


Het juiste 3D-printproces selecteren
Inleiding
3D-printen of Additive Manufacturing is een overkoepelende term die meerdere processen omvat. Elk 3D-printproces heeft zijn voordelen en beperkingen en elk proces is geschikter voor bepaalde toepassingen dan andere.
In dit artikel geven we verschillende gebruiksvriendelijke tools om u te helpen bij het selecteren van het juiste 3D-printproces voor uw behoeften. Gebruik de volgende grafieken en tabellen als een snelle referentie om het proces te identificeren dat het beste aan uw ontwerpvereisten voldoet.
We hebben de processelectie vanuit drie verschillende invalshoeken benaderd:
- Het benodigde materiaal is al bekend
- De kenmerken van het einddeel (fysiek of visueel) zijn al gedefinieerd
- Bepaalde procesmogelijkheden (nauwkeurigheid, bouwgrootte enz.) zijn vereist
Om de informatie in dit artikel bruikbaar te maken voor de lezer en altijd relevant te maken in het steeds veranderende landschap van 3D-printen, zijn enkele algemene generalisaties op hoog niveau geïntroduceerd die indien nodig in elke sectie zullen worden besproken.
Een proces selecteren op materiaal
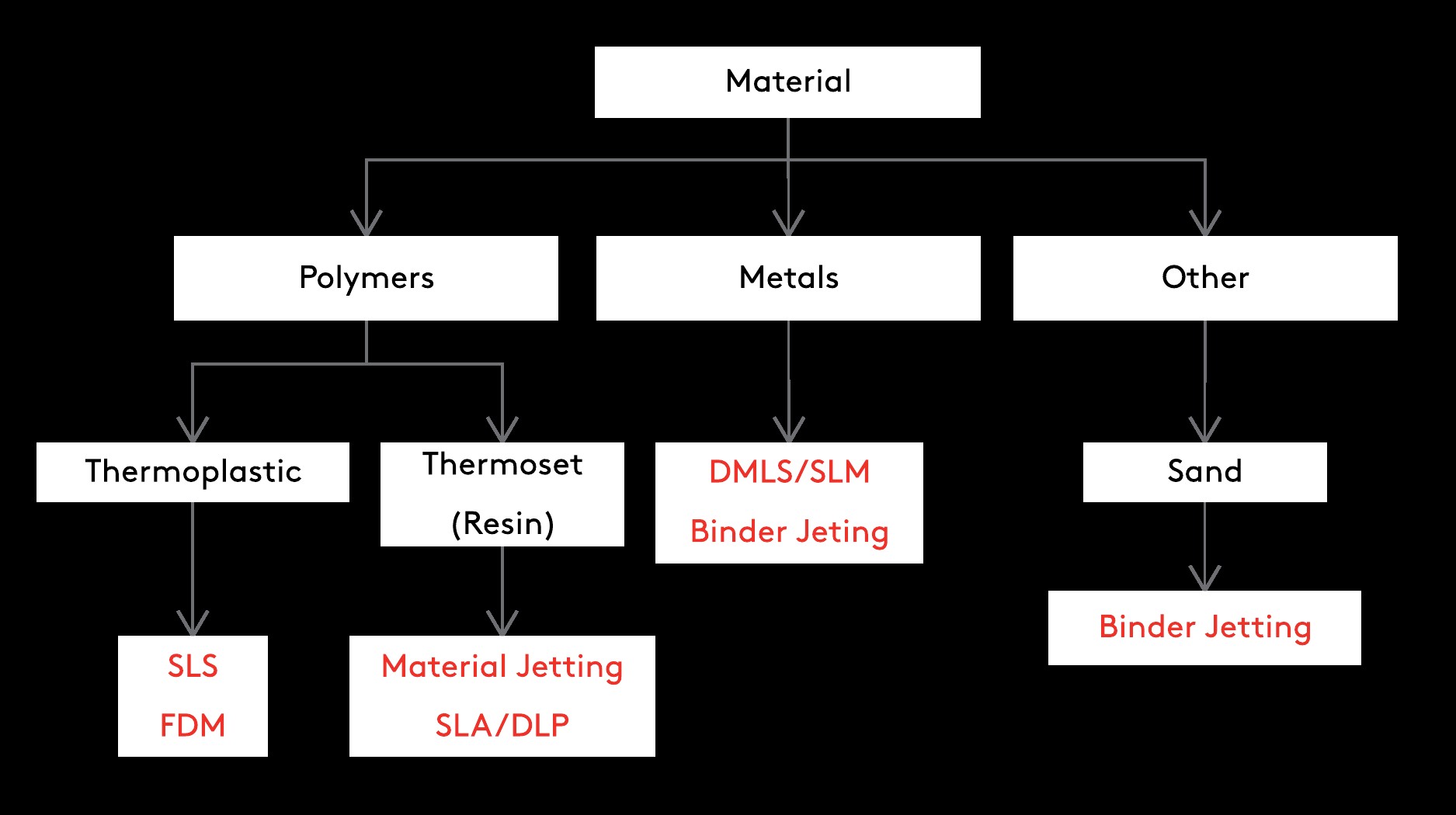
3D-printmaterialen komen meestal in de vorm van filament, poeder of hars (afhankelijk van de gebruikte 3D-printprocessen). Polymeren (kunststoffen) en metalen zijn de twee belangrijkste materiaalgroepen voor 3D-printen, terwijl andere materialen (zoals keramiek of composieten) ook beschikbaar zijn. Polymeren kunnen verder worden afgebroken tot thermoplasten en thermoharders.
Als het benodigde materiaal al bekend is, is het selecteren van een 3D-printproces relatief eenvoudig, aangezien slechts enkele technologieën onderdelen van hetzelfde materiaal produceren. In die gevallen wordt het selectieproces meestal een vergelijking tussen kosten en eigenschappen.
Thermoplastieken:
Thermoplasten zijn het meest geschikt voor functionele toepassingen, waaronder de productie van onderdelen voor eindgebruik en functionele prototypen.
Ze hebben goede mechanische eigenschappen en een hoge slagvastheid, slijtvastheid en chemische bestendigheid. Ze kunnen ook worden gevuld met koolstof, glas of andere additieven om hun fysieke eigenschappen te verbeteren. 3D-geprinte technische thermoplasten (zoals nylon, PEI en ASA) worden veel gebruikt om eindgebruiksonderdelen voor industriële toepassingen te produceren.
SLS-onderdelen hebben betere mechanische en fysieke eigenschappen en een hogere maatnauwkeurigheid, maar FDM is zuiniger en heeft kortere doorlooptijden.
| Typische thermoplasten voor 3D-printen | |
|---|---|
| SLS | Nylon (PA), TPU |
| FDM | PLA, ABS, PETG, Nylon, PEI (ULTEM), ASA, TPU |
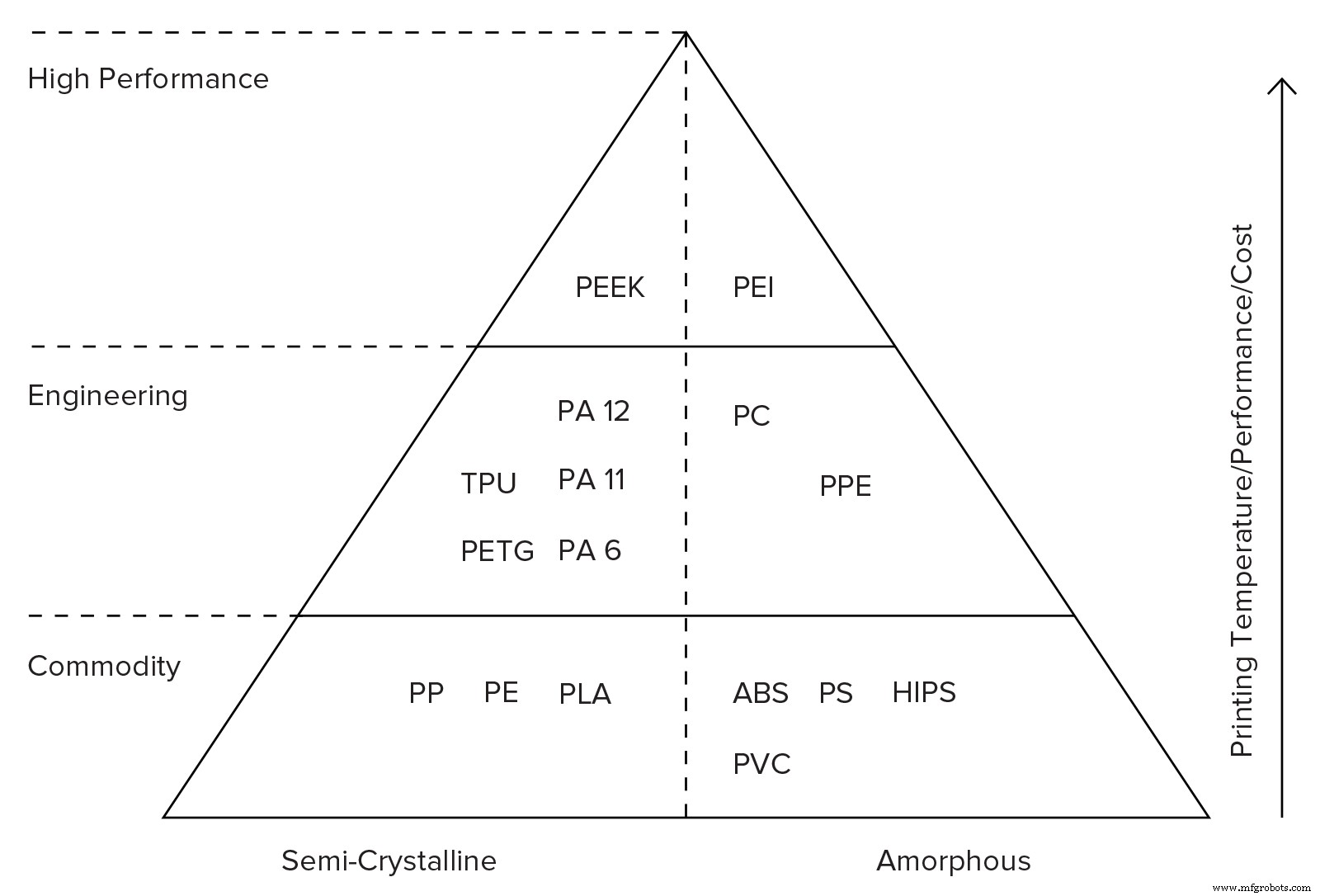
Onderstaande piramide toont de meest voorkomende thermoplastische materialen voor 3D-printen. Als vuistregel geldt:hoe hoger een materiaal in de piramide, hoe beter de mechanische eigenschappen en hoe moeilijker het is om ermee te printen (hogere kosten):
Thermosets (harsen):
Thermosets (harsen) zijn beter geschikt voor toepassingen waar esthetiek belangrijk is, omdat ze onderdelen kunnen produceren met gladde, injectieachtige oppervlakken en fijne details.
Over het algemeen hebben ze een hoge stijfheid, maar zijn ze brozer dan thermoplasten, dus ze zijn niet geschikt voor functionele toepassingen. Er zijn speciale harsen beschikbaar die zijn ontworpen voor technische toepassingen (die de eigenschappen van ABS en PP nabootsen) of tandheelkundige inzetstukken en implantaten.
Material Jetting produceert onderdelen met een superieure maatnauwkeurigheid en over het algemeen gladdere oppervlakken, maar tegen hogere kosten dan SLA/DLP. Beide processen gebruiken vergelijkbare foto-uithardbare harsen op acrylbasis.
| Typische thermoharders voor 3D-printen (harsen) | |
|---|---|
| Materiaalspuiten | >Standaard hars, digitaal ABS, duurzaam hars (PP-achtig), transparant hars, tandhars |
| SLA/DLP | Standaard hars, Taaie hars (ABS-achtig), Duurzame hars (PP-achtig), Heldere hars, Tandhars |
Metalen:
Metaal 3D-geprinte onderdelen hebben uitstekende mechanische eigenschappen en kunnen bij hoge temperaturen werken. De freeform-mogelijkheden van 3D-printen maken ze ideaal voor lichtgewicht toepassingen voor de lucht- en ruimtevaart en de medische industrie.
DMLS/SLM-onderdelen hebben superieure mechanische eigenschappen en toleranties, maar Binder Jetting kan tot 10x goedkoper zijn en kan veel grotere onderdelen produceren.
| Typische metalen 3D-printen | |
|---|---|
| DMLS/SLM | Roestvrij staal, titanium, aluminium |
| Binder Jetting | Roestvrij staal (brons gevuld of gesinterd) |
Andere materialen:
Andere materialen kunnen ook 3D-geprint worden, maar ze worden niet zo veel gebruikt, omdat hun toepassingen beperkt zijn. Deze materialen omvatten keramiek en zandsteen in full-color met Binder Jetting.
| Andere 3D-printmaterialen | |
|---|---|
| Binder Jetting | Zand, keramiek |
Pro-tip:
Vanwege de additieve aard van de technologie hebben 3D-geprinte onderdelen vaak anisotrope mechanische eigenschappen, wat betekent dat ze zwakker zullen zijn in de z-richting. Voor functionele onderdelen moet bij het ontwerp rekening worden gehouden met deze eigenschap.
Bekijk in dit artikel bijvoorbeeld hoe de eigenschappen van SLS-nylon zich verhouden tot bulknylon.

Een proces selecteren op use-case
Het is belangrijk om vroeg in het selectieproces te bepalen of de belangrijkste ontwerpoverweging functie is of visueel uiterlijk . Dit zal enorm helpen bij het kiezen van het meest geschikte proces.
Als vuistregel zijn thermoplastische polymeeronderdelen beter geschikt voor functionele toepassingen, terwijl thermoharders het meest geschikt zijn voor visuele verschijning.
Functionaliteit:
Het onderstaande stroomschema kan u helpen bij het identificeren van het meest geschikte 3D-printproces op basis van algemene ontwerpvereisten voor functionele onderdelen en prototypen.
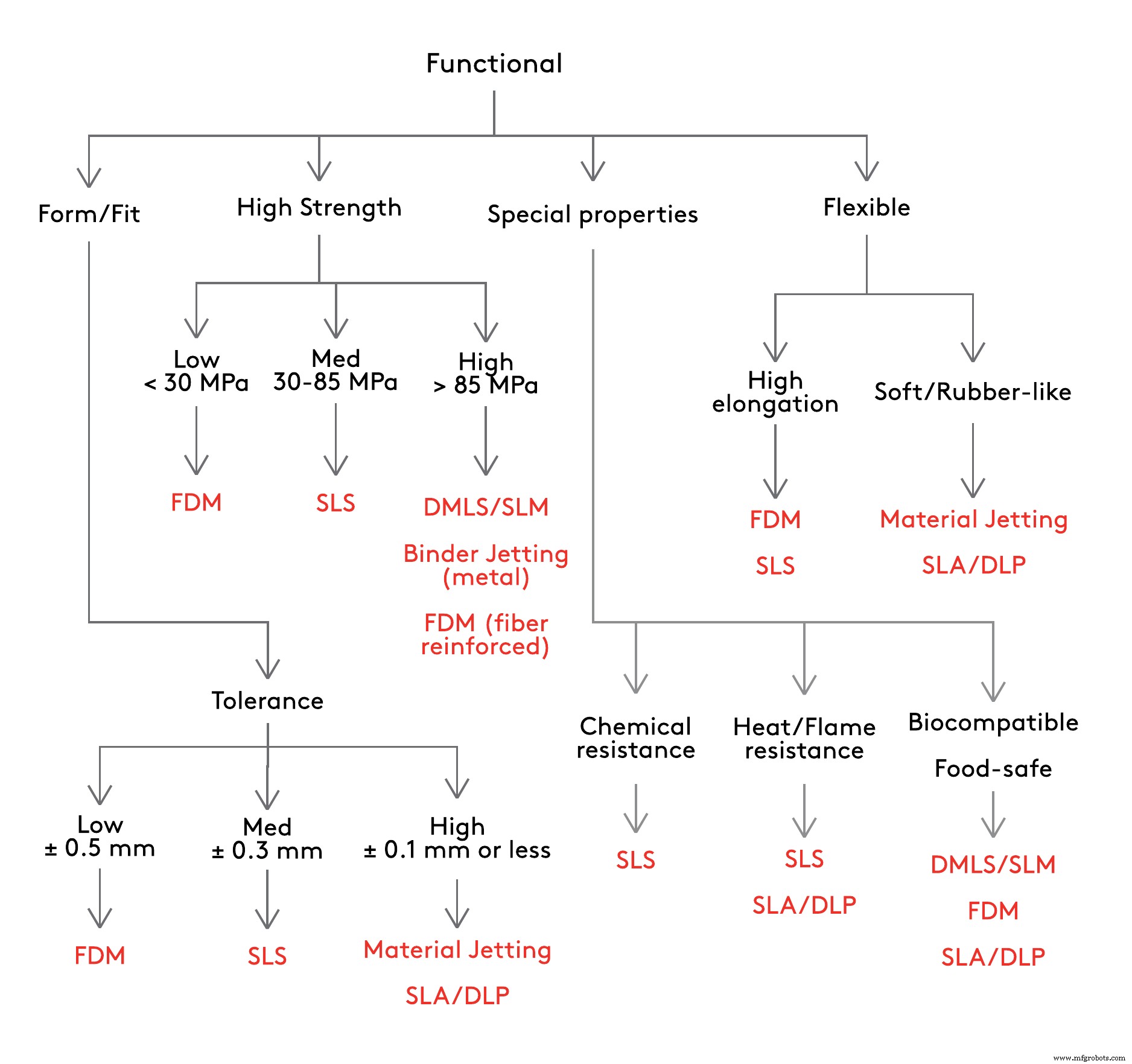
Hier zijn wat meer details:
- Bij het ontwerpen van een onderdeel of prototype dat interfereert met andere componenten, is het belangrijk om het noodzakelijke tolerantieniveau te definiëren . Als vuistregel geldt dat het selecteren van een proces met een hogere maatnauwkeurigheid de kosten verhoogt. Een andere mogelijkheid is om features met kritische afmetingen of kleine details na 3D-printen af te werken (bijvoorbeeld door gaten te boren of schroefdraad te tappen).
- De algehele sterkte van het onderdeel hangt af van verschillende mechanische en fysieke eigenschappen. Om de selectie te vereenvoudigen, kan de materiaaltreksterkte als richtlijn worden gebruikt. Wanneer hoge sterkte en stijfheid zijn vereist, zijn 3D-metaalprinten of FDM-printen versterkt met continue koolstofvezels de beste oplossingen.
- Technische 3D-printmaterialen zijn beschikbaar met speciale eigenschappen , zoals hittebestendigheid, vlambestendigheid, chemische bestendigheid of die zijn gecertificeerd als biocompatibel of voedselveilig.
- Flexibiliteit kan worden gedefinieerd als ofwel hoge rek bij breuk, waarbij thermoplasten zoals TPU beschikbaar zijn in SLS en FDM, of als lage hardheid, waarbij materialen met een rubberachtig gevoel beschikbaar zijn voor SLA/DLP en Material Jetting.

Visueel uiterlijk:
Als het uiterlijk de belangrijkste zorg is, kan de selectie van het 3D-printproces worden vereenvoudigd met behulp van het onderstaande stroomdiagram.
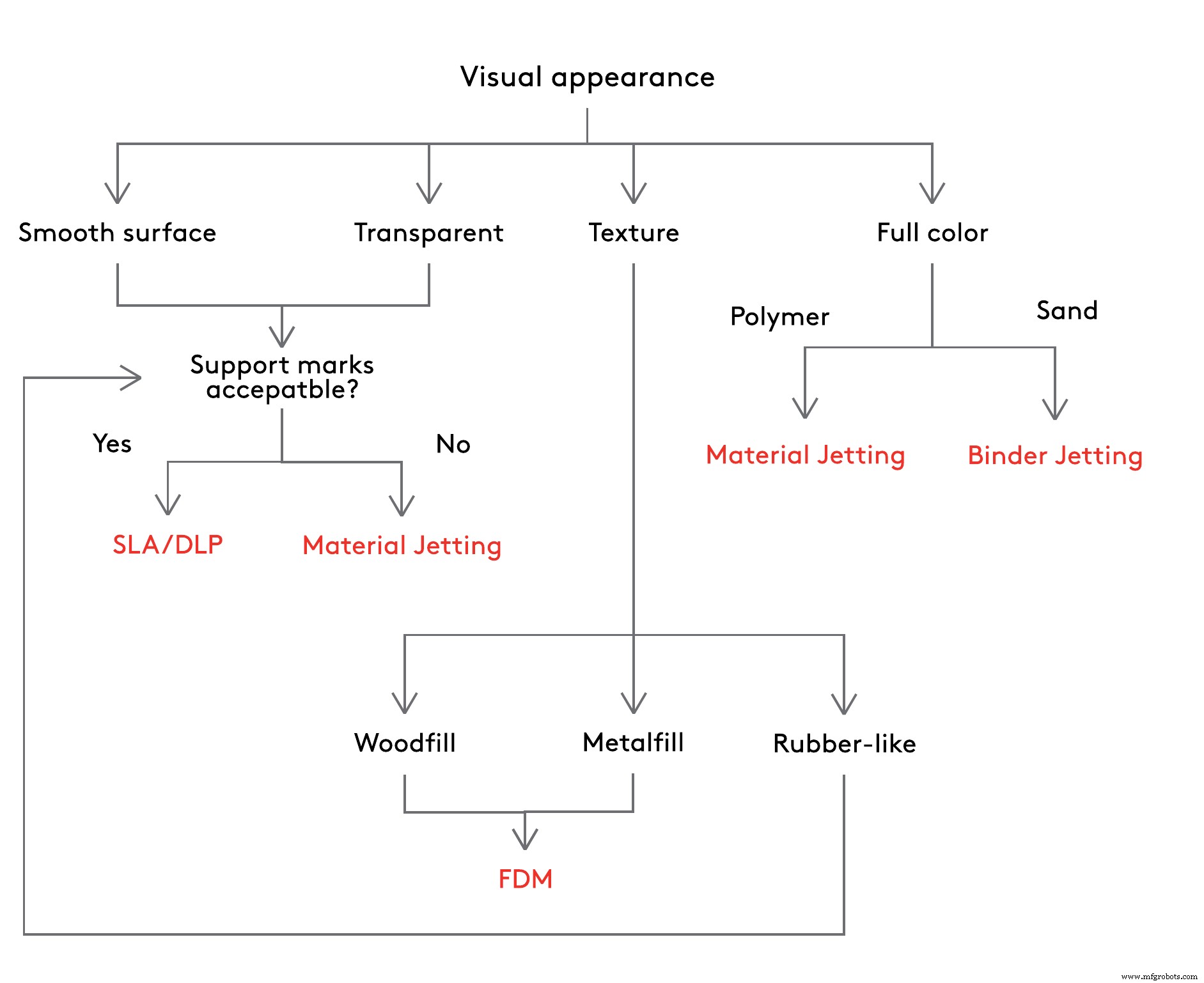
Hier is wat meer informatie:
- Zowel SLA/DLP als Material Jetting kunnen onderdelen produceren met een gladde, spuitgietachtige oppervlakteafwerking. Het belangrijkste verschil tussen de twee processen (afgezien van de kosten) is dat ondersteuning bij Material Jetting oplosbaar is, terwijl het in SLA/DLP handmatig moet worden verwijderd na het afdrukken, waardoor er kleine markeringen op het oppervlak achterblijven die nabewerkt moeten worden ( geschuurd of gepolijst).
- Material Jetting produceert volledig transparante onderdelen, terwijl SLA/DLP-onderdelen semi-transparant worden geprint en nabewerkt kunnen worden om bijna 100% optisch helder te zijn.
- Onderdelen met een speciale textuur, zoals een houtachtige of metaalachtige afwerking, kunnen worden bedrukt met woodfill of metalfill FDM-filamenten. Rubberachtige onderdelen zijn zacht (shore-hardheid <70A) en kunnen buigen en samendrukken, maar hebben de prestaties van echt rubber.
- Material Jetting en Binder Jetting zijn de enige 3D-printprocessen die momenteel full-color printmogelijkheden bieden. Material Jetting heeft het voordeel, omdat het materialen biedt met betere fysieke eigenschappen en mogelijkheden voor meerdere materialen. Een andere optie is om de modellen na het printen te primen en te schilderen of om een FDM-printer te gebruiken met dubbele extrusiemogelijkheden (alleen voor twee kleuren).
Een proces selecteren op basis van productiemogelijkheden
Wanneer het modelontwerp al is afgerond, zullen de mogelijkheden van elke 3D-printtechnologie vaak de hoofdrol spelen bij de processelectie.
Het is belangrijk om een overzicht te hebben van de fundamentele mechanica van elk proces om hun belangrijkste voordelen en beperkingen volledig te begrijpen. Zie hiervoor de speciale inleidende artikelen over elke technologie in het volgende hoofdstuk van de Knowledge Base.
Hier zijn enkele handige regels om u te helpen de gegevens te interpreteren:
- Nauwkeurigheid van afmetingen hangt samen met het detailniveau dat elk proces kan bereiken en de bouwkwaliteit van elke 3D-printer. Processen die een hogere nauwkeurigheid bieden, kunnen meestal onderdelen maken met fijnere functies. Machines van industriële kwaliteit hebben een hogere nauwkeurigheid en herhaalbaarheid dan desktopprinters.
- De bouwgrootte bepaalt de maximale afmetingen van een onderdeel dat een printer kan produceren. Voor componenten die de normale bouwgrootte overschrijden, kunt u overwegen te migreren naar een alternatieve technologie of het onderdeel op te splitsen in meerdere componenten die later kunnen worden geassembleerd.
- De behoefte aan ondersteunende structuren bepaalt de mate van ontwerpvrijheid. Processen die geen ondersteuning nodig hebben, zoals SLS, of oplosbare ondersteuning, zoals Material Jetting of dual-extrusion, hebben minder beperkingen en kunnen met meer gemak vrije-vormstructuren produceren.
Laaghoogte
Een ander belangrijk aspect om rekening mee te houden bij het kiezen van een technologie is de impact van de laaghoogte.
Vanwege de additieve aard van 3D-printen, bepaalt de laaghoogte de gladheid van het als bedrukte oppervlak en de minimale kenmerkgrootte een printer kan produceren (in de z-richting). Door een kleinere laaghoogte te gebruiken, wordt het traptrede-effect ook minder prominent en worden nauwkeurigere gebogen oppervlakken geproduceerd. .
| Typische laagdikte | |
|---|---|
| FDM | 50 - 400 m (meest gebruikelijk:200 m) |
| SLA/DLP | 25 - 100 m (meest gebruikelijk:50 m) |
| SLS | 80 - 120 m (meest gebruikelijk:100 m) |
| Materiaalspuiten | 16 - 30 m (meest gebruikelijk:16 m) |
| Binder Jetting | 100 m |
| DMLS/SLM | 30 - 50 m |
Vuistregels
- Bepaal vroeg in het selectieproces of functionaliteit of uiterlijk de eerste prioriteit is.
- Als meer dan één proces onderdelen van hetzelfde materiaal kan produceren, wordt het selectieproces een vergelijking tussen kosten en eigenschappen.
- Voor functionele polymeeronderdelen geeft u de voorkeur aan thermoplasten (SLS of FDM) boven thermoharders.
- Voor visueel uiterlijk en esthetiek zijn thermoharders (SLA/DLP of Material Jetting) de beste optie.
- Kies voor metalen onderdelen DMLS/SLM voor hoogwaardige toepassingen en Binder Jetting voor lagere kosten en grotere onderdelen.
- Overweeg voor functionele onderdelen in metaal of kunststof ook CNC-bewerking.
3d printen
- De juiste hulpmiddelen voor volumeverpakking en onderdeeloriëntatie selecteren
- Realtime kwaliteitscontrole:welk systeem is geschikt voor u?
- 3D-printen of CNC? De juiste productiemethode kiezen
- Het juiste aandrijfsysteem selecteren
- Tips voor het selecteren van de juiste smeermiddelleverancier
- 3D-printen:de 3 grootste misvattingen
- Het ABC van 3D-printen
- Uitdagingen bij het selecteren van de juiste leverancier van IoT-ontwikkeling
- De juiste afschuiningsfreespuntgeometrie selecteren
- De toekomst van 3D-printen in de maakindustrie
- Is 3D-printen de toekomst van productie?