


Hoekbetrokkenheid:hoeken bewerken
Hoekbetrokkenheid
Tijdens het freesproces, en vooral tijdens het aangrijpen van hoeken, ondergaan gereedschappen aanzienlijke variaties in snijkrachten. Een veel voorkomende en moeilijke situatie is wanneer een snijgereedschap een "binnenhoek"-conditie ervaart. Dit is waar de inschakelhoek van het gereedschap aanzienlijk toeneemt, wat mogelijk kan resulteren in slechte prestaties.
Het machinaal bewerken van dit moeilijke gebied met de verkeerde aanpak kan resulteren in:
- Chatter – zichtbaar in "slechte" hoekafwerking
- Doorbuiging – gedetecteerd door ongewenste "gemeten" wandversmalling
- Vreemd snijdend geluid - gereedschap krijsen of getjilp in de hoeken
- Gereedschapsbreuk/storing of afbrokkelen
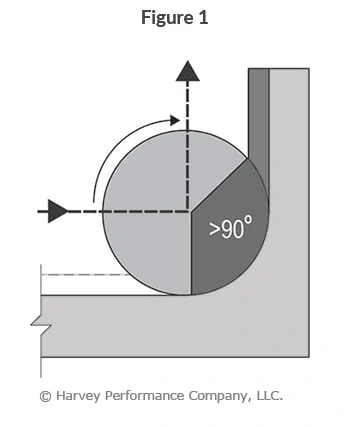
Minst effectieve aanpak (Figuur 1)
Het genereren van een binnenste onderdeelradius die overeenkomt met de radius van het gereedschap in een richtingsbereik van 90° is geen wenselijke benadering voor het bewerken van een hoek. Bij deze benadering ervaart het gereedschap extra materiaal om te snijden (donkergrijs), een grotere aangrijpingshoek en een richtingsverandering. Als gevolg hiervan kunnen problemen optreden, zoals klapperen, doorbuiging/breuk van het gereedschap en een slechte oppervlakteafwerking.
Aanvoersnelheid moet mogelijk worden verlaagd, afhankelijk van de "verhouding gereedschapsradius tot onderdeelradius".
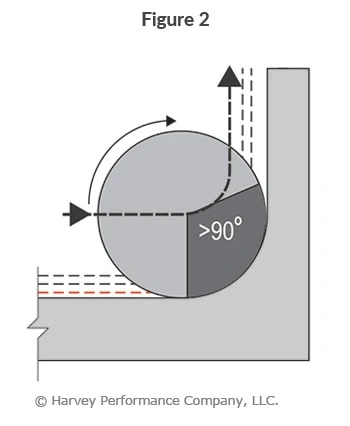
Effectievere aanpak (Figuur 2)
Het genereren van een binnenste onderdeelradius die overeenkomt met de radius van het gereedschap met een verandering van de veegrichting is een meer wenselijke benadering voor hoekaangrijping. De kleinere radiale snededieptes (RDOC) in dit voorbeeld helpen om de aangrijpingshoek te beheersen, maar bij de laatste doorgang zal het gereedschap nog steeds een zeer hoge aangrijpingshoek ervaren. Veelvoorkomende resultaten van deze aanpak zijn klapperen, doorbuiging/breuk van het gereedschap en een slechte oppervlakteafwerking.
De voedingssnelheid moet mogelijk met 30-50% worden verlaagd, afhankelijk van de "verhouding gereedschapsradius tot onderdeelradius".
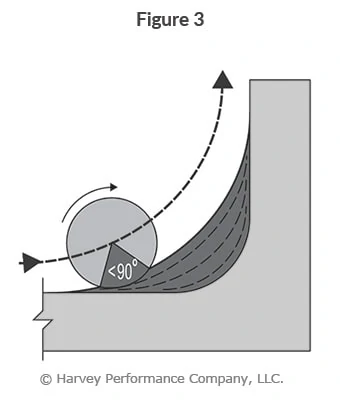
Meest effectieve aanpak voor hoekbetrokkenheid (Figuur 3)
Het genereren van een binnenradius van het onderdeel met een kleiner gereedschap en een vegende actie zorgt voor een veel gewenstere bewerkingsbenadering. De beheersbare RDOC en kleinere gereedschapsdiameter zorgen voor beheer van de gereedschapsaangrijpingshoek, hogere voedingen en betere oppervlakteafwerkingen. Naarmate de frees de volledige radiale diepte bereikt, zal de aangrijpingshoek toenemen, maar de voedingsreductie zou veel minder moeten zijn dan bij de vorige benaderingen.
De invoersnelheid moet mogelijk worden verhoogd, afhankelijk van de 'gereedschap-tot-onderdeelverhouding'. Gebruik gereedschappen die kleiner zijn dan de hoek die u bewerkt.
CNC machine
- CNC-machinegereedschap
- Een gebruikte CNC-machine vinden
- Hoe maak je een gebruikte CNC-machine schoon
- Hoe kiest u CNC-bewerkingsmachines?
- Hoe gebruik je een CNC-freesmachine?
- Hoe u uw CNC-machine kiest
- De juiste CNC-machine kiezen
- Hoe een acrylsnijmachine te gebruiken om acryl te snijden?
- Hoeveel weet u over 2050 carrousel 4-assige CNC-router?
- Wat is gereedschapslevensduur? Gereedschap optimaliseren met machinegegevens
- Nieuw gereedschap toevoegen