


Smeden - soorten, methoden, voordelen, MCQ's
In dit artikel bespreken we wat smeden is? Hoe werkt het ? Soorten smeden, bewerkingen, voordelen, nadelen, en meer.
Wat is vervalsing ?
Smeedoperaties zijn de bewerkingen die worden gebruikt om elk stuk metaal de gewenste vorm te geven door het te verwarmen of af te koelen en er vervolgens met een hamer op te slaan.
Wat is smeden?
Smeden is een productieproces waarbij metaal wordt gevormd met plaatselijke drukkrachten. De slagen worden geleverd met een hamer of een matrijs. Smeden wordt vaak geclassificeerd op basis van de temperatuur waarbij het wordt uitgevoerd:koud smeden , warm smeden , of warm smeden .
Smeedmethode
Kleine smeedklussen kunnen worden gedaan door er met een hamer op te slaan, maar zware smeedklussen kunnen alleen door machines worden gedaan. Er zijn drie methoden om te smeden .
- Hand smeden
- Dropsmeden
- Power smeden of machines smeden
1. Hand smeden
Hand smeden of smeden is het proces van het vormgeven van een baan door er met een hamer op te slaan. Handsmeedwerk wordt alleen gebruikt om een klein aantal lichte smeedstukken vorm te geven, voornamelijk in reparatiewerkplaatsen. Handsmeedwerk is de laatste jaren vervangen door elektrisch smeden.
2. Drop smeden
Dropsmeden is het proces van het vormen van metaal en het vergroten van de sterkte ervan. Bij het meeste smeedwerk wordt een bovenste matrijs tegen een verwarmd werkstuk gedrukt dat op een stationaire onderste matrijs is geplaatst. Als de bovenste matrijs of hamer valt, staat het proces bekend als valsmeden .
3. Kracht smeden
Kracht smeden is een productieproces dat resulteert in het vormen van metaal met behulp van berekende kracht. Smeden wordt uitgevoerd met een hamer of een matrijs tijdens het vormproces om het beoogde ontwerp van het gesmede metalen object te produceren.
Smith Smeden
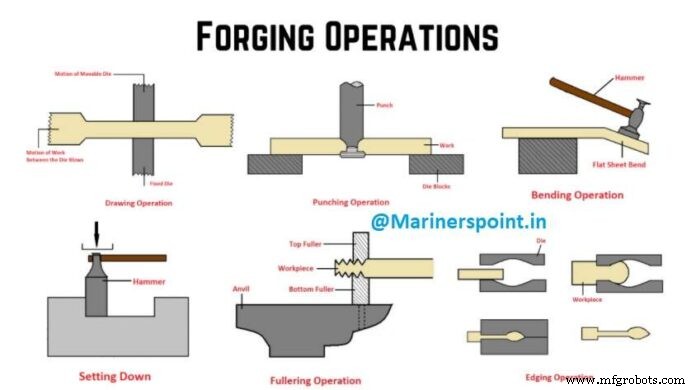
Een aantal bewerkingen worden gebruikt om de vorm van de grondstof te veranderen in de afgewerkte vorm. De typische smeedoperaties zijn:
- Verontrustende operatie
- Bewerking aftekenen
- Instellingen Bediening
- Buigbewerking
- Lasbewerking
- Snijbewerking
- Ponsoperatie
- Fulleringsoperatie
Al deze bewerkingen worden uitgevoerd met het metaal in een verwarmde toestand, die moet worden gehandhaafd door een 'verse' warmte te nemen wanneer het werk tekenen van afkoeling vertoont.
1. Verontrustende operatie
Verontrustend of koers is het proces waarbij de dikte van een staaf wordt vergroot ten koste van de lengte en wordt veroorzaakt door einddruk. De druk kan worden verkregen door het uiteinde van de staaf tegen het aambeeld te slaan, door op het aambeeld te steunen en met de hamer te slaan, door in het persblokgat te plaatsen en met de hamer te slaan of door de bankschroef in te klemmen en vervolgens een
Fig. 8.6 (a) toont het effect van zware hamerslagen op een gelijkmatig verwarmde staaf; (b) toont het effect van relatief lichte hamerslagen. Lokale verstoringen kunnen worden verkregen zoals weergegeven bij (C) en bij (d) door alleen het uiteinde of het midden van de balk te verwarmen.
2. Neerhalen of smeden van bewerking
Het is het proces waarbij de lengte van een staaf wordt vergroot ten koste van de breedte of dikte of beide. In Fig. 8.7 illustreren A, B en C deze bewerking. A vertegenwoordigt de originele kolf, B toont de kolf na het hameren met een platte hamer of met een topvoller en slede, en C toont het voltooide smeedwerk nadat de platter is gebruikt.
3. Bediening instellen
Het is een gelokaliseerde trek- of smeedbewerking zoals geïllustreerd bij D in 8.7. Met andere woorden, het kan worden gezegd als het proces van lokale verdunning dat wordt bewerkstelligd door de set-hamer of set. Meestal wordt het werk vervolmaakt op de plaats waar het neerzetten begint. In Fig. 8.7 toont E het proces van het neerleggen van beide randen van een staaf met behulp van de boven- en onderfuller en illustreert F hoe de platter dicht bij een schouder kan worden gebruikt.
4. Ponsbewerking
Het is het proces van het maken van gaten, over het algemeen cilindrisch, door een hete pons over het pritchelgat van het aambeeld, over een cilindrische matrijs of over een gat van de juiste maat in het persblok te gebruiken. Fig. 8.8 toont de fasen bij het ponsen van een gat.
5. Buigbewerking
Buigen is een belangrijke smeedbewerking en wordt zeer vaak toegepast. Dit kan worden geclassificeerd als hoekig of kromlijnig. Buigen kan worden gedaan over de rand van het aambeeld, over de aambeeldhoorn, in speciale vormen zoals de randen van het stuikblok, of voor staafmateriaal, door het uiteinde in het pritchelgat te steken en de staaf te buigen met een sleutel of tang.
6. Las- of sluitbewerking
Het is misschien wel de belangrijkste smeedbewerking die door de smid wordt uitgevoerd. Het metaal dat bij een groot temperatuurbereik pasteuze blijft, is het gemakkelijkst te lassen, en in dit opzicht hebben smeedijzer en zacht staal enig voordeel ten opzichte van andere metalen. Het eerste essentiële voor de productie van een goede las is dat de oppervlakken die in contact komen perfect schoon moeten zijn, zowel mechanisch als chemisch, zodat cohesie zal plaatsvinden wanneer het metaal in plastische staat is.
Een bescherming van het metaal is een coating van vloeimiddel die de oppervlakken van het metaal bedekt en, door de lucht uit te sluiten, oxidatie voorkomt. Fluxen die vaak worden gebruikt bij smeedlassen, bestaan uit schoon kwartszand, gecalcineerde borax of een mengsel van vier delen borax met een deel salammoniac.
7. Snijbewerking
Afsluiting is een vorm van beitelen waarbij een lang stuk voorraad in verschillende gespecificeerde lengtes wordt gesneden, of een smeedstuk wordt gescheiden (afgesneden) van zijn voorraad. Voor heet beitelen moet staal in de haard of oven van een smid worden verwarmd tot een lichte kersenrode hitte, d.w.z. van 850 tot 950°C. Bij het snijden met beitels zijn de hamerslagen gericht op de beitelkop, die licht afgerond moet zijn.
8. Vervullende operatie
In metaalbewerking, een vollere is een hulpmiddel dat wordt gebruikt om metaal te vormen wanneer het heet is. De voller heeft een afgeronde, cilindrische of parabolische neus. Vollen of uitspreiden van het metaal wordt gedaan langs de lengte van de baan door op afzonderlijke secties te werken. In dit geval staat de as van het werk loodrecht op de breedte van de platte matrijs.
Bij deze smeedbewerkingen wordt de voller tegen de metalen kolf geplaatst, en vervolgens wordt ofwel de voller (voor een bovenvoller) of de kolf (voor een ondervoller) met een hamer geslagen. De afgeronde neus van de voller verspreidt het metaal efficiënter dan het platte vlak van de hamer. Het proces laat ribbels in de bouillon achter, die later met de hamer of ander gereedschap kunnen worden afgevlakt.
9. Randbewerking
Bij dit smeedproces wordt de metalen plaat in de gewenste vorm geslagen of geforceerd. Het werkstuk wordt tegen twee snijkanten gedrukt.
Voordelen van smeedoperaties
- De treksterkte van het metaal wordt verminderd en het krijgt de eigenschap van plasticiteit, waardoor we het metaal naar onze specificaties kunnen vormen.
- Uittrekken, springen en buigen worden eenvoudig gemaakt door de eigenschappen van plasticiteit en kneedbaarheid.
- Een vervalste klus is eenvoudig te voltooien omdat de vorm bijna voltooid is en het minder tijd kost.
- Andere machineactiviteiten kunnen gemakkelijk ter plaatse worden uitgevoerd na het smeden van handmetaal.
- Er is weinig metaalafval.
- Heet smeden verbetert de structuur van metaal.
- Op het metaal is er weinig ruimte voor spanningen en scheuren.
Nadelen van smeedoperaties
- Als metaal wordt verwarmd, treedt oxidatie op, wat het metaal beschadigt.
- Broze metalen kunnen niet worden gesmeed.T
- het smeedproces laat geen afwerking toe.
- De omvang van de taken is veranderd.
MCQ's over smeedoperaties
a) Drop smeden
b) Smith smeden
c) Munten
d) Druk op smeden
Antwoord: b
Uitleg: Smith-smeden wordt ook flat-die- en open-die-smeden genoemd. Het omvat het brede veld van smeedwerk dat wordt geproduceerd tussen vlakke matrijzen en mogelijk aangevuld met voorraadgereedschap. De uiteindelijke vorm van het smeden hangt af van de vaardigheid van de smid voor grootte en vorm. Smith-smeedbewerkingen produceren werkstukken met een lagere nauwkeurigheid in vergelijking met afdrukken of smeden met gesloten matrijs. Tooling is eenvoudig, goedkoop en maakt de productie op een grote verscheidenheid aan vormen mogelijk.
a) Drop smeden
b) Smith smeden
c) Munten
d) Druk op smeden
Antwoord: a
Uitleg: Hamersmeden wordt ook wel drop-smeden genoemd, waarbij een hamer herhaaldelijk op het werkstuk slaat om het te vervormen. Er zijn verschillende soorten hamers, zoals val-, tegenslag- en poederhamers.
a) Drop smeden
b) Smith smeden
c) Munten
d) Druk op smeden
Antwoord: d
Uitleg: Perssmeden is een variatie op het smeden met een valhamer. In tegenstelling tot het smeden van een valhamer, werken perssmeedstukken langzaam door continue druk of kracht uit te oefenen. De hoeveelheid tijd dat de matrijzen in contact zijn met het werkstuk wordt gemeten in seconden (vergeleken met milliseconden van smeedijzers). De perssmeedbewerking kan zowel koud als warm worden uitgevoerd. Het belangrijkste voordeel van perssmeden, in vergelijking met valhamersmeden, is de mogelijkheid om het volledige werkstuk te vervormen.
a) Overstuur
b) Druk op
c) Hubbing
d) Swikken
Antwoord: b
Uitleg: Munten is een zware metaalknijpbewerking waarbij de metaalstroom plaatsvindt in de bovenste lagen van het materiaal en niet door de waarden. De bewerking wordt uitgevoerd in gesloten matrijzen, voornamelijk om fijne details te produceren zoals nodig bij het slaan van munten, en metaal of sieraden maken. De plano wordt in de matrijsholte gehouden en er wordt een druk van vijf tot zes keer de sterkte van het materiaal uitgeoefend. Afhankelijk van de details die op het onderdeel moeten worden gemunt, kan er meer dan één muntbewerking worden gebruikt.
a) Overstuur
b) Druk op
c) Hubbing
d) Swikken
Antwoord: a
Uitleg: Bij gestempeld smeden wordt een staaf met een uniforme dwarsdoorsnede, meestal rond, vastgehouden tussen gegroefde matrijzen, wordt druk uitgeoefend op het uiteinde in de richting van de as van de staaf met behulp van een kopgereedschap dat het uiteinde spreidt door metaalverplaatsing.
a) Overstuur
b) Druk op
c) Hubbing
d) Swikken
Antwoord: d
Uitleg: Slijpen is een mechanische vervormingstechniek waarbij de dwarsdoorsnede van staven of buizen wordt verkleind of gevormd door middel van herhaalde stoten of slagen.
a) Piercing
b) Embossing
c) Verontrustend
d) Munten
Antwoord: c
Uitleg: Een kopgereedschap of ram wordt loodrecht op het dwarsdoorsnede-eindvlak van een staaf of staaf geplaatst die in een matrijs wordt gegrepen. Bij het uitoefenen van druk wordt de lengte van de staaf verminderd en de diameter vergroot (verstoort). Dit productieproces wordt veel gebruikt bij de productie van bevestigingsmiddelen, om boutkoppen, schroefkoppen enz. te vormen.
a) 1:3
b) 2:3
c) 3:1
d) 2:1
Antwoord: c
Uitleg: Knik wordt gekenmerkt door een plotseling zijdelings bezwijken van een constructiedeel dat is onderworpen aan hoge drukspanning, waarbij de drukspanning op het punt van bezwijken kleiner is dan de uiteindelijke drukspanning die het materiaal kan weerstaan. Bij verstoord smeden moet de aspectverhouding (lengte tot diameterverhouding) 3:1 zijn.
a) Roll smeden
b) Embossing
c) Munten
d) Kop
Antwoord: b
Uitleg: Embossing is een bewerking waarbij plaatmetaal tot ondiepe diepten wordt getrokken met mannelijke en vrouwelijke bijpassende matrijzen. De bewerking wordt voornamelijk uitgevoerd om platte panelen te verstijven. De bewerking wordt soms ook gebruikt voor het maken van decoratieartikelen zoals kentekenplaten of naamplaten, sieraden, enz. Embossingbewerking met twee matrijzen, letters, cijfers en ontwerpen op plaatmetalen onderdelen kan met de is bewerking worden geproduceerd.
a) Scheef rollen
b) Roll smeden
c) Druk op smeden
d) Verontrustend
Antwoord: a
Uitleg: Een speciaal type, scheef walsen, wordt gebruikt om stalen kogels te vervaardigen, kogellagers met kogels.
a) Trek het materiaal eruit
b) Buig het materiaal
c) Verstoor het materiaal
d) Extrudeer het materiaal.
Antwoord: a
Uitleg: Het volleren wordt gedaan om de stof eruit te halen. Bij het volleren wordt het materiaal weg van het smeedgebied verdeeld. Fullering is het proces van het verkleinen van de doorsnede van het werkstuk of het verlengen van een voorbereiding van de voorraad ter voorbereiding op de volgende bewerking. Met andere woorden, het volmaken wordt gedaan om de doorsnede te verkleinen en de lengte te vergroten.
Dit waren de verschillende soorten smeedoperaties die in de industrie worden uitgevoerd. Ik hoop dat je het artikel leuk vond. Geef uw feedback in de commentaarsectie hieronder.
Industriële technologie
- Wat is anti-aliasing? 6 verschillende soorten en methoden
- Wat is stempelen?- Typen, bediening en toepassing
- Wat is draaien? - Definitie en soorten bewerkingen
- Wat is een draaibank? - Definitie, typen en bewerkingen
- Wat is smeden? - Definitie, proces en typen
- Wat is Power Hammers?- Types, ontwerp en bediening
- Wat is smeedproces, bediening, typen, toepassing, voor- en nadelen?
- Brootsbewerking:principe, hulpmiddelen, typen, voor- en nadelen
- Jigs en armaturen - Definities, typen, voordelen, verschillen
- Typen draaibankbewerkingen en snijgereedschappen
- Bewerkingshandelingen en soorten bewerkingsgereedschappen