


Best practices van Tolerance Stacking
Tolerantiestapeling, ook wel tolerantiestapeling genoemd, verwijst naar de combinatie van verschillende toleranties voor onderdeelafmetingen. Nadat een tolerantie is vastgesteld op de afmeting van een onderdeel , is het belangrijk om te testen of die tolerantie zou werken met de tools toleranties:ofwel het boveneinde of het ondereinde. Een onderdeel of assemblage kan onderhevig zijn aan onnauwkeurigheden wanneer de toleranties verkeerd worden gestapeld.
Het belang van toleranties
Toleranties hebben een directe invloed op de kosten en prestaties van een product. Nauwere toleranties maken een bewerkt onderdeel moeilijker te vervaardigen en daardoor vaak duurder. Met dit in gedachten is het belangrijk om een balans te vinden tussen de maakbaarheid van het onderdeel, de functionaliteit en de kosten ervan.

Tips voor succesvol stapelen van tolerantie
Vermijd het gebruik van onnodig kleine toleranties
Zoals hierboven vermeld, leiden nauwere toleranties tot hogere fabricagekosten omdat het onderdeel moeilijker te maken is. Deze hogere kosten zijn vaak te wijten aan het grotere aantal afgedankte onderdelen dat kan optreden wanneer afmetingen buiten tolerantie blijken te zijn. De kosten van hoogwaardige gereedschapshouders en gereedschap met nauwere toleranties kunnen ook een extra kostenpost zijn.
Bovendien zullen onnodig kleine toleranties leiden tot langere productietijden, omdat er meer werk nodig is om ervoor te zorgen dat het onderdeel tijdens de bewerking en na de bewerking in het inspectieproces aan strikte criteria voldoet.
Pas op dat u een onderdeel niet te groot maakt
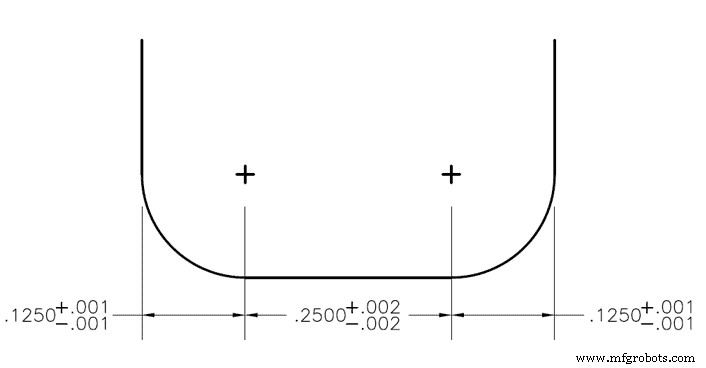
Wanneer op elk kenmerk van een onderdeel een boven- en ondertolerantie wordt aangegeven, kan overdimensionering een probleem worden. Een vingerfrees met een hoekradius met een rechter- en linkerhoekradii kan bijvoorbeeld een tolerantie hebben van +/- .001”, en het vlak ertussen heeft een tolerantie van .002”. In dit geval zou het tolerantievenster voor de freesdiameter +/- .004” zijn, maar dit wordt vaak verkeerd berekend tijdens het dimensioneren van onderdelen. Verder zou het plaatsen van een tolerantie op deze callout ertoe leiden dat deze te groot wordt gedimensioneerd, en dus moet de referentiedimensie "REF" de plaats van de tolerantie innemen.
Gebruik statistische tolerantieanalyse:
Statistische analyse kijkt naar de waarschijnlijkheid dat alle drie de toleranties onder of boven de gedimensioneerde sleufbreedte zouden zijn, gebaseerd op een standaarddeviatie. Deze kans wordt weergegeven door een normale kansdichtheidsfunctie, die te zien is in figuur 2 hieronder. Door alle waarschijnlijkheden van de verschillende onderdelen en afmetingen in een ontwerp te combineren, kunnen we op basis van de afmetingen en tolerantie van de onderdelen bepalen hoe groot de kans is dat een onderdeel een probleem heeft of helemaal niet meer werkt. Over het algemeen wordt deze analysemethode alleen gebruikt voor samenstellingen met vier of meer toleranties.
Voordat u een statistische tolerantieanalyse start, moet u een tolerantieverdelingsfactor berekenen of kiezen. De standaardverdeling is 3 . Dit betekent dat de meeste gegevens (of in dit geval toleranties) binnen 3 standaarddeviaties van het gemiddelde zullen liggen. De standaarddeviaties van alle toleranties moeten worden gedeeld door deze tolerantieverdelingsfactor om ze te normaliseren van een verdeling van 3 naar een verdeling van 1 . Zodra dit is gedaan, kan de wortelsom in het kwadraat worden genomen om de standaarddeviatie van de assemblage te vinden.
Zie het als een kopje koffie dat wordt gemaakt met 3 bonen van verschillende grootte. Om een heerlijke kop Joe te maken, moet je eerst alle bonen op dezelfde grootte malen zodat ze aan het koffiefilter kunnen worden toegevoegd. In dit geval zijn de bonen de standaarddeviaties, de molen de tolerantieverdelingsfactor en het koffiefilter de kwadratische vergelijking. Dit is nodig omdat sommige toleranties verschillende distributiefactoren kunnen hebben op basis van de dichtheid van het tolerantiebereik.
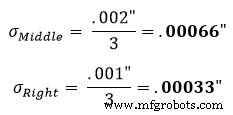
De statistische analysemethode wordt gebruikt als er een eis is dat de sleuf .500” breed moet zijn met een +/- .003” tolerantie, maar er is geen noodzaak voor de radii (.125”) en de platte (.250” ) om precies te zijn, zolang ze maar in de sleuf passen. In dit voorbeeld hebben we 3 bilaterale toleranties met hun standaarddeviaties al beschikbaar. Omdat ze bilateraal zijn, zou de standaarddeviatie van het gemiddelde gewoon gelijk zijn aan de tolerantiewaarde van + of -. Voor de buitenradii zou dit .001” zijn en voor het middelste vlakke gebied zou dit .002” zijn.
Laten we voor dit voorbeeld de standaarddeviatie (σ) van elke sectie zoeken met behulp van vergelijking 1. In deze vergelijking staat de standaarddeviatie voor.

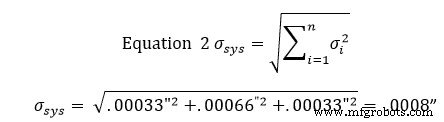
De standaardaanname is dat een deeltolerantie een normale verdeling van +/- 3 vertegenwoordigt. Daarom is de verdelingsfactor 3. Met behulp van vergelijking 1 in het linkerdeel van figuur 1, vinden we dat de gecorrigeerde standaarddeviatie gelijk is aan:
Dit wordt dan herhaald voor de middelste en rechter secties:
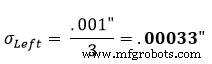
Nadat we tot deze standaarddeviaties zijn gekomen, voeren we de resultaten in vergelijking 2 in om de standaarddeviatie van de tolerantiezone te vinden. Vergelijking 2 staat bekend als de wortelsom in het kwadraat.
Op dit moment betekent dit dat 68% van de slots binnen een tolerantie van +/- .0008” zal vallen. Vermenigvuldiging van deze tolerantie met 2 resulteert in een 95%-betrouwbaarheidsvenster, terwijl vermenigvuldiging met 3 resulteert in een 99%-betrouwbaarheidsvenster.
68% van de slots zal binnen +/- .0008”
. zijn95% van de slots zal binnen +/- .0016”
. zijn99% van de slots zal binnen +/- .0024” zijn
Deze betrouwbaarheidsvensters zijn standaard voor een normaal verdeelde set gegevenspunten. Een standaard normale verdeling is te zien in figuur 2 hierboven.
Statistische tolerantieanalyse mag alleen worden gebruikt voor assemblages met meer dan 4 getolereerde onderdelen. In deze eenvoudige analyse werden veel factoren niet verklaard. Dit voorbeeld was voor 3 bilaterale dimensies waarvan de toleranties representatief waren voor hun standaarddeviaties van hun gemiddelden. Bij standaard statistische tolerantieanalyse spelen andere variabelen een rol, zoals hoeken, uitloop en parallellisme, waarvoor correctiefactoren nodig zijn.
Wist u dat Harvey Performance Company Brands samenwerkt met de beste leveranciers van camerasoftware in de branche om toolingbibliotheken te leveren?
Klik hier voor meer informatie
Gebruik worst case-analyse:
Worst case-analyse is de praktijk van het optellen van alle toleranties van een onderdeel om de totale onderdeeltolerantie te vinden. Bij het uitvoeren van dit type analyse wordt elke tolerantie ingesteld op zijn grootste of kleinste limiet in zijn respectieve bereik. Deze totale tolerantie kan vervolgens worden vergeleken met de prestatielimieten van het onderdeel om er zeker van te zijn dat de assemblage correct is ontworpen. Dit wordt meestal gebruikt voor slechts 1 dimensie (slechts 1 vlak, dus geen hoeken) en voor samenstellingen met een klein aantal onderdelen.
Worst case-analyse kan ook worden gebruikt bij het kiezen van het juiste snijgereedschap voor uw taak, omdat de tolerantie van het gereedschap kan worden toegevoegd aan de onderdeeltolerantie voor een worstcasescenario. Zodra dit scenario is geïdentificeerd, kan de machinist of ingenieur de juiste aanpassingen maken om het onderdeel binnen de afmetingen te houden die op de afdruk zijn gespecificeerd. Opgemerkt moet worden dat het worstcasescenario zich zelden voordoet in de daadwerkelijke productie. Hoewel deze analyses duur kunnen zijn voor de fabricage, biedt het machinisten gemoedsrust door te garanderen dat alle assemblages naar behoren zullen werken. Vaak vereist deze methode nauwe toleranties omdat de totale stapeling bij maximale omstandigheden het belangrijkste kenmerk is dat bij het ontwerp wordt gebruikt. Nauwere toleranties verhogen de productiekosten vanwege de toegenomen hoeveelheid schrapen, de productietijd voor inspectie en de kosten van gereedschap dat op deze onderdelen wordt gebruikt.
Voorbeeld van worstcasescenario in context van Afbeelding 1:
Zoek de onderste specificatielimiet.
Voor de linkerhoekradius
0,125” – 0,001” =0,124”
Voor het vlakke gedeelte
0,250” – 0,002” =0,248”
Voor de rechterhoekradius
0,125” – 0,001” =0,124”
Voeg deze allemaal samen toe aan de onderste specificatielimiet:
0,124" + 0,248" + 0,124" =0,496"
Zoek de bovenste specificatielimiet:
Voor de linkerhoekradius
0,125" + 0,001" =0,126"
Voor het vlakke gedeelte
0,250" + 0,002" =0,252"
Voor de rechterhoekradius
0,125" + 0,001" =0,126"
Voeg deze allemaal samen toe aan de onderste specificatielimiet:
0,126" + 0,252" + 0,126" =0,504"
Trek de twee af en deel dit antwoord door twee om de tolerantie in het slechtste geval te krijgen:
(Bovenste limiet – onderste limiet)/2 =.004”
Daarom is het worstcasescenario van dit slot .500” +/- .004”.
CNC machine
- Best practices voor synthetische monitoring
- Cloud-native beste bedrijfspraktijken
- Best practices voor afsluiten van risicobeheer
- Beste van...Beste praktijken in spuitgieten
- Vijf best practices in transporttelematica
- Best practices voor robotkabelbeheer
- Beste praktijken om de veiligheid van graafmachines te garanderen
- Power Plane PCB:beste praktijken
- Best practices voor productiemarketing voor 2019
- Hoe stapelen toleranties zich echt op?
- Onderhoud van hydraulische olie:praktische tips