


Hurco WinMax-besturingsverbeteringen en over het hoofd geziene functies
Er zijn de afgelopen maanden en jaren een aantal verbeteringen aan de Hurco WinMax-besturing doorgevoerd die we nooit echt met onze klanten kunnen delen. De Hurco-besturing is zo gebruiksvriendelijk en gemakkelijk zelf aan te leren dat er vaak functies over het hoofd worden gezien die buitengewoon nuttig en zeer krachtig zouden kunnen zijn als operators hiervan op de hoogte waren. Ik dacht dat dit een geweldig onderwerp zou zijn voor een blogartikel om onze gebruikers te helpen deze functies te vinden en te begrijpen als ze er niet eerder van op de hoogte waren.
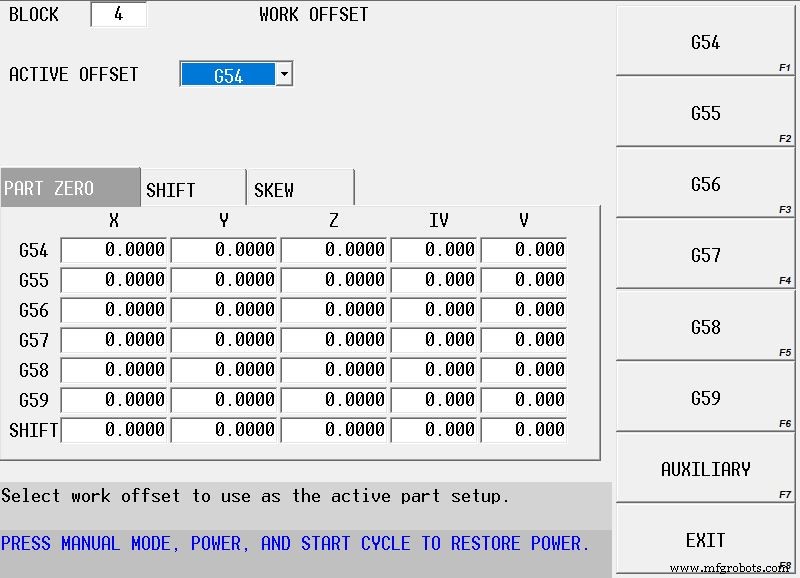
Werkverschuivingen gebruiken in gespreksprogramma's (G54-G59, 93 hulpverschuivingen):
Er zijn vaak momenten waarop er moet worden gewisseld tussen verschillende instellingen op de machine, bijvoorbeeld wanneer u meerdere bewerkingen hebt ingesteld in verschillende bankschroeven op de tafel. Voorheen moest de operator elke keer dat hij naar een andere setup-coördinaat wilde overschakelen een Change Part Setup in het programma invoeren en een andere om terug te schakelen. Dit is problematisch omdat, als een kleine verschuiving nodig is, bijvoorbeeld in de X-as, de operator ELKE ENKELE Wijzigingsonderdeel-instelling in het programma zou moeten lokaliseren dat naar die specifieke locatie verwijst en de wijziging zou moeten aanbrengen... die gemakkelijk tientallen kunnen zijn plaatsen in het programma. Door de functie Work Offsets te gebruiken, kan de wijziging echter op één enkele locatie worden aangebracht (G55 bijvoorbeeld) en overal waar die specifieke work-offset wordt genoemd, wordt de wijziging gebruikt.
Het blok Werkoffset bevindt zich in de sectie Conversatieprogrammering onder het tabblad Diversen (Diversen, Meer>, Werkoffset).
Tabblad Voorraadtoeslag:
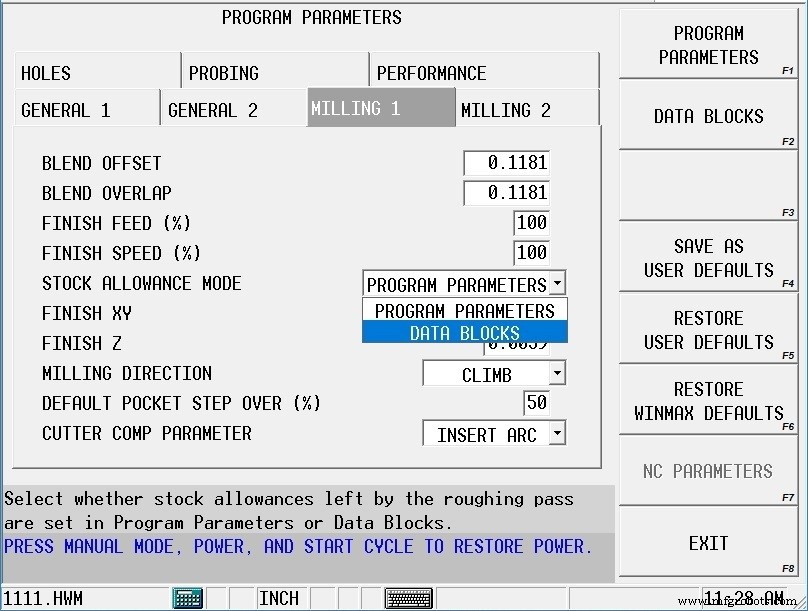
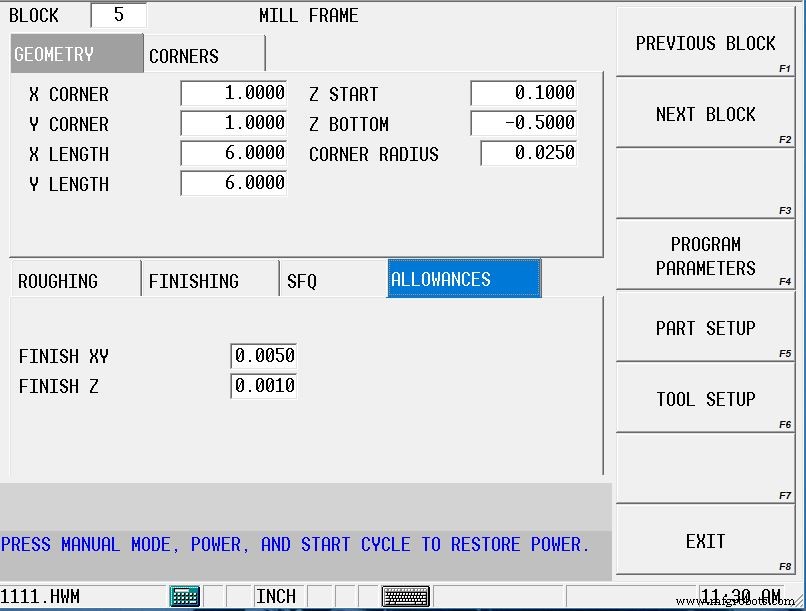
Historisch gezien was op de Hurco-besturing de hoeveelheid resterende voorraad voor afwerkingstoeslag een globale instelling die zich in de programmaparameters voor een bepaald gespreksprogramma bevond. De uitdaging met deze "algemene" instelling wordt duidelijk wanneer je de hoeveelheid voorraad die over is voor een bepaald blok moet veranderen, of als je grind-voorraad op een functie wilt laten staan voordat de warmtebehandeling plaatsvindt - wat zou betekenen dat je zou moeten liegen tegen de diameter van het gereedschap of de grootte van het element. Door het tabblad Voorraadtoelage in de programmaparameters in te schakelen, kunnen beide uitdagingen echter gemakkelijk worden aangepakt.
Met het tabblad Voorraadtoeslag actief, kunt u de hoeveelheid materiaal die overblijft voor de finish in elk gespreksblok van het programma onafhankelijk instellen; en om de noodzaak te verlichten om tegen de besturing te liegen bij het verlaten van de maalvoorraad, wordt de toeslagvoorraad NIET verwijderd als u geen afwerkgereedschap programmeert. Dit kan ook handig zijn bij het ontlasten van een onderdeel tijdens de bewerking. Laat het papier nu gewoon staan, kopieer en plak het blok later in het programma op een andere plaats en verwijder vervolgens de toegestane waarden.
Om de instelling te wijzigen zodat de besturing het gebruik van het tabblad Voorraadtoeslag mogelijk maakt, gaat u naar Programmaparameters, selecteert u het tabblad Frezen 1 bovenaan de pagina en stelt u de Stocktoeslagmodus in op DATA BLOCK. Vergeet niet om deze instelling op te slaan als GEBRUIKERSSTANDAARD als u wilt dat dit de nieuwe standaardinstelling wordt voor toekomstige gespreksprogramma's.
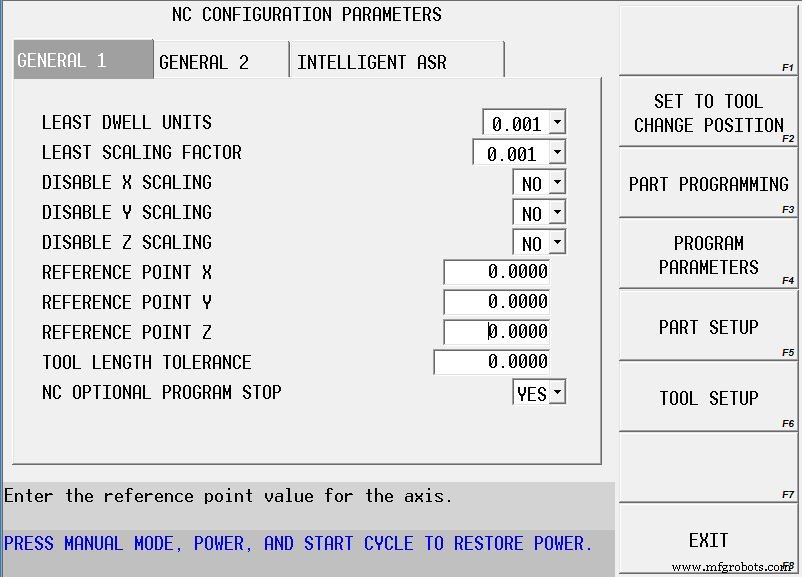
Een referentieretourpositie instellen voor NC-programma's (G28):
In veel NC-programma's is het gebruik van de referentie-retourpositie G91 G28 XYZ heel gebruikelijk. Als standaardinstelling stuurt deze code de machine naar de startpositie voor elke as. Hurco heeft echter een instelling in de NC-parameters gegeven waarmee de gebruiker kan aangeven waar de machine moet rijden wanneer het G28-commando wordt uitgevoerd.
Als een NC-programma actief is, selecteert u PROGRAM PARAMETERS in het INPUT-scherm, selecteert u de NC PARAMETERS-softkey, selecteert u de NC CONFIGURATION PARAMETERS-softkey en stelt u de gewenste locatie in voor X-, Y- en Z-referentieretourpunten.
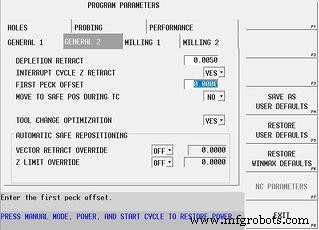
Eerste Peck Offset:
Elk gespreksprogrammeerblok heeft zowel een Z START- als een Z BOTTOM-veld voor het aanduiden van het snelle punt en de uiteindelijke diepte van een functie in de Z-asrichting. Deze blokken hebben ook een PECK DEPTH-veld. Soms, afhankelijk van de waarden, zal het gereedschap veel lucht snijden tijdens het pikken voordat het daadwerkelijk in contact komt met materiaal. De programmaparameterinstelling voor EERSTE PECK OFFSET kan deze verspilde tijd helpen verlichten.
Als u bijvoorbeeld een Z START van .100” en een pikdiepte van .025” invoert, begint de besturing te pikken op een locatie van .100” boven het onderdeel... daarom duurt het 5 volledige pikken voordat het gereedschap daadwerkelijk begint te pikken materiaal verwijderen. Door de FIRST PECK OFFSET-parameter in te stellen op een waarde van .100” zal de besturing het gereedschap dwingen om op de Z START-locatie te positioneren, de hoeveelheid van de EERSTE PECK-OFFSET te compenseren of te verlagen en vanaf die nieuwe locatie te beginnen met pikken. In ons voorbeeld hierboven zou materiaal bij de allereerste keer worden verwijderd en daarmee alle tijdverspilling worden geëlimineerd. Deze parameter is te vinden op het tabblad ALGEMEEN 2 van de programmaparameters.
Asaanduidingen weergeven in plaats van IV &V met standaard universele roterende instelling:
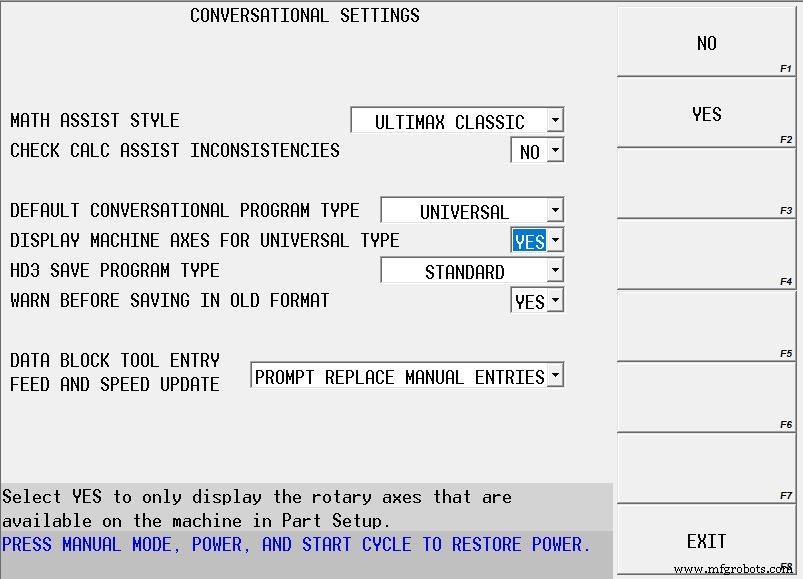
Wanneer u een nieuw conversatieprogramma maakt, is de standaardinstelling voor het programmatype UNIVERSAL ROTARY... wat zeker de instelling is die we om vele redenen graag zouden willen gebruiken. Als het programmatype echter is ingesteld op Universal Rotary, zal het scherm voor het instellen van het onderdeel X, Y, Z, IV en V weergeven als de assen voor de machine... ongeacht het machinetype. Op 5-assige machines kan dit verwarrend zijn omdat het niet de werkelijke assen van de machine weergeeft, en op 3-assige machines is het verwarrend omdat er geen 4 de is of 5 de as beschikbaar.
Om dit gedrag te veranderen, moeten we een van de instellingen voor gebruikersvoorkeuren wijzigen. Druk op de AUXILIARY-knop op het bedieningspaneel, selecteer het UTILITY SCREEN-pictogram in het pop-upmenu, selecteer de USER PREFERENCES-softkey op het scherm, selecteer CONVERSATIONAL SETTINGS en stel DISPLAY MACHINE AXES FOR UNIVERSAL TYPE in op de waarde JA.
Voor 4- en 5-assige machines zorgt dit ervoor dat de besturing de werkelijke A-, B- of C-aanduiding voor de assen weergeeft, en voor 3-assige machines zal het de weergave van de extra assen helemaal elimineren. Dit verandert NIET de manier waarop bestaande programma's zich gedragen en er hoeven geen wijzigingen in de programmering te worden gevolgd voor toekomstige programma's. Dit zal de weergave alleen maar vereenvoudigen.
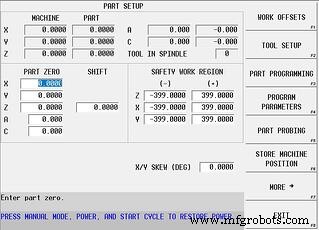
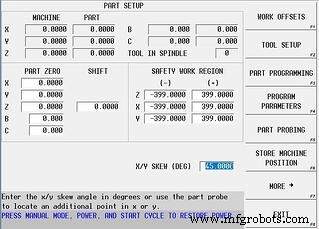
X/Y SKEW (DEG)-veld gebruiken op het scherm Part Setup:
Door een waarde in te voeren in het daarvoor bestemde veld op het scherm Part Setup, kan een heel programma voor elk gewenst doel worden vertekend. Bijvoorbeeld:als het programma normaal in een niet-geroteerde richting wordt bewerkt, maar het onderdeel moet in een hoek van 45 graden op de machine worden geplaatst om het in onze opstelling te laten passen, dan kan een waarde van 45 graden worden ingevoerd in het voorziene veld en het hele programma worden uitgevoerd in de geroteerde richting.
Hoewel het beoogde doel van dit veld was om een onderdeel op scheefheid te onderzoeken, is het erg handig gebleken voor handmatige invoer van waarden om redenen zoals die in ons voorbeeld hierboven.
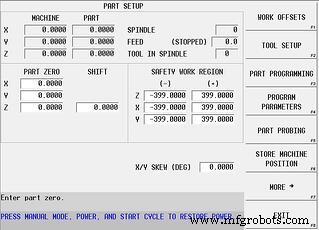
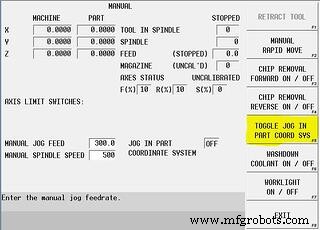
Jog langs het huidige (actieve) werkcoördinatensysteem:
Net als bij het gebruik van de hierboven genoemde SKEW-hoek voor het programmeren, zijn er ook momenten waarop u de machine mogelijk ook handmatig langs de scheve (actieve) werkcoördinaat moet joggen. Om dit te doen, hoeft u alleen maar een modusknop te selecteren in de handmatige functie-instelschermen.
Druk op de MANUAL-modusknop op het bedieningspaneel, selecteer de MANUAL FUNCTION SETUP-softkey op het scherm en selecteer de TOGGLE JOG IN DEEL COORD SYS-softkey. Nu, met deze schakelaar actief, wanneer de X- of Y-as handmatig wordt gejogd, met behulp van het jogwiel of de jog-knoppen, zullen beide X&Y-assen dienovereenkomstig joggen... het gereedschap langs de corresponderende rand van het onderdeel verplaatsen. Om deze functie uit te schakelen, schakelt u de softkey opnieuw in. Deze functie is ook beschikbaar tijdens een onderbrekingscyclus op een 5-assige machine wanneer een transformatievlak actief is.
CNC machine
- SaaS-apps en hiaten in functies
- Raspberry Pi-sensor en actuatorbediening
- NIEUWE RASPBERRY PI 3 MODEL B + FUNCTIES EN AANKOOP
- UT hernoemt programma naar Reliability and Maintenance Center
- Grootste Arburg-machine ooit komt naar de VS, met nieuwe, prijswinnende ontwerp- en bedieningsfuncties
- Eenvoudige aansluiting en bediening van het SYNTEC-besturingssysteem
- Hoe de cyclus op een Hurco CNC-besturing te onderbreken?
- Voorraadbeheersoftware:kenmerken en voordelen
- Power en HVAC/Klimaatregeling
- De basisprincipes van kwaliteitscontrole en inspectie bij CNC-bewerkingen
- Hurco CNC-handleidingen Programmering en onderhoud Gratis download