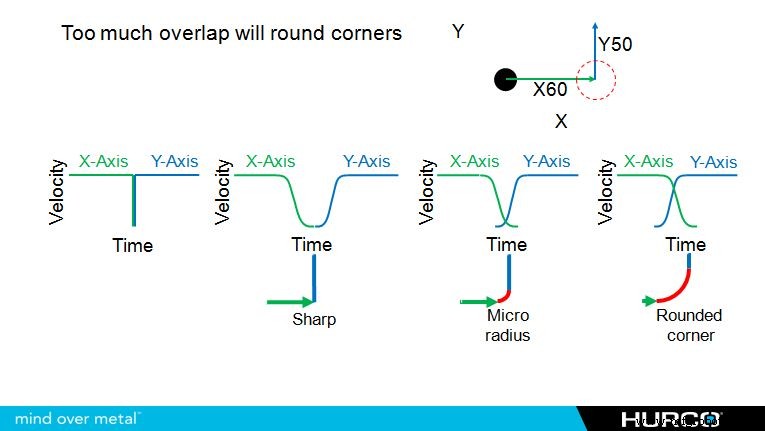
Als we het hebben over bewegingsbesturing, moeten we ook iets hebben dat 'blok vooruitkijken' wordt genoemd, wat meestal wordt gemeten aan het aantal blokken dat de besturing van tevoren kan verwerken - waardoor de besturing zich beter kan voorbereiden op opkomende obstakels. In onze rij-analogie kan blok-vooruitblik worden geïllustreerd als een LCD-scherm, gemonteerd in het dashboard dat ons een kaart van de baan zou geven, dus we zouden in staat kunnen zijn om het traject op ons huidige obstakel te veranderen, zodat we zullen zijn in een betere positie om een toekomstige hindernis vlot uit te voeren. Het is duidelijk dat hoe ingewikkelder het gereedschapspad van de snijplotter wordt, des te meer vooruitziende blikken nodig kunnen zijn om de soepelste en snelste route naar de finishlijn te behouden. Hoewel elke bouwer van gereedschapsmachines een manier heeft om de vooruitblik op blokken op dezelfde manier aan te pakken, zijn sommige daar effectiever in dan andere.
Hurco's WinMax-besturing heeft iets dat UltiMotion wordt genoemd ... een gepatenteerd, op software gebaseerd bewegingscontrolesysteem dat een variabele blok vooruitblik biedt; waardoor de besturing indien nodig tot 10.000 blokken in de toekomst kan zien, en een vermindering van de cyclustijd tot 30% kan opleveren - vooral op de meer gecompliceerde toolpaden waar meer vooruitzien nodig is. Het is duidelijk dat op de eenvoudigere snijpaden – zoals die in onze eerste twee analogieën hierboven – de besturing veel minder vooruitziendheid nodig heeft dan in het laatste scenario... dingen. Besturingselementen die niet over deze unieke mogelijkheid beschikken om zich aan te passen aan de huidige behoeften van de besturing, kunnen geen van het beschikbare RAM-geheugen voor de besturing opnieuw gebruiken en kunnen niet profiteren van dit soort variabiliteit.

CNC machine
- De beste CNC-merken
- Intro van SIEMENS 808D-besturingssysteem van CNC-routers
- Een klant uit Egypte kwam naar onze fabriek om de CNC-machine te zien
- Klant uit het Middellandse Zeegebied studeerde CNC-router in de fabriek
- Klanten helemaal van Noorwegen tot onze CNC-routerfabriek
- Getuigenissen voor onze CNC-router
- Diensten voor CNC-prototyping
- CNC-bewerking in de auto-industrie
- Kwaliteitscontrole bij CNC-bewerkingen
- De kosten van CNC-bewerking
- De basisprincipes van kwaliteitscontrole en inspectie bij CNC-bewerkingen