


Spuitgieten
DEEL DIT ARTIKEL
In deze gids vindt u alles wat u moet weten over spuitgieten. Beheers de basisprincipes van de technologie en leer snel bruikbare ontwerptips waarmee u tijd en kosten bespaart.
Deel 1
De basisprincipes van spuitgieten
Wat is spuitgieten? Hoe werkt het en waarvoor wordt het gebruikt? In deze sectie beantwoorden we deze vragen en laten we u algemene voorbeelden zien van spuitgegoten onderdelen, zodat u vertrouwd raakt met de basismechanismen en toepassingen van de technologie.
Wat is spuitgieten?
Spuitgieten is een productietechnologie voor de massaproductie van identieke kunststofonderdelen met goede toleranties. Bij het spuitgieten worden polymeerkorrels gesmolten en vervolgens onder druk in een mal gespoten, waar het vloeibare plastic afkoelt en stolt. De materialen die bij het spuitgieten worden gebruikt, zijn thermoplastische polymeren die kunnen worden gekleurd of gevuld met andere additieven.
Bijna elk plastic onderdeel om je heen is vervaardigd met behulp van spuitgieten:van auto-onderdelen tot elektronische behuizingen en keukenapparatuur.
Spuitgieten wordt veel gebruikt omdat het zeer lage kosten per onderdeel biedt bij hoge productievolumes, samen met uitstekende herhaalbaarheid en sterke ontwerpflexibiliteit. De belangrijkste beperkingen van spuitgieten zijn doorgaans economisch, aangezien het proces vooraf een aanzienlijke investering in gereedschap vereist. Traditioneel kan de doorlooptijd van ontwerp naar productie enkele weken duren, hoewel moderne digitale productieworkflows nu in sommige gevallen gegoten onderdelen in slechts een week kunnen produceren.
Hoe spuitgieten op maat werkt
Een spuitgietmachine bestaat uit drie hoofdonderdelen:de injectie-eenheid, de matrijs (het hart van het hele proces) en de klem-/uitwerpeenheid.
In deze sectie onderzoeken we het doel van elk van deze systemen en hoe hun fundamentele werkingsmechanismen het eindresultaat van het spuitgietproces beïnvloeden.
Voor- en nadelen van spuitgieten
Spuitgieten is een gevestigde productietechnologie met een lange geschiedenis, maar wordt voortdurend verfijnd en verbeterd met nieuwe technologische ontwikkelingen.
Hieronder vindt u een overzicht van de belangrijkste voor- en nadelen van spuitgieten, zodat u kunt begrijpen of dit de juiste oplossing is voor uw toepassing.
Voordelen van spuitgieten
Grootschalige productie van kunststoffen
Spuitgieten is de meest kostenconcurrerende technologie voor het vervaardigen van grote aantallen identieke kunststof onderdelen. Zodra de mal is gemaakt en de machine is ingesteld, kunnen extra onderdelen zeer snel en tegen zeer lage kosten worden vervaardigd.
Het aanbevolen minimale productievolume voor spuitgieten bedraagt 500 stuks. Op dit punt spelen schaalvoordelen een rol en hebben de relatief hoge initiële kosten van gereedschap een minder prominent effect op de eenheidsprijs.
Breed scala aan materialen
Bijna elk thermoplastisch materiaal (en sommige thermoharders en siliconen) kan worden spuitgegoten. Dit zorgt voor een zeer breed scala aan beschikbare materialen met diverse fysieke eigenschappen om mee te ontwerpen.
Onderdelen geproduceerd met spuitgieten hebben zeer goede fysieke eigenschappen. Eigenschappen kunnen worden aangepast met behulp van additieven zoals glasvezels of door pellets, zoals PC/ABS, te mengen om specifieke sterkte, stijfheid of slagvastheid te bereiken.
Zeer hoge productiviteit
De typische spuitgietcyclus duurt 15 tot 60 seconden. Dit is afhankelijk van de grootte van het onderdeel en de complexiteit van de mal. Ter vergelijking:CNC-bewerking of 3D-printen kan minuten tot uren duren om dezelfde geometrie te produceren. Bovendien kan een enkele matrijs meerdere onderdelen huisvesten, waardoor de productiemogelijkheden van dit productieproces verder worden vergroot. Dit betekent dat er elk uur honderden (of zelfs duizenden) identieke onderdelen kunnen worden geproduceerd.
Grote herhaalbaarheid en toleranties
Het spuitgietproces is zeer herhaalbaar en de geproduceerde onderdelen zijn in wezen identiek. Natuurlijk treedt er in de loop van de tijd enige slijtage aan de matrijs op, maar een typische aluminium matrijs die in een pilot-run is uitgevoerd, gaat 5.000 tot 10.000 cycli mee, terwijl matrijzen op volledige schaal van gereedschapsstaal meer dan 100.000 cycli kunnen doorstaan.
Dit nauwkeurigheidsniveau is voldoende voor de meeste toepassingen en vergelijkbaar met zowel CNC-bewerking als 3D-printen. Nauwere toleranties zijn mogelijk, maar zijn afhankelijk van materiaalkrimp. Polypropyleen (PP) krimpt bijvoorbeeld meer dan polycarbonaat (PC), waardoor het moeilijker wordt om krappe afmetingen aan te houden.
Uitstekende visuele uitstraling
Een belangrijke kracht van spuitgieten is dat het eindproducten kan produceren die weinig tot geen extra afwerking nodig hebben. De oppervlakken van de mal kunnen in zeer hoge mate worden gepolijst om spiegelachtige onderdelen te creëren, of ze kunnen worden geparelstraald om gestructureerde oppervlakken te creëren. De SPI-normen bepalen het afwerkingsniveau dat kan worden bereikt.
Bekijk de aanbevelingen voor afwerking/materiaalcompatibiliteit →
Beperkingen van spuitgieten
Opstartkosten voor tooling
Een van de belangrijkste economische overwegingen bij spuitgieten zijn de gereedschapskosten vooraf, aangezien voor elke onderdeelgeometrie een matrijs op maat moet worden vervaardigd. Deze gereedschapskosten houden voornamelijk verband met het ontwerp en de productie van matrijzen en variëren doorgaans van ongeveer $ 250 tot $ 1.000 voor eenvoudigere matrijzen, hoewel complexere gereedschappen aanzienlijk meer kunnen kosten. Omdat de matrijskosten worden verdeeld over het totale aantal geproduceerde onderdelen, wordt spuitgieten steeds kosteneffectiever bij middelgrote tot hoge productievolumes.
Ontwerpwijzigingen zijn kostbaar
Nadat een mal is vervaardigd, is het erg duur om deze aan te passen. Ontwerpwijzigingen vereisen meestal het maken van een geheel nieuwe mal. Om deze reden is het correct ontwerpen van een onderdeel voor spuitgieten erg belangrijk.
In deel 2 noemen we de belangrijkste ontwerpoverwegingen waarmee u rekening moet houden bij het ontwerpen voor spuitgieten. In deel 5 zullen we ook zien hoe u het risico kunt beperken door fysieke prototypes van uw onderdelen te maken.
Langere doorlooptijden vergeleken met andere technologieën
De typische doorlooptijd voor spuitgieten varieert tussen 6-10 weken. Het duurt 4-6 weken om de mal te vervaardigen, plus nog eens 2 tot 4 weken voor productie en verzending.
Als er ontwerpwijzigingen nodig zijn (wat vaak voorkomt), neemt de doorlooptijd dienovereenkomstig toe.
Aan de andere kant kunnen onderdelen die met een desktop 3D-printer zijn gemaakt, 's nachts klaar zijn voor levering, terwijl industriële 3D-printsystemen een typische doorlooptijd van drie tot vijf dagen hebben. CNC-gefreesde onderdelen worden doorgaans binnen 10 dagen of zelfs vijf dagen geleverd.
Ontwerp voor spuitgieten
Er zijn verschillende factoren die de kwaliteit van het eindproduct en de herhaalbaarheid van het proces kunnen beïnvloeden. Om de volledige voordelen van het proces te benutten, moet de ontwerper bepaalde ontwerprichtlijnen volgen.
In dit gedeelte schetsen we veel voorkomende gebreken bij spuitgieten en geven we basis- en geavanceerde richtlijnen die we moeten volgen bij het ontwerpen van onderdelen, evenals aanbevelingen om de kosten tot een minimum te beperken.
Veel voorkomende spuitgietdefecten
De meeste defecten bij spuitgieten houden verband met de stroming van het gesmolten materiaal of de niet-uniforme koelsnelheid tijdens het stollen.
Hieronder vindt u een lijst met defecten waarmee u rekening moet houden bij het ontwerpen van een onderdeel voor spuitgieten. In het volgende gedeelte laten we u zien hoe u elk van deze kunt vermijden door goede ontwerppraktijken te volgen.
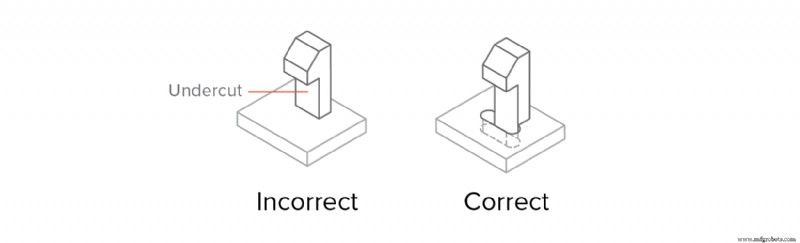
Omgaan met ondersnijdingen
De eenvoudigste mal (de straight-pull mal) bestaat uit twee helften. Onderdelen met ondersnijdingen (zoals de tanden van een draad of de haak van een klikverbinding) kunnen echter mogelijk niet met een rechtgetrokken mal worden vervaardigd. Dit komt omdat de mal niet CNC-gefreesd kan worden of omdat het materiaal het uitwerpen van het onderdeel in de weg staat.
Ondersnijdingen bij spuitgieten zijn onderdelen die niet met een eenvoudige tweedelige matrijs kunnen worden vervaardigd, omdat het materiaal in de weg zit tijdens het openen van de matrijs of tijdens het uitwerpen.
Gemeenschappelijke ontwerpkenmerken
Leer met deze praktische richtlijnen hoe u de meest voorkomende kenmerken van spuitgegoten onderdelen ontwerpt. Gebruik ze om de functionaliteit van uw ontwerpen te verbeteren, terwijl u nog steeds voldoet aan de basisontwerpregels.
Deel 2
Er zijn verschillende factoren die de kwaliteit kunnen beïnvloeden van het eindproduct en de herhaalbaarheid van het proces. Om de volledige voordelen van het proces te benutten, moet de ontwerper bepaalde ontwerprichtlijnen volgen.
In dit gedeelte schetsen we veel voorkomende defecten bij spuitgieten en basis- en geavanceerde richtlijnen te volgen bij het ontwerpen van onderdelen, inclusief aanbevelingen om de kosten tot een minimum te beperken.
Veel voorkomende spuitgietfouten
De meeste defecten bij spuitgieten houden verband met de stroming van het gesmolten materiaal of de niet-uniforme koelsnelheid tijdens het stollen.
Hier is een lijst met defecten waarmee u rekening moet houden bij het ontwerpen van een onderdeel voor spuitgieten. In het volgende gedeelte zullen we zien hoe u elk van deze kunt vermijden door goede ontwerppraktijken te volgen.
Kromtrekken
Wanneer bepaalde delen sneller afkoelen (en als gevolg daarvan krimpen) dan andere, kan het onderdeel permanent buigen als gevolg van interne spanningen.
Onderdelen met een niet-constante wanddikte zijn het meest vatbaar voor kromtrekken.
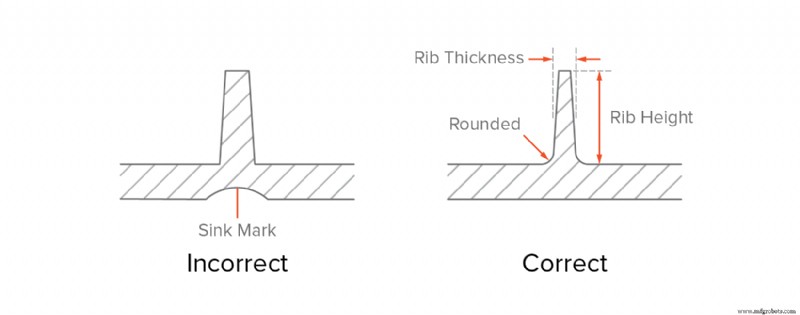
Zinksporen
Wanneer de binnenkant van een onderdeel vóór het oppervlak stolt, kan er een kleine uitsparing in een verder vlak oppervlak verschijnen, een zogenaamde zinkmarkering.
Delen met dikke muren of slecht ontworpen ribben zijn het meest vatbaar voor zinken.
Sleepmarkeringen
Terwijl het plastic krimpt, oefent het druk uit op de mal. Tijdens het uitwerpen zullen de wanden van het onderdeel tegen de mal glijden en schuren, wat kan leiden tot sleepsporen.
Delen met verticale wanden (en zonder tochthoek) zijn het meest gevoelig voor sleepsporen.
Brei lijnen
Wanneer twee stromen elkaar ontmoeten, kunnen er kleine haarachtige verkleuringen ontstaan. Deze gebreide lijnen beïnvloeden de esthetiek van de onderdelen, maar verminderen over het algemeen ook de sterkte van het onderdeel.
Onderdelen met abrupte geometrieveranderingen of gaten zijn gevoeliger voor breilijnen.
Korte shots
Opgesloten lucht in de mal kan de stroming van het materiaal tijdens het injecteren belemmeren, wat resulteert in een onvolledig onderdeel. Een goed ontwerp kan de vloeibaarheid van het gesmolten plastic verbeteren.
Delen met zeer dunne wanden of slecht ontworpen ribben zijn gevoeliger voor korte schoten.
Omgaan met ondersnijdingen
De eenvoudigste mal (de straight-pull mal) bestaat uit 2 helften. Onderdelen met ondersnijdingen (zoals de tanden van een draad of de haak van een klikverbinding) kunnen echter mogelijk niet met een rechtgetrokken mal worden vervaardigd. Dit komt omdat de mal niet CNC-gefreesd kan worden of omdat het materiaal het uitwerpen van het onderdeel in de weg staat.
Ondersnijdingen bij het spuitgieten zijn onderdeelkenmerken die niet met een eenvoudige tweedelige matrijs kunnen worden vervaardigd, omdat er materiaal in de weg zit tijdens het openen van de matrijs of tijdens het uitwerpen.
De tanden van een draad of de haak van een klikverbinding zijn voorbeelden van ondersnijdingen.
Hier volgen enkele ideeën om u te helpen omgaan met ondersnijdingen:
Vermijd ondersnijdingen met behulp van afsluitingen
Het geheel vermijden van ondersnijdingen kan de beste optie zijn . Ondersnijdingen voegen altijd kosten, complexiteit en onderhoudsvereisten toe aan de mal. Een slim herontwerp kan ondersnijdingen vaak elimineren.
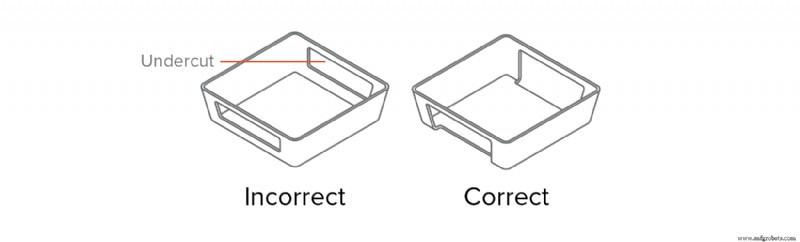
Afsluitingen zijn een handige truc om ondersnijdingen aan de binnenkant van het onderdeel (voor kliksluitingen) of aan de zijkanten van het onderdeel (voor gaten of handgrepen) aan te pakken.
Hieronder staan enkele voorbeelden van hoe spuitgegoten onderdelen opnieuw kunnen worden ontworpen om ondersnijdingen te voorkomen:in wezen wordt materiaal verwijderd in het gebied onder de ondersnijding, waardoor het probleem helemaal wordt geëlimineerd.
Verplaats de scheidingslijn
De eenvoudigste manier om met een ondersnijding om te gaan, is door de scheidingslijn van de mal zo te verplaatsen dat hij deze snijdt.
Deze oplossing is geschikt voor veel ontwerpen met ondersnijdingen op een buitenoppervlak. Vergeet niet de tochthoeken dienovereenkomstig aan te passen.
Gebruik een stripondersnijding (bumpoffs)
Strippende ondersnijdingen (ook wel bumpoffs genoemd) kunnen worden gebruikt als het onderdeel flexibel genoeg is om tijdens het uitwerpen over de mal heen te vervormen . Strippende ondersnijdingen worden gebruikt om de schroefdraad in kroonkurken te vervaardigen.
Ondersnijdingen kunnen alleen worden gebruikt onder de volgende voorwaarden:
- De stripondersnijding moet zich uit de buurt van verstijvingselementen bevinden , zoals hoeken en ribben.
- De ondersnijding moet een inloophoek hebben van 30o tot 45o graden.
- Het spuitgietonderdeel moet ruimte hebben en moet flexibel zijn genoeg om uit te zetten en te vervormen.
Het wordt aanbevolen om het strippen van ondersnijdingen in onderdelen van vezelversterkte kunststoffen te vermijden. Meestal flexibele kunststoffen zoals PP, HDPE of Nylon (PA) kunnen ondersnijdingen tot 5% van hun diameter verdragen.
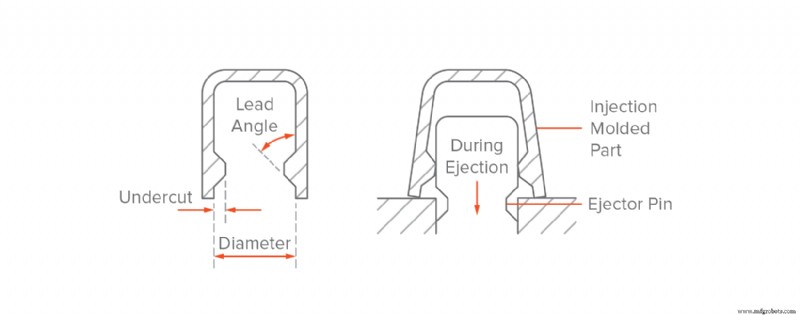 *Voorbeeldonderdeel met stripondersnijdingen. Het onderdeel vervormt als het uit de mal wordt geduwd.*
*Voorbeeldonderdeel met stripondersnijdingen. Het onderdeel vervormt als het uit de mal wordt geduwd.* Glijdende zijacties en kernen
Glijdende zijacties en kernen worden gebruikt wanneer het niet mogelijk is om het spuitgegoten onderdeel opnieuw te ontwerpen om ondersnijdingen te voorkomen.
Kernen met zijwerking zijn inserts die naar binnen glijden als de mal sluit en naar buiten glijden voordat deze opengaat. Houd er rekening mee dat deze mechanismen kosten en complexiteit met zich meebrengen naar de mal.
Volg deze richtlijnen bij het ontwerpen van nevenacties:
- Er moet ruimte zijn voor de kern om in en uit te bewegen . Dit betekent dat het feature zich aan de andere kant van het onderdeel moet bevinden.
- De zijacties moeten loodrecht bewegen . Verplaatsen onder een andere hoek dan 90° is ingewikkelder, waardoor de kosten en doorlooptijden toenemen.
- Vergeet niet om diepgangshoeken toe te voegen zoals gebruikelijk aan uw ontwerp aanpassen, rekening houdend met de beweging van de zijactiekern.
Gemeenschappelijke ontwerpkenmerken
Leer met deze praktische richtlijnen hoe u de meest voorkomende kenmerken van spuitgietonderdelen kunt ontwerpen. Gebruik ze om de functionaliteit van uw ontwerpen te verbeteren, terwijl u nog steeds voldoet aan de basisontwerpregels.
Bevestigingen met schroefdraad (nokken en inzetstukken)
Er zijn 3 manieren om bevestigingsmiddelen aan een spuitgegoten onderdeel toe te voegen:door een schroefdraad direct op het onderdeel te ontwerpen, door een nok toe te voegen waar de schroef kan worden bevestigd, of door een inzetstuk met schroefdraad toe te voegen.
Een thread direct op het onderdeel modelleren is mogelijk, maar niet aanbevolen, omdat de tanden van de draad in wezen ondersnijdingen zijn, waardoor de complexiteit en de kosten van de mal drastisch toenemen (we zullen meer over ondersnijdingen zien in een later gedeelte). Een voorbeeld van een spuitgietonderdeel met schroefdraad zijn flessendoppen.
Bazen
Nokken komen veel voor bij spuitgegoten onderdelen en worden gebruikt als punten voor bevestiging of montage . Ze bestaan uit cilindrische uitsteeksels met gaten die zijn ontworpen voor het opnemen van schroeven, inzetstukken met schroefdraad of andere soorten bevestigings- en montagemateriaal. Een goede manier om aan een baas te denken is als een rib die zichzelf sluit in een cirkel.
De nokken worden gebruikt als bevestigings- of bevestigingspunten (in combinatie met zelftappende schroeven of inzetstukken met schroefdraad).
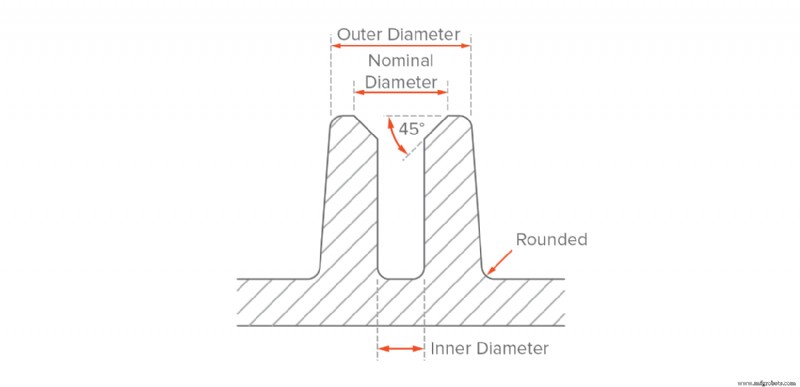 *Aanbevolen ontwerp van een baas*
*Aanbevolen ontwerp van een baas* Wanneer nokken worden gebruikt als __bevestigingspunten__, moet de buitendiameter van de nok 2x de nominale diameter van de schroef of het inzetstuk zijn en de binnendiameter gelijk aan de diameter van de kern van de schroef. Het gat in de nok moet zich uitstrekken tot het niveau van de basismuur, zelfs als niet de volledige diepte nodig is voor de montage, om een __uniforme wanddikte__ over het hele element te behouden. Voeg een afschuining toe om de schroef of het inzetstuk gemakkelijk in te brengen.
__Voor het beste resultaat:__
Vermijd het ontwerpen van bazen die opgaan in de hoofdmuren
Ondersteun bazen met ribben of verbind ze met een hoofdmuur
Gebruik voor nokken met inzetstukken een buitendiameter gelijk aan 2× de nominale maat van de wisselplaat
Draad
Metalen inzetstukken met schroefdraad kan worden toegevoegd aan kunststof spuitgegoten onderdelen om een duurzaam schroefdraadgat te bieden voor bevestigingsmiddelen zoals machineschroeven. Het voordeel van het gebruik van inzetstukken is dat ze veel cycli van montage en demontage mogelijk maken .
Inserts worden in spuitgegoten onderdelen geïnstalleerd door middel van thermische, ultrasone of in-mold insertie. Om een naaf te ontwerpen waarin een inzetstuk met schroefdraad wordt geplaatst, gebruikt u soortgelijke richtlijnen als hierboven, waarbij u de diameter van het inzetstuk als geleidemaat gebruikt.
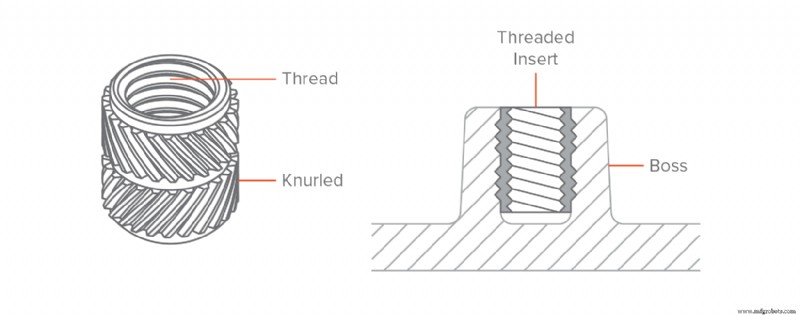 *Een inzetstuk met schroefdraad geplaatst in een naaf*
*Een inzetstuk met schroefdraad geplaatst in een naaf* __Voor het beste resultaat:__
Vermijd het aanbrengen van schroefdraad rechtstreeks op uw spuitgietonderdeel
Ontwerpnokken met een buitendiameter gelijk aan 2x de nominale diameter van de schroef of het inzetstuk
Voeg een reliëf van 0,8 mm toe aan de randen van de schroefdraad
Gebruik een schroefdraad met een spoed groter dan 0,8 mm (32 draden per inch)
Gebruik een trapezium- of steundraad
De beste manier om met de gemaakte ondersnijdingen om te gaan:
Gebruik een schroefdraad met een spoed groter dan 0,8 mm (32 draden per inch)
Voor externe draden plaatst u deze langs de scheidingslijn
Ribben
Wanneer zelfs de maximaal aanbevolen wanddikte niet voldoende is om aan de functionele eisen van een onderdeel te voldoen, kunnen ribben worden gebruikt om de stijfheid ervan te verbeteren.
Bij het ontwerpen van ribben:
● Gebruik een dikte gelijk aan 0,5 × hoofdwanddikte
● Definieer een hoogte kleiner dan 3 × ribdikte
● Gebruik een basisfilet met een straal groter dan ¼ × ribdikte
● Voeg een tochthoek toe van minimaal 0,25° - 0,5°
● Voeg een min. toe. afstand tussen ribben en wanden van 4 × ribdikte
Snap-fit verbindingen
Klikverbindingen zijn een zeer eenvoudige, economische en snelle manier om twee delen te verbinden zonder bevestigingsmiddelen of gereedschap . Er bestaat een breed scala aan ontwerpmogelijkheden voor klikverbindingen.
Als vuistregel geldt de doorbuiging van een klikverbinding hangt vooral af van de lengte en de toegestane kracht die er in de breedte op kan worden aangebracht (aangezien de dikte min of meer wordt bepaald door de wanddikte van het onderdeel). Ook klikverbindingen zijn een ander voorbeeld van ondersnijdingen.
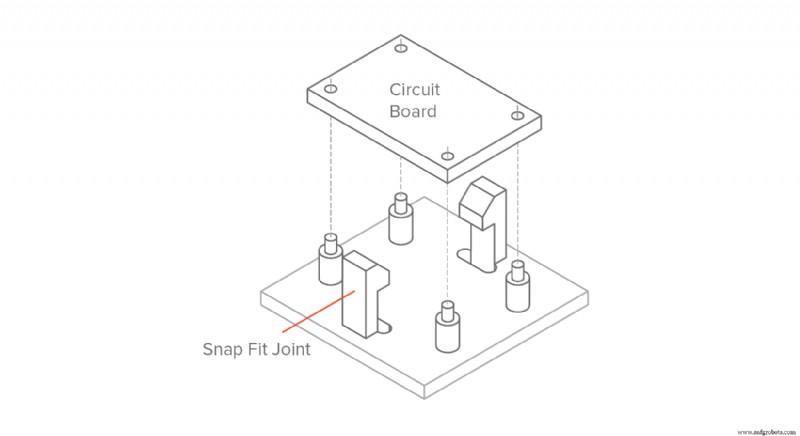 *Voorbeeld van een montage met klikverbindingen*
*Voorbeeld van een montage met klikverbindingen* In het bovenstaande voorbeeld wordt het meest voorkomende ontwerp met klikverbinding (bekend als de __cantilever klikverbinding__) weergegeven. Voeg, net als bij ribben, een trekhoek toe aan uw klikverbindingen en gebruik een minimale dikte van 0,5x de wanddikte.
Specifieke richtlijnen voor het ontwerpen van klikverbindingen zijn een belangrijk onderwerp dat buiten het bestek van dit artikel valt. Voor meer gedetailleerde informatie verwijzen wij u naar dit artikel van MIT.
Voor de beste resultaten:
Voeg een tochthoek toe aan de verticale wanden van uw klikverbindingen
Ontwerp met kliksluitingen met een dikte groter dan 0,5x de wanddikte
Pas hun breedte en lengte aan om de doorbuiging en toegestane kracht te regelen
Levende scharnieren
Levende scharnieren zijn dunne stukjes plastic die 2 segmenten verbinden van een onderdeel en laat het buigen en buigen . Meestal worden deze scharnieren opgenomen in in massa geproduceerde containers, zoals plastic flessen. Een goed ontworpen levend scharnier kan tot wel een miljoen cycli zonder problemen meegaan.
Het materiaal gebruikt bij het spuitgieten moet een levend scharnier flexibel zijn. Polypropyleen (PP) en polyethyleen (PE) zijn goede keuzes voor consumententoepassingen en nylon (PA) voor technische toepassingen.
Hieronder ziet u een goed ontworpen scharnier. De aanbevolen minimale dikte van het scharnier varieert tussen 0,20 en 0,35 mm, waarbij hogere diktes resulteren in duurzamere, maar stijvere onderdelen.
{{img}}
*Voorbeeld van een levend scharnier (links) en aanbevolen ontwerpafmetingen voor PP of PE (rechts)*
Voordat u overgaat tot volledige productie, prototype uw levende scharnieren met behulp van CNC-bewerking of 3D-printen om de geometrie en stijfheid te bepalen die het beste bij uw toepassing past. Voeg royale filets toe en ontwerp schouders met een uniforme wanddikte als hoofdgedeelte van het onderdeel om de materiaalstroom in de mal te verbeteren en de spanningen te minimaliseren. Verdeel scharnieren langer dan 150 mm in twee (of meer) om de levensduur te verlengen.
Voor gedetailleerde richtlijnen verwijzen wij u naar deze MIT-handleiding.
Voor de beste resultaten :
-
Designscharnieren met een dikte tussen 0,20 en 0,35 mm
-
Kies voor onderdelen met levende scharnieren een flexibel materiaal (PP, PE of PA).
-
Gebruik schouders met een dikte die gelijk is aan de dikte van de hoofdmuur
-
Voeg zo groot mogelijke filets toe
Ribben fijnmaken
Crush Ribs zijn kleine uitstekende onderdelen die vervormen om wrijving te creëren wanneer verschillende componenten tegen elkaar worden gedrukt, waardoor hun positie wordt veiliggesteld.
Crush ribs kunnen een economisch alternatief zijn voor het vervaardigen van gaten met hoge tolerantie voor strakke passingen . Ze worden vaak gebruikt om lagers of assen te huisvesten en andere perspassingstoepassingen.
Hieronder ziet u een voorbeeld van een onderdeel met kreukels. Om een goede uitlijning te garanderen, wordt het gebruik van drie crush-ribben aanbevolen. De aanbevolen hoogte/radius voor elke ribbe is 2 mm . Voeg een minimale interferentie van 0,25 mm toe tussen de crushrib en het passtuk. Door het kleine oppervlaktecontact met de mal kunnen breekribben zonder trekhoek worden ontworpen.
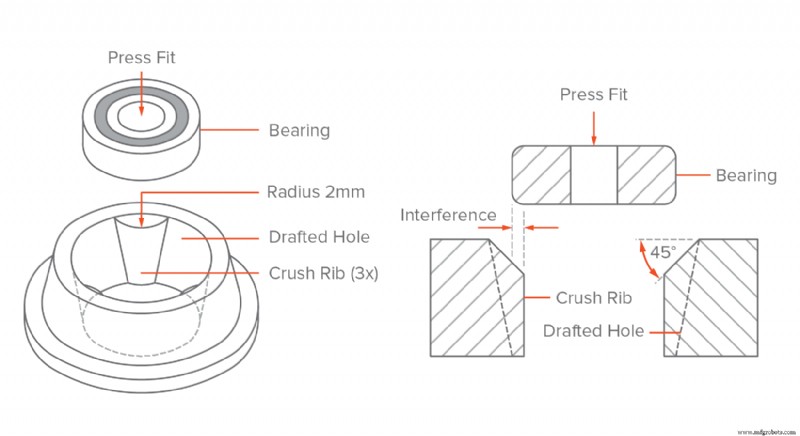 *Voorbeeld van een kreukelrib (links) en aanbevolen ontwerpafmetingen (rechts)*
*Voorbeeld van een kreukelrib (links) en aanbevolen ontwerpafmetingen (rechts)* __Voor het beste resultaat:__
Voeg een minimale interferentie van 0,25 mm toe tussen de breukrib en het onderdeel
Voeg geen trekhoek toe aan de verticale wanden van een braakrib
Belettering en symbolen
Tekst is een veel voorkomend kenmerk dat nuttig kan zijn voor logo's, labels, waarschuwingen, diagrammen en instructies, waardoor u de kosten van zelfklevende of geverfde labels kunt besparen.
Kies bij het toevoegen van tekst tekst in reliëf over gegraveerde tekst, omdat het gemakkelijker is om de mal te CNC-bewerken en dus economischer is.
Ook de tekst 0,5 mm verhogen boven het onderdeeloppervlak zorgt ervoor dat de letters gemakkelijk leesbaar zijn. We raden u aan een vetgedrukte, afgeronde lettertypestijl te selecteren met uniforme lijndikte, met een grootte van 20 punten of groter. Enkele voorbeelden van lettertypen zijn:Century Gothic Bold, Arial en Verdana.
Gebruik reliëftekst (0,5 mm hoogte) in plaats van gegraveerde tekst
Gebruik een lettertype met een uniforme dikte en een minimale lettergrootte van 20 punten
Lijn de tekst loodrecht uit op de scheidingslijn
Gebruik een hoogte (of diepte) groter dan 0,5 mm
Toleranties
Bij spuitgieten worden doorgaans onderdelen geproduceerd met toleranties van ± 0,250 mm (0,010").
Onder bepaalde omstandigheden zijn nauwere toleranties haalbaar (tot ± 0,125 mm - en zelfs ± 0,025 mm), maar ze verhogen de kosten drastisch.
Voor kleine productieruns (<10.000 eenheden) kunt u overwegen een secundaire bewerking (zoals boren) uit te voeren om de nauwkeurigheid te verbeteren. Dit zorgt voor de juiste interferentie van het onderdeel met andere componenten of inzetstukken (bijvoorbeeld bij gebruik van perspassingen).
Ontwerpregels voor spuitgieten
Een van de grootste voordelen van spuitgieten is hoe gemakkelijk complexe geometrieën ontstaan kan worden gevormd, waardoor een enkel onderdeel meerdere functies kan vervullen.
Zodra de matrijs is vervaardigd, kunnen deze complexe onderdelen tegen zeer lage kosten worden gereproduceerd. Maar veranderingen aan het matrijsontwerp in latere ontwikkelingsstadia kunnen erg duur zijn, dus behaal de beste resultaten vanaf de eerste keer is essentieel. Volg de onderstaande richtlijnen om de meest voorkomende defecten bij spuitgieten te voorkomen.
Gebruik een constante wanddikte
Gebruik een uniforme wanddikte door het hele onderdeel heen (indien mogelijk) en vermijd dikke delen . Dit is essentieel omdat niet-uniforme wanden kunnen leiden tot kromtrekken of het onderdeel als het gesmolten materiaal afkoelt.
Bij secties met verschillende dikte nodig zijn, maak de overgang zo soepel mogelijk met behulp van een afschuining of filet. Op deze manier zal het materiaal gelijkmatiger in de holte stromen, waardoor de hele mal volledig gevuld wordt.
Voor de beste resultaten:
Gebruik een uniforme wanddikte binnen de aanbevolen waarden
Als er verschillende diktes nodig zijn, maak de overgang dan glad met een afschuining of afronding met een lengte die 3x het verschil in dikte is
Hol dikke delen uit
Dikke delen kunnen tot verschillende defecten leiden, waaronder kromtrekken en zinken. De maximale dikte van elk deel van uw ontwerp beperken tot de aanbevolen waarden door ze hol te maken is essentieel.
Om de sterkte van het holle gedeelte te verbeteren, gebruik je ribben om constructies te ontwerpen met dezelfde sterkte en stijfheid, maar met een kleinere wanddikte. Hieronder ziet u een goed ontworpen onderdeel met holle profielen:
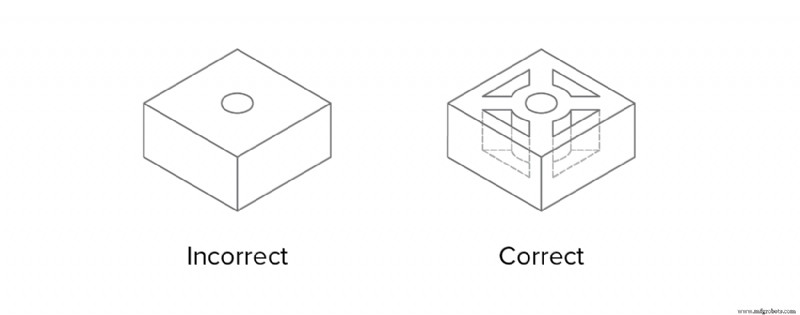 *Holle dikke delen en voeg ribben toe om de stijfheid te verbeteren*
*Holle dikke delen en voeg ribben toe om de stijfheid te verbeteren* Ribben kunnen ook worden gebruikt om de stijfheid van __horizontale secties__ te verbeteren zonder de dikte ervan te vergroten. Houd er echter rekening mee dat de beperkingen voor de wanddikte nog steeds van toepassing zijn. Het overschrijden van de aanbevolen ribdikte (zie hieronder) kan leiden tot zinksporen.
 *De beperkingen voor de wanddikte gelden nog steeds voor ribben*
*De beperkingen voor de wanddikte gelden nog steeds voor ribben* Voor de beste resultaten:
Hol dikke delen uit en gebruik ribben om de sterkte en stijfheid van het onderdeel te verbeteren
Ontwerpribben met max. dikte gelijk aan 0,5x de wanddikte
Ontwerpribben met max. hoogte gelijk aan 3x de wanddikte
Voeg vloeiende overgangen toe
Aanbevolen: 3 × wanddikteverschil
Soms zijn secties met verschillende wanddiktes niet te vermijden. Gebruik in deze gevallen een afschuining of afronding om de overgang zo soepel mogelijk te maken.
Op dezelfde manier moet de basis van verticale elementen (zoals ribben, nokken, kliksluitingen) ook altijd afgerond zijn.
Alle randen rond
De uniforme wanddikte beperking geldt ook voor randen en hoeken:de overgang moet zo soepel mogelijk zijn om een goede materiaalstroom te garanderen.
Voor binnenranden Gebruik dan een straal van minimaal 0,5 x de wanddikte . Voor buitenranden , voeg een straal toe die gelijk is aan de binnenradius plus de wanddikte . Zo zorg je ervoor dat de dikte van de muren overal constant is (ook op de hoeken).
Bovendien resulteren scherpe hoeken in spanningsconcentraties, wat kan resulteren in zwakkere onderdelen.
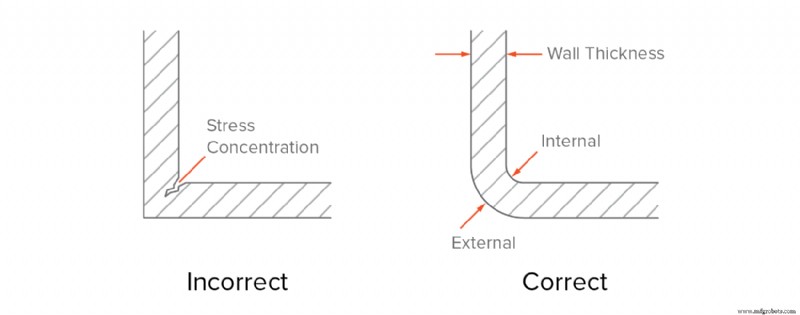 *Voeg brede stralen toe aan alle randen om een uniforme wanddikte te behouden en defecten te voorkomen*
*Voeg brede stralen toe aan alle randen om een uniforme wanddikte te behouden en defecten te voorkomen* Voor de beste resultaten:
Voeg een afronding toe gelijk aan 0,5x de wanddikte aan de binnenhoeken
Voeg een afronding toe gelijk aan 1,5x de wanddikte aan de buitenhoeken
Voeg diepgangshoeken toe
Om het uitwerpen van het onderdeel uit de mal te vergemakkelijken, moet aan alle verticale wanden een trekhoek worden toegevoegd. Muren zonder trekhoek zullen op hun oppervlak sleepsporen vertonen, vanwege de hoge wrijving met de mal tijdens het uitwerpen.
Een minimale tochthoek van 2° wordt aanbevolen. Bij hogere elementen moeten grotere trekhoeken (tot 5o°) worden gebruikt.
Lees meer over het belang van diepgangshoeken in dit artikel →
Een goede vuistregel is om de trekhoek met één graad per 25 mm te vergroten . Voeg bijvoorbeeld een tochthoek van 3o graden toe aan een element dat 75 mm hoog is. Er moet een grotere trekhoek worden gebruikt als het onderdeel een gestructureerde oppervlakteafwerking heeft . Als vuistregel geldt dat je 1o tot 2o graden extra moet toevoegen aan de resultaten van de bovenstaande berekeningen.
Houd er rekening mee dat diepgangshoeken ook nodig zijn voor ribben. Houd er echter rekening mee dat het toevoegen van een hoek de dikte van de bovenkant van de ribbe zal verminderen, dus zorg ervoor dat uw ontwerp voldoet aan de aanbevolen minimale wanddikte.
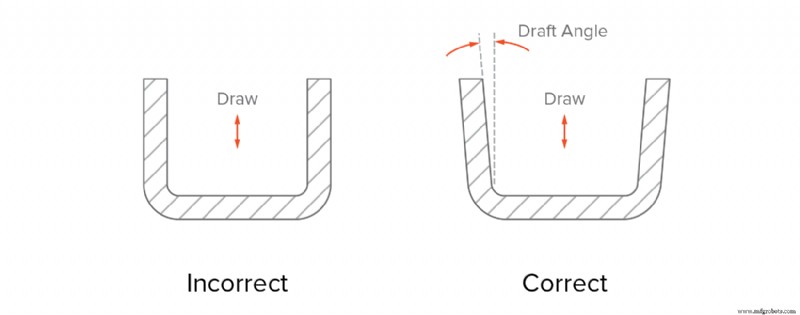 *Voeg een tochthoek toe (minimaal 2o) aan alle verticale wanden*
*Voeg een tochthoek toe (minimaal 2o) aan alle verticale wanden* __Voor het beste resultaat:__
Voeg een minimale tochthoek van 2o graden toe aan alle verticale wanden
Voor objecten groter dan 50 mm vergroot u de diepgangshoek met één graad per 25 mm
Voor onderdelen met een gestructureerde oppervlakteafwerking vergroot u de trekhoek met 1-2o extra graden
Deel 3
Spuitgietmaterialen
Spuitgieten is compatibel met een breed scala aan kunststoffen. In dit gedeelte leert u meer over de belangrijkste kenmerken van de meest populaire materialen. Ook bespreken we de standaard oppervlakteafwerkingen die op spuitgietonderdelen kunnen worden toegepast.
Materialen gebruikt voor spuitgieten
Alle thermoplastische kunststoffen kunnen worden gespuitgiet. Sommige thermoharders en vloeibare siliconen zijn ook compatibel met het spuitgietproces.
Ze kunnen ook worden versterkt met vezels, rubberdeeltjes, mineralen of vlamvertragers om hun fysieke eigenschappen te wijzigen. Glasvezel kan bijvoorbeeld met de pellets worden gemengd in verhoudingen van 10%, 15% of 30%, wat resulteert in onderdelen met een hogere stijfheid.
Polypropyleen (PP)
De meest voorkomende spuitgietkunststof. Uitstekende chemische bestendigheid. Voedselveilige kwaliteiten beschikbaar. Niet geschikt voor mechanische toepassingen.
ABS
Algemeen thermoplastisch materiaal met hoge slagvastheid, lage kosten en lage dichtheid. Kwetsbaar voor oplosmiddelen.
Polyethyleen (PE)
Lichtgewicht thermoplastisch materiaal met goede slagvastheid en weersbestendigheid. Geschikt voor buitentoepassingen.
Polystyreen (PS)
Het spuitgietkunststof met de laagste kosten. Voedselveilige kwaliteiten beschikbaar. Niet geschikt voor mechanische toepassingen.
Polyurethane (PU)
Thermoplastic with high impact strength and good mechanical properties &hardness. Suitable for molding parts with thick walls.
Nylon (PA 6)
Engineering thermoplastic with excellent mechanical properties and high chemical &abrasion resistance. Susceptible to moisture.
Polycarbonate (PC)
The plastic with the highest impact strength. High thermal resistance, weather resistance &toughness. Can be colored or transparent.
PC/ABS
Blend of two thermoplastics resulting in high impact strength, excellent thermal stability, and high stiffness. Vulnerable to solvents.
POM (Acetal/Delrin)
Engineering thermoplastic with high strength, stiffness &moisture resistance and self-lubricating properties. Relatively prone to warping.
PEEK
High-performance engineering thermoplastic with excellent strength and thermal &chemical resistance. Used to replace metal parts.
Silicone rubber
Thermoset with excellent heat &chemical resistance and customizable shore hardness. Food-safe and medical grade available.
An additive that is commonly used to improve the stiffness of the injection molded parts is fiberglass. The glass fibers can be mixed with the pellets at ratios of 10%, 15% or 30%, resulting in different mechanical properties.
Colorant can be added to the mixture (at a ratio of about 3%) to create a great variety of colored parts. Standard colors include red, green, yellow, blue, black and white and they can be mixed to create different shades.
Surface finishes and SPI standards
Surface finishes can be used to give an injection molded part a certain look or feel. Besides cosmetic purposes surface finishes can also serve technical needs . For example, the average surface roughness (Ra) can dramatically influence the lifetime of sliding parts such as plain bearings.
Injection molded parts are not usually post-processed, but the mold itself can be finished to various degrees.
Keep in mind that rough surfaces increase the friction between the part and the mold during ejection, therefore a larger draft angle is required.
The Society of Plastics Industry (SPI) explains several standard finishing procedures that result in different part surface finishes.
A-2
A-3 Suitable for parts that require the smoothest surface finish for cosmetic or functional purposes (Ra less than 0.10 μm). The A-1 finish is suitable for parts with mirror-like finish and lenses. Semi-gloss finish The mold is smoothed with fine grit sandpaper, resulting in a fine surface finish. B-1
B-2
B-3 Suitable for parts that require a good visual appearance , but not a high glossy look. Matte finish The mold is smoothed using fine stone powder, removing all machining marks. C-1
C-2
C-3 Suitable for parts with low visual appearance requirements , but machining marks are not acceptable. Textured finish The mold is first smoothed with fine stone powder and then sandblasted, resulting in a textured surface. D-1
D-2
D-3 Suitable for parts that require a satin or dull textured surface finish. As-machined finish The mold is finished to the machinist's discretion. Tool marks will be visible. - Suitable for non-cosmetic parts , such industrial or hidden components.
When selecting a glossy surface finish, remember these useful tips:
- A high glossy mold finish is not equivalent to a high glossy finished product. It is significantly subject to other factors such as plastic resin used, molding condition and mold design. For example, ABS will produce parts with a higher glossy surface finish than PP. To find the recommended material and surface finish combination visit the appendix.
- Finer surface finishes require a higher grade material for the mold. To achieve a very fine polish, tool steels with the highest hardness are required. This has an impact on the overall cost (material cost, machining time and post-processing time).
Part 4
Cost reduction tips
Learn more about the main cost drivers in injection molding and actionable design tips that will help you reduce the costs of your project.
Cost drivers in injection molding
The biggest costs in injection molding are:
- Tooling costs determined by the total cost of designing and machining the mold
- Material costs determined by the volume of the material used and its price per kilogram
- Production costs determined by the total time the Injection molding machine is used
Tooling costs are constant (starting at $3,000 and up to $5,000). This cost is independent of the total number of manufactured parts, while the material and production costs are dependent on the production volume.
For smaller productions (1,000 to 10,000 units), the cost of tooling has the greatest impact on the overall cost (approximately 50-70%). So, it’s worthwhile altering your design accordingly to simplify the process of manufacturing of the mold (and its cost).
For larger volumes to full-scale production (10,000 to 100,000+ units), the contribution of the tooling costs to the overall cost is overshadowed by the material and production costs. So, your main design efforts should focus on minimizing both the volume part and the time of the molding cycle.
Here we collected some tips to help you minimize the cost of your Injection molded project.
Tip #1:Stick to the straight-pull mold
Side-action cores and the other in-mold mechanisms can increase the cost of tooling by 15% to 30%. This translates to a minimum additional cost for tooling of approximately $1,000 to $1,500.
In a previous section, we examined ways to deal with undercuts. To keep your production on-budget, avoid using side-action cores and other mechanisms unless absolutely necessary.
Tip #2:Redesign the injection molded part to avoid undercuts
Undercuts always add cost and complexity, as well as maintenance to the mold. A clever redesign can often eliminate undercuts.
Tip #3:Make the injection molded part smaller
Smaller parts can be molded faster resulting in a higher production output, making the cost per part lower. Smaller parts also result in lower material costs and reduce the price of the mold.
Tip #4:Fit multiple parts in one mold
As we saw in a previous section, fitting multiple parts in the same mold is common practice. Usually, 6 to 8 small identical parts can fit in the same mold, essentially reducing the total production time by about 80%.
Parts with different geometries can also fit in the same mold (remember, the model airplane example). This is a great solution for reducing the overall cost of assembly.
Here’s an advanced technique:
In some cases, the main body of 2 parts of an assembly is the same. With some creative design, you can create interlocks points or hinges at symmetrical locations, essentially mirroring the part. This way the same mold can be used to manufacture both halves, cutting the tooling costs in half.
Tip #5:Avoid small details
To manufacture a mold with small details require longer machining and finishing times. Text is an example of this and might even require specialized machining techniques such as electrical discharge machining (EDM) resulting in higher costs.
Tip #6:Use lower grade finishes
Finishes are usually applied to the mold by hand, which can be an expensive process, especially for high-grade finishes. If your part is not for cosmetic use, don’t apply a costly high-grade finish.
Tip #7:Minimize the part volume by reducing wall thickness
Reducing the wall thickness of your part is the best way to minimize the part volume. Not only does it mean less material is used, but also the injection molding cycle is greatly accelerated.
For example, reducing the wall thickness from 3 mm to 2 mm can reduce the cycle time by 50% to 75%.
Thinner walls mean that the mold can be filled quicker. More importantly, parts thinner parts cool and solidify much faster. Remember that about half the injection molding cycle is spent on the solidification of the part while the machine is kept idle.
Care must be taken through to not overly reduce the stiffness of the part which would downgrade its mechanical performance. Ribs in key locations can be used to increase stiffness.
Tip #8:Consider secondary operations
For lower volume productions (less than 1000 parts), it may be more cost effective to use a secondary operation to complete your injection molded parts. For example, you could drill a hole after molding rather than using an expensive mold with side-action cores.
Part 5
Start Injection molding
Once your design ready and optimized for injection molding, what’s next? In this section we’ll take you through the steps needed to start manufacturing with injection molding.
Step 1:Start small and prototype fast
Before you commit to any expensive injection molding tooling, first create and test a functional prototype of your design.
This step is essential for launching a successful product. This way design errors can be identified early, while the cost of change is still low.
There are 3 solutions for prototyping:
- 3D printing (with SLS, SLA or Material Jetting)
- CNC machining in plastic
- Low-run injection molding with 3D printed moldsThese processes can create realistic prototypes for form and function that closely resemble the appearance of the final injection molding product.
Use the information below as a quick comparison guide to decide which solution is best for your application.
Prototyping with 3D printing
Designs optimized for injection molding can be easily 3D printed
The prototyping solution with the lowest cost and fastest turnaround
Not every injection molding material is available for 3D printing
3D printed parts are 30-50% weaker than injection molded parts
Prototyping with CNC machining
Material properties identical to the injection molded parts
Excellent accuracy and finishing
Design modifications may be need, as different design restrictions apply
More expensive than 3D printing with longer lead time
Prototyping with low-run injection molding
The most realistic prototypes with accurate material properties
The actual process and mold design is simulated
The prototyping solution with the highest cost
Smaller availability than CNC or 3D printing
Step 2 :Make a “pilot run” (500 - 10,000 parts)
With the design finalized, it time to get started with Injection molding with a small pilot run.
The minimum order volume for injection molding is 500 units. For these quantities, the molds are usually CNC machined from aluminum. Aluminum molds are relatively easy to manufacture and low in cost (starting at about $3,000 to $5,000) but can withstand up to 5,000 - 10,000 injection cycles.
At this stage, the typical cost per part varies between $1 and $5, depending on the geometry of your design and the selected material. The typical lead time for such orders is 6-8 weeks.
Don’t get confused by the term “pilot run”. If you only require a few thousand parts, then this would be your final production step.
The parts manufactured with “pilot” aluminum molds have physical properties and accuracy identical to parts manufactured with “full-scale production” tool steel molds.
Step 3 :Scale up production (100,000+ parts)
When producing parts massive quantities of identical parts (from 10,000 to 100,000+ units) then special Injection molding tooling is required.
For these volumes, the molds are CNC machined from tool steel and can withstand millions of Injection molding cycles. They are also equipped with advanced features to maximize production speeds, such as hot-tip gates and intricate cooling channels.
The typical unit cost at this stage varies between a few cents to $1 and the typical lead time is 4 to 6 months, due to the complexity of designing and manufacturing the mold.
Part 6
Useful resources
In this guide we touched on everything you need to get started with injection molding - but there’s plenty more to learn.
Here are the most useful resources on injection molding and other digital manufacturing technologies if you want to delve deeper.
Other guides
Want to learn more about digital manufacturing? There are more technologies to explore:
Hars
- Toray TC346 prepreg behaalt vlamvertragende certificeringen
- Thermoformed Plastics of New England (TPNE) lanceert zijn eigen lijn gezichtsschermen om te helpen in de strijd tegen het coronavirus
- De composietenwereld in Israël en de VS dienen
- Solvay en Flybotix werken samen aan inspectiedrone
- Thermoplastische composietstructuur vervangt metalen op veiligheidskritieke rempedalen
- 'Eerste' gerecyclede oceaangebonden plastic portfolio gelanceerd
- Waarom PEEK-materiaal aan de top van zijn klasse staat
- CAMX 2019-expositievoorbeeld:Toray Performance Materials
- BYK behaalt additieve certificering voor toepassingen met rotorbladen
- VTT ontwikkelt biobased PEF uit pectinehoudend landbouwafval
- Airtech lanceert materialen voor vacuümzakken op hoge temperatuur voor thermoplastisch gieten