


Ideale Cura PETG-instellingen en -profielen voor perfecte afdrukken!
PETG is een van de meest gebruikte polymeren in 3D-printen, alleen overtroffen door PLA. Het is een aangepaste versie van het plastic dat bijvoorbeeld in frisdrankflessen wordt gebruikt. De aanpassing maakt het meer geschikt voor 3D-printers omdat het de smelttemperatuur verlaagt en het gemakkelijker te extruderen maakt. Vergeleken met PLA is PETG harder maar zachter. Sommige filamenten hebben ook verschillende opaciteiten en kunnen een goede transparantie bereiken, wat niet alleen goed kan zijn om esthetische redenen, maar ook voor projecten waarin licht is verwerkt. Het heeft ook een hoger werktemperatuurbereik en is meer geschikt voor buitenomstandigheden.
Nu we de voordelen van het gebruik van PETG kennen, gaan we eens kijken hoe we de printerinstellingen kunnen afstemmen om de best mogelijke resultaten te bereiken!
Voor printen met PETG moet de be-temperatuur worden ingesteld op 70+ºC, terwijl de printtemperatuur tussen 220ºC-240ºC moet zijn. Het is belangrijk om de ventilator uit te schakelen voor de eerste lagen en de afdruksnelheid in te stellen tussen 30 en 500 mm/s. Bij PETG moet je uitkijken voor rijgen, bedadhesie en laagscheiding of delaminatie, wat inhoudt dat de instellingen voor terugtrekking erg belangrijk zijn.
Ik zal elk van de instellingen in meer detail bespreken en bespreken hoe je ze kunt verfijnen. Laten we beginnen!
De problemen met PETG
PETG kan erg vezelig worden, maar het is alleen een kwestie van goed gekalibreerde intrekkingen of het snel blazen van de voltooide modellen met een heteluchtpistool om de dunne haartjes van plastic te verwijderen. Bedadhesie is ook een punt van zorg, omdat PETG voor sommige gebruikers niet goed genoeg plakt en voor anderen te goed plakt en het verwijderen van het model uit het bed lastig maakt. Ten slotte is er een slechte laaghechting die wat problemen kan geven, maar meestal kan dit ook in de slicer worden beheerd
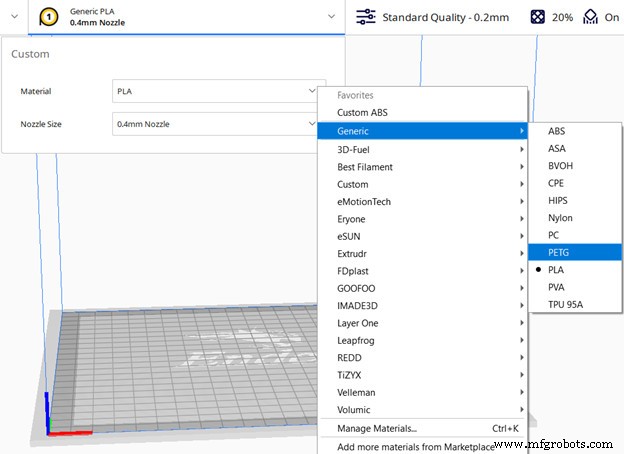
Cura's standaard PETG-profiel inschakelen (gebruik het als startpunt)
Cura heeft veel profielen voor bekende merken ingebouwd, dus het is een slim idee om ze als uitgangspunt te gebruiken en van daaruit kleine aanpassingen te doen. Als het merk niet in de lijst staat, kun je beginnen met een generiek PETG-profiel.
Laaghoogte
Laaghoogte heeft een significant effect op de afdruktijd, detail en sterkte. Hoe hoger de laaghoogte, hoe korter de printtijd, maar hoe minder detail en sterkte. Voor PETG wordt aanbevolen om een dunne laag te kiezen om delaminatie te voorkomen.
Volgens één onderzoek geldt dat hoe groter de verhouding tussen laaghoogte en mondstukgrootte, hoe kleiner de opening tussen de lagen en hoe beter de sterkte. Als je dus een grotere laag nodig hebt, is het aan te raden om een grotere spuitmond te gebruiken. Het is mogelijk om een grotere spuitmond na te bootsen door de extrusiebreedte te wijzigen, maar het is waarschijnlijk het beste om 125 - 150% van de werkelijke spuitmondafmeting niet te overschrijden. (Voorbeeld:0,6 mm voor mondstuk van 0,4 mm).
Meer info over dit onderwerp in dit artikel van ons
Fijn afstemmen
Print alleen de laaghoogte een beetje en controleer de resultaten totdat u de perfecte laaghoogte voor uw specifieke project vindt.
Ideale hoogte van PETG-laag:
- Voor details: 25% van mondstukmaat of extrusiebreedte (0,1 mm voor mondstuk van 0,4 mm)
- Algemeen beste laaghoogte: 25% – 40% van mondstukmaat of extrusiebreedte (0,15 mm voor 0,4 mm mondstuk)
- Snel afdrukken/prototyping: 50% – 80% van mondstukmaat of extrusiebreedte (0,2 – 0,3 mm voor 0,4 mm mondstuk)
Afdruktemperatuur
De afdruktemperatuur voor PETG is niet zo vergevingsgezind als voor PLA. Als het niet goed is ingesteld, krijg je ofwel echt vezelige modellen met slechte details of ernstige delaminatie. Hoe hoger de printtemperatuur, hoe hoger de laaghechting, maar hoe lager het detail.
Fijn afstemmen
Het afstemmen van de temperatuur kan door een temperatuurkalibratietoren te printen en de extrusietemperatuur na een vaste afstand te wijzigen. Zodra de print klaar is, kun je duidelijk zien in welk bereik je filament de beste laaghechting en detail heeft.
Ideale PETG-afdruktemperatuur: 220 – 240 ºC
Er is een goede video over dit onderwerp!
Bedtemperatuur
PETG staat erom bekend dat het te goed hecht op sommige oppervlakken, maar ook slecht als de bedtemperatuur niet goed is ingesteld. Bij glazen bedden kan het onderdeel soms loskomen met stukken van het bed eraan vastgeplakt. Een goed lossingsmiddel zoals een lijmstift is in deze omstandigheden van levensbelang.
Een onderzoek toont aan dat een iets hogere bedtemperatuur dan de glasovergangstemperatuur van het filament de hechting aanzienlijk verbetert.
In tegenstelling tot stoffen zoals water hebben polymeren een extra karakteristieke temperatuur, de glasovergangstemperatuur. Wanneer het polymeer boven deze drempel wordt verwarmd, veranderen de fysieke eigenschappen van bros en hard in ductiel en taai. De glastemperatuur van PETG ligt rond de 80ºC. Als uw machine deze temperatuur kan bereiken, wordt daarom sterk aanbevolen om deze in te stellen op minimaal 70ºC of hoger. Een meer uitgesproken olifantenvoet is te verwachten, maar dit kan worden gecompenseerd in de slicer of in het model zelf door een afschuining aan de onderkant toe te voegen.
Fijn afstemmen
Begin met het bed op minimaal 70ºC te zetten en ga hoger in stappen van 5ºC als het printen mislukt. Pas op dat te hoog gaan je bed kan verpesten omdat het model te goed plakt en een deel van de coating of zelfs stukjes van het bed zelf verwijdert.
Ideale PETG-bedtemperatuur:70ºC – 85ºC
Afdruksnelheid
De afdruksnelheid voor PETG is vergelijkbaar met de afdruksnelheid voor PLA, hoewel langzamer werken betere resultaten kan opleveren. De standaard CURA-instellingen zouden in orde moeten zijn. Van 30 tot 50 mm/s is een verstandig bereik. Sommige bronnen suggereren dat het verhogen van uw reissnelheden het rijgen kan verbeteren. Als uw printer 120+ mm/s aankan, is het de moeite waard om het eens te proberen.
Fijn afstemmen
U kunt uw snelheid verfijnen door hetzelfde deel een paar keer af te drukken met verschillende snelheden.
Ideale PETG-snelheidsinstellingen:
- Afdruksnelheid: 30 – 50 mm/sec
- Initiële afdruksnelheid van de laag: 20 – 30 mm/sec
- Infill-snelheid: 40 – 60 mm/sec
- Reissnelheid: 100+ mm/s afhankelijk van de printer
Intrekken
PETG kan behoorlijk draderig zijn omdat het heet print en niet veel koeling gebruikt, maar met de juiste intrekking en een aantal andere opties ingeschakeld, kun je indrukwekkende resultaten behalen.
Een bespantest kan helpen om de retractie aan te passen. Gebruik eerst een terugtrekafstand van 3 mm als u een extruder met directe aandrijving heeft en 6 mm als u een Bowden-opstelling hebt. Een terugtreksnelheid van 25 mm/s in beide configuraties zou een goede beginschatting zijn of probeer het langzamer. De aandeleninstellingen van Cura werken meestal goed.
Wat is kammen en welke instelling moet je gebruiken?
Kammen schakelt terugtrekken uit en past verplaatsingsbewegingen aan om over de vulling te gaan om eventueel lekkend plastic te deponeren. Het kan handig zijn om dit in te stellen op "Binnen infill"
Fijn afstemmen
U kunt uw snelheid verfijnen door hetzelfde deel een paar keer af te drukken met verschillende terugtreksnelheden en afstanden.
Ideale instellingen voor het intrekken van PETG:
- Intrekafstand: 3 mm voor directe aandrijving of 6 mm voor Bowden
- Intreksnelheid: 25 mm/sec
- Kammen: AAN en ingesteld op “Binnen Invulling“
Bedadhesie
Zoals vermeld in het hoofdstuk over bedtemperatuur, zal de hechtsterkte aanzienlijk worden verbeterd als de temperatuur hoger wordt ingesteld dan de glasovergangstemperatuur van het filament.
Randen zijn een enkele laag dikke rand die het contact met het bed vergroot. Het gebruik ervan is vooral handig bij modellen die geen goede basis hebben om aan het bed te plakken. De rok is hetzelfde, maar komt nooit in contact met het model. De rok fungeert alleen als primer voor de spuitmond, dus het is niet erg effectief bij het hechten van lagen.
Vlotten gedragen zich als een rand maar bestaan uit minimaal twee of drie lagen onder het gehele model. Het helpt ook om de oneffenheden van het bed te compenseren. Lijmstift en haarlak zijn niet alleen handig als de print niet vastzit, maar ook als de print stevig vastzit.
Ideale instellingen voor PETG-bedhechting:
- Bedtemperatuur: 70+ºC
- Type bedhechting: PEI-platen of gecoat glas
- Brandbreedte: Minimaal 10 mm
- Producten die helpen bij de hechting: Lijmstift, Haarlak
Afdrukkoeling
Gebruik geen koeling met PETG om delaminatie en kromtrekken te voorkomen. De eerste beste gok voor sterke onderdelen is om de koeling van de onderdelen volledig uit te schakelen, behalve voor overbrugging. Voor scherpe details en minder rijgen kun je 100% ventilatorsnelheden gebruiken nadat de eerste twee of drie lagen zijn aangebracht
Fijn afstemmen
Ideale instellingen voor PETG-koeling:
- Initiële ventilatorsnelheid laag: uit
- Ventilatorsnelheid: 0 – 100% afhankelijk van of je op detail of kracht mikt
- Type bedhechting: PEI-platen of gecoat glas
- Brandbreedte: Minimaal 10 mm
Heeft u een behuizing nodig om PETG te printen?
Afdrukken met een behuizing is niet strikt noodzakelijk voor PETG, maar in koelcellen kan het handig zijn.
Samenvatting:Ideale Cura-instellingen/profiel voor het afdrukken van PETG
- Laaghoogte: 25% – 40% van mondstukmaat of extrusiebreedte (0,15 mm voor 0,4 mm mondstuk)
- Afdruktemperatuur: 220 – 240 ºC
- Bedtemperatuur: 70+ºC
- Type bedhechting: Rok
- Intrekafstand: 3 mm voor directe aandrijving of 6 mm voor Bowden
- Intreksnelheid: 25 mm/sec
- Kammen: AAN en ingesteld op “Binnen Invulling“
- Afdruksnelheid: 30 – 50 mm/sec
- Reissnelheid: 100+ mm/s afhankelijk van de printer
- Initiële lagen ventilatorsnelheid: uit
- Ventilatorsnelheid rest van de afdruk: 0 – 100% afhankelijk van of je op detail of kracht mikt
3d printen
- De perfecte afwerking van uw SLS-afdrukken
- Levendige kleuren voor uw SLS-afdrukken
- Eersteklas afwerking voor uw FDM-afdrukken
- Poederverontreiniging:een verborgen gevaar voor metalen prints
- 4 manieren om een perfecte afwerking voor uw FDM-onderdelen te bereiken
- OSGi voor IoT-oplossingen:een perfecte match
- Hoge kwaliteit STL-bestanden maken voor 3D-afdrukken
- Ideale toepassingen voor pneumatische aandrijvingen
- Is PLA hittebestendig? ABS, ASA, PETG en meer!
- Ideal Ender 3 (Pro en V2) PETG-instellingen!
- Ideal Cura ABS-instellingen en profielen (voor alle printers)