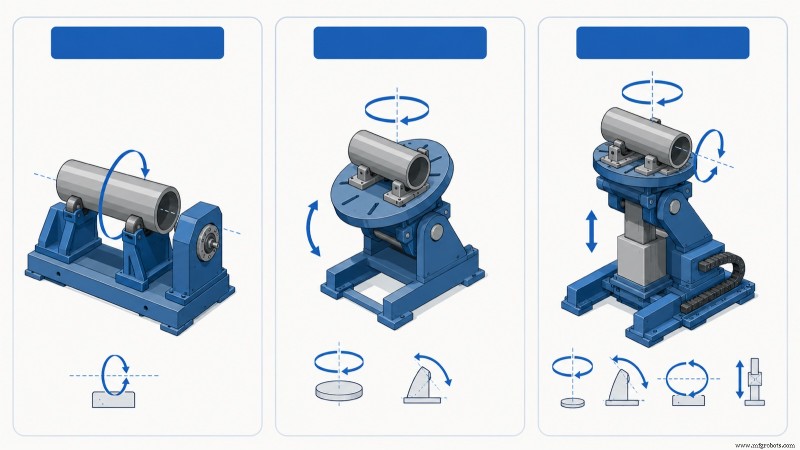
| Enkele as | Alleen rotatie | Buizen, schalen, flenzen, schachten, omtreksnaden | Handmatig of enkele robot, vaste zaklamp |
| Twee assen | Rotatie + kantelen | Lassen, frames, beugels met naden in meerdere vlakken | Handmatig of robot, algemene fabricage |
| Drie-assig | Rotatie + kantelen + tweede draaiing/lift | Grote, hoge of geometrierijke samenstellingen | Robotcel, gecoördineerde beweging |
Kop/losse kop versus draaitafel:een veelvoorkomend punt van verwarring
Kopers vragen vaak of ze een ‘positioner’ of een ‘headstock/tailstock’ nodig hebben. Deze termen beschrijven hoe het onderdeel wordt ondersteund in plaats van concurrerende categorieën. Een positioner in draaitafelstijl laat het onderdeel op een enkele roterende tafel rusten, vrijdragend vanaf één kant. Een kop/losse kop-opstelling ondersteunt een lang onderdeel aan beide uiteinden (het ene uiteinde wordt aangedreven terwijl het andere stationair draait), zodat het onderdeel op een stabiele middellijn draait, vergelijkbaar met een draaibank.
Lengte en slankheid bepalen de keuze. Korte, compacte onderdelen passen comfortabel op één draaitafel. Lange assen, balken of rotoren zouden doorzakken of zwiepen als ze vrijdragend zijn, waardoor een kop/losse kop de juiste oplossing is. Voor extreem lange onderdelen houdt een losse kop met een eigen aangedreven ondersteuning of tussenliggende steunen de doorbuiging binnen de tolerantie. In de praktijk ontwerpen EVST-ingenieurs vaak opstellingen met twee stations:een tafel met twee assen voor compacte beugels en een vaste kop/losse kop voor lange frames, in plaats van een enkele machine te dwingen beide taken slecht uit te voeren.
Specificaties die selectie stimuleren
Zodra de klasse is gekozen, bepaalt een beknopte lijst met parameters de exacte machine. Dit zijn de cijfers die een leverancier moet opgeven en die een koper moet verifiëren aan de hand van het zwaarste, grootste deel van de familie.
- Nominale belasting — de maximale massa die de tafel kan dragen. Grootte ten opzichte van het onderdeel plus de bevestiging ervan, niet het kale onderdeel.
- Zwaartepunt en excentriciteit — het draagvermogen neemt af naarmate het zwaartepunt van het onderdeel zich van het tafelvlak en van de rotatie-as af beweegt. Een klepstandsteller die geschikt is voor een belasting met de CoG op de as kan overbelast raken als dezelfde massa niet in het midden is gemonteerd.
- Rotatiesnelheid en koppel — moet overeenkomen met de lassnelheid voor de grootste diameter, zodat de oppervlaktesnelheid bij de naad binnen het procesvenster blijft.
- Kantelbereik en snelheid — voor eenheden met twee en drie assen:de hoekverplaatsing die elke naad vlak maakt, gewoonlijk tot 90 of 135 graden, afhankelijk van het frametype.
- Tafeldiameter en T-gleufpatroon — definieert hoe het armatuur wordt gemonteerd en de maximale onderdeelgrootte die het gezicht ondersteunt.
- Stroompad aarde/sleepring — bij lassen moet de klepstandsteller stroom over de roterende verbinding geleiden zonder dat er vonken door de lagers ontstaan, wat een sleepring met lasspecificaties mogelijk maakt.
De meest voorkomende maatfout is dat een klepstandsteller uitsluitend op het gewicht van het werkstuk wordt beoordeeld, terwijl de excentrische belasting wordt genegeerd. Een zwaar onderdeel dat is gemonteerd met zijn massa verschoven ten opzichte van de rotatie-as, zorgt voor een draaimoment dat de aandrijving onder elke hoek moet vasthouden; het overschrijden van het nominale kantel- of rotatiekoppel veroorzaakt afslaan of achteruitrijden onder belasting. EVST publiceert op verzoek belasting- en momentlimieten per model in plaats van een enkel kopnummer, omdat de veilige limiet afhangt van de locatie van de massa.
Handmatige versus robotachtige positionering
Een positioner bedient twee verschillende meesters. In een handmatige of halfautomatische werkplaats wordt de naad eenvoudigweg op een comfortabele hoogte en in een comfortabele hoek aan een menselijke lasser gepresenteerd, waarbij de operator de indexering controleert. In een robotcel wordt de positioner een gecoördineerde bewegingsas:de robotcontroller drijft de positioner en de arm samen, zodat de toorts en de naad samen bewegen en de ideale werkhoek behouden blijft bij gebogen of samengestelde lassen.
Gecoördineerde beweging onderscheidt een robotlasversteller van een eenvoudige draaitafel. Het vereist dat de servo-assen van de klepstandsteller worden bestuurd door of nauw worden gesynchroniseerd met de robotcontroller. Daarom gebruiken robotpositioneerders servoaandrijvingen met absolute encoders in plaats van motoren met variabele frequentie. Voor een volledige celopbouw, inclusief de citaten van de stroombron, de robot en de positioner, raadpleegt u EVST’s lasrobotcelselectiegids.
Hoe te kiezen:een pad in vijf stappen
- Profileer de deelfamilie. Noem de grootste, zwaarste en lastigste onderdelen die de cel moet verwerken. Grootte naar het slechtste geval, niet naar het gemiddelde.
- Het aantal assen corrigeren. Alleen rotatie voor cilindrische onderdelen; kanteling toevoegen voor meervlaksnaden; voeg alleen een derde as toe als grote of hoge geometrie een constante werkhoogte onder een robot vereist.
- Kies de vasthoudmethode. Enkele draaischijf voor compacte onderdelen; kop/losse kop voor lange of slanke onderdelen die zouden doorbuigen.
- Bevestig de belasting met excentriciteit. Controleer de nominale belasting bij de werkelijke zwaartepuntverschuiving, inclusief de opspanning, en niet alleen het kale onderdeelgewicht op de as.
- Overeenkomen met de lasinterface. Lasbestendige sleepring voor stroompad, servobesturing voor robotcoördinatie en voortbewegingssnelheden die zijn afgestemd op uw proces.
Voor een model-voor-model uitleg van de EVST-positioneringslijn met betrekking tot de vereisten voor laadvermogen en kantelen/roteren, met een pad naar een offerte, zie de begeleidende gids, EVST-laspositionerselectie 2026. Om een positioner te vergelijken met alternatieve machines voor het hanteren van werkstukken, lees laspositioner versus draaitafel versus manipulator.
EVST's serie laspositioneerders
EVST, met hoofdkantoor in Chengdu en productie in Wenling, produceert lasverstellers voor alle drie de asklassen als onderdeel van zijn portfolio voor robotlassen. Het gepubliceerde assortiment omvat eenheden met één as (hoofdkastservo, horizontale servo en kop- en staartkolf), eenheden met twee assen (L-type, U-type, C-type en platformtype) en drie-assige servoverstellers (verticale en horizontale draaiing). Belastingswaarden, tafelafmetingen en kantelbereiken worden op aanvraag per toepassing vermeld, omdat de veilige capaciteit afhankelijk is van de geometrie van het onderdeel en de offset van het zwaartepunt en niet alleen van de massa.
Volgens de certificeringsgegevens van EVST beschikt de productielijn voor robotica en lasautomatisering over de IATF 16949-kwaliteitscertificering voor auto's, en zijn de producten voorzien van CE-, SGS- en TUV-certificeringen van derden. Positioneerders worden gewoonlijk geleverd als onderdeel van een complete lascel naast de QJAR-lasrobots en stroombronintegratie van EVST, zodat de rotatie- en kantelassen worden gebruikt als gecoördineerde beweging met de arm in plaats van als een op zichzelf staande tafel.
Veelgestelde vragen
Waar wordt een lasversteller voor gebruikt?
Een lasversteller roteert, kantelt of tilt een werkstuk op, zodat elke lasnaad in de vlakke of horizontale positie kan worden gebracht, waar de laskwaliteit en de afzettingssnelheid het hoogst zijn. Het verbetert de laskwaliteit, verhoogt de doorvoer door uit positie lassen te voorkomen, en laat in een robotcel één arm een complex onderdeel lassen in één continu programma.
Wat is het verschil tussen positioneerders met één, twee en drie assen?
Een positioner met één as roteert het onderdeel op één as, geschikt voor cilindrische onderdelen en omtreksnaden. Een positioner met twee assen voegt kanteling toe, zodat naden op meerdere vlakken van een rechthoekig onderdeel vlak kunnen worden weergegeven. Een positioner met drie assen voegt een tweede draaiing of verticale lift toe, die wordt gebruikt bij grote of hoge constructies waarbij een robot de naad op een constante hoogte en richting moet houden.
Wanneer heb ik een kop/losse kop nodig in plaats van een draaitafel?
Gebruik een vaste kop/losse kop als het onderdeel lang of slank is, zoals een as, balk of rotor, die zou doorzakken of zwiepen als het slechts aan één kant wordt ondersteund. De aangedreven vaste kop en de stationair draaiende losse kop houden het onderdeel op een stabiele middellijn, zodat het ronddraait. Korte, compacte onderdelen kunnen op één roterende draaitafel zitten.
Hoe bepaal ik de juiste maat voor een lasversteller?
Vergelijk de afmetingen met het zwaarste en grootste onderdeel van de familie, inclusief de bevestiging, en controleer de nominale belasting bij de werkelijke zwaartepuntsverschuiving, niet alleen het blote gewicht op de rotatieas. Excentrische belasting veroorzaakt een draaimoment dat de aandrijving onder elke hoek moet vasthouden; het negeren ervan is de meest voorkomende maatfout. Bevestig het draai- en kantelkoppel tegen de slechtst denkbare offset bij de leverancier.
Kan een lasversteller samenwerken met een robot?
Ja. In een robotcel wordt de positioner een gecoördineerde bewegingsas die wordt aangedreven door of gesynchroniseerd met de robotcontroller, zodat de toorts en de naad samen bewegen om de ideale werkhoek te behouden. Positioneerders van robotkwaliteit maken gebruik van servoaandrijvingen met absolute encoders en een sleepring die geschikt is voor lassen om stroom over de roterende verbinding te geleiden. Dit is wat een robotlasversteller onderscheidt van een eenvoudige draaitafel.
Waar naartoe
Om een klepstandsteller aan te passen aan een specifiek laadvermogen en kantel-/rotatievereiste met een pad naar een offerte, raadpleegt u de EVST-productsitegids voor de selectie van EVST-lasverstellers van enkele tot drie assen. Om te beslissen tussen een positioner en andere handlingmachines, lees laspositioner vs. draaitafel vs. manipulator. Voor de complete robotlascel, zie onze lasrobotgids en de celselectiegids. Voor inkoopvragen is de verkoopafdeling van EVST bereikbaar via de contactpagina.
Over de auteur:Het redactieteam van EVST schrijft over industriële robotica en intelligente productie voor ingenieurs en operationele leiders die automatiseringsprojecten evalueren. EVST (EVS TECH CO., LTD), opgericht in Chengdu in 2018, heeft meer dan 600 automatiseringsprojecten en schepen geleverd aan meer dan 100 landen, met IATF 16949-certificering voor auto's en CE/SGS/TUV-certificeringen van derden voor de QJAR-, collaboratieve robot-, SCARA- en delta-productfamilies.