


Verschil tussen mallen en armaturen en hun ontwerpoverweging
Wat is het verschil tussen mal en armatuur? Het is gebruikelijk om ze samen te zien. Ze zijn echter niet uitwisselbaar ondanks hun vergelijkbare doeleinden. Door te onderzoeken hoe ze worden gebruikt om de productiekwaliteit te verbeteren, de productiekosten te verlagen en het werk te automatiseren, kunnen we de subtiele verschillen tussen verschillende productietechnologieën beter begrijpen.
Innovatieve productieconcepten zoals Lean Production System, Cellular Manufacturing, Single Minute Exchange of Dies en Takt Time Analysis zijn in het productieproces geïntroduceerd. Voor deze innovatieve benaderingen is een hele reeks effectieve, goedkope instrumenten en apparaten voor het vasthouden van werk vereist. Lees verder om meer te weten te komen over het verschil tussen mal en armatuur.
Wat is een mal?
Jig zijn hulpmiddelen die worden gebruikt om het werkstuk tijdens het productieproces en om de snijgereedschappen te geleiden.
Met andere woorden, een mal houdt het werkstuk vast en leidt het gereedschap om de reproduceerbaarheid, precisie en productiviteit van gefabriceerde onderdelen te vergroten.
Een boormal is een bekend voorbeeld van een mal. Ze geleiden de boor terwijl deze gaten maakt op de gewenste locaties. Het gebruik van boormallen verhoogt het fabricagetempo aanzienlijk.
Soorten mallen
Hieronder staan de soorten mallen.
1. Sjabloonmal
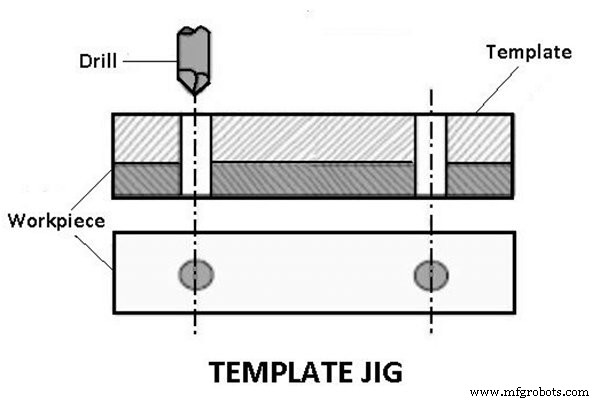
Het eenvoudigste model is de sjabloonmal. De plaat, die twee gaten heeft, dient als sjabloon voor het te bewerken onderdeel en wordt eraan bevestigd. De gaten van de sjabloon worden gebruikt als richtlijn voor de boor, en de gaten op het werkstuk worden geboord op dezelfde relatieve posities als die op de sjabloon.
2. Bordmal
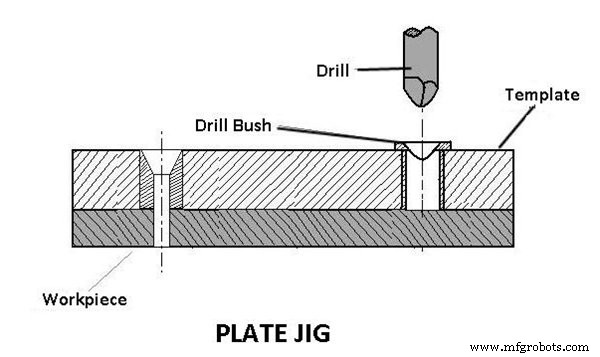
Hoekplaatmal wordt gebruikt om de malmal te verbeteren, boorgaten worden toegevoegd aan het oppervlak van de mal. Met de plaatmal kan een nauwkeurige gatafstand worden gehandhaafd bij het boren van massieve componenten.
3. Kanaalmal
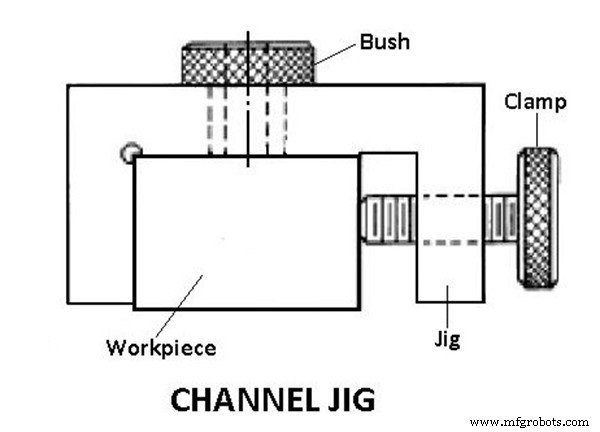
Een kanaalmal heeft een doorsnede die lijkt op een kanaal. Door aan de gekartelde knop te draaien, wordt het onderdeel in het kanaal gelokaliseerd en vastgeklemd. De boorbus dient als geleiding voor het instrument.
4. Diametermal
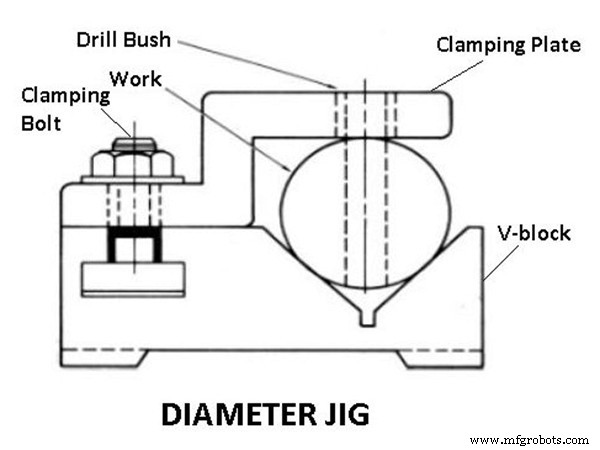
Het boren van radiale gaten op een cilindrisch of bolvormig werkstuk kan met een diametermal.
5. Bladmal
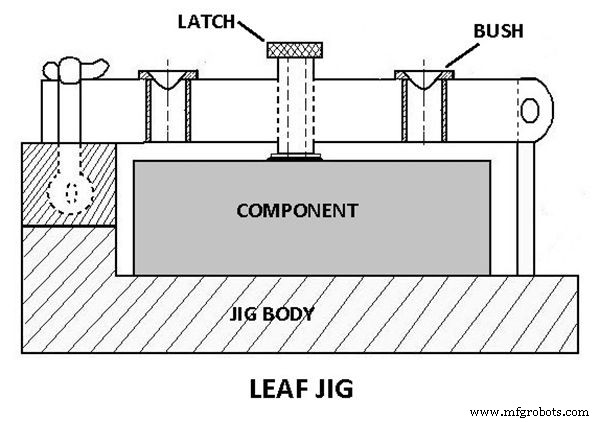
Laden en lossen kan worden bereikt met behulp van een blad op de mal.
6. Ringmal
Om gaten te boren in cirkelvormige flensdelen, wordt een ringmal gebruikt. Gaten worden geboord door het gereedschap door boorbussen te leiden terwijl het werkstuk stevig aan het boorlichaam is bevestigd.
7. Doosmal
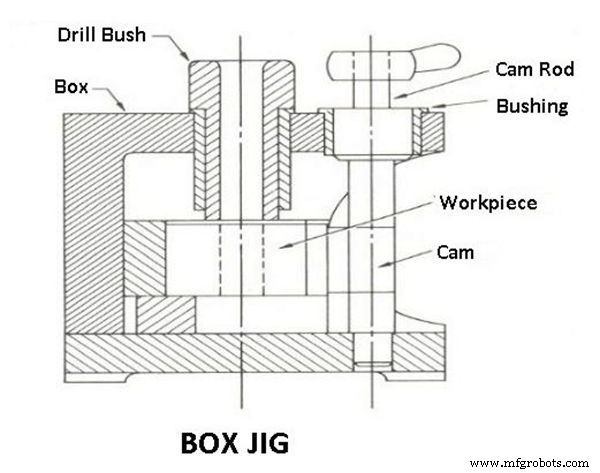
Dit type mal heeft een doosachtig ontwerp waarin het item stevig wordt vastgehouden, zodat het vanuit verschillende hoeken tegelijk kan worden geboord of bewerkt.
Wat is een armatuur?
Armaturen worden gebruikt in productietools die automatisering in het productieproces mogelijk maken. Als het gaat om geautomatiseerde industriële processen, zou het moeilijk zijn om er een te vinden zonder armaturen. Armaturen die auto's vasthouden en begeleiden tijdens het las- en montageproces.
Het is bijvoorbeeld noodzakelijk voor een assemblagelijn voor auto's. Om de kwaliteit van de productieprocessen te controleren, kunnen ze ook worden gebruikt om een product op zijn plaats te houden terwijl een optische of laserscan het onderzoekt. Het is bijna onmogelijk om door een productiefaciliteit te lopen zonder een soort armatuur tegen te komen.
Soorten armaturen
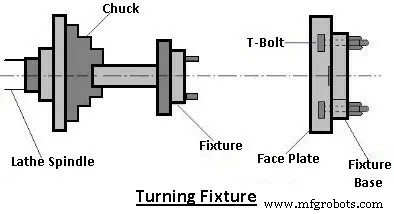
1. Draaiinrichting
Draaibanken hebben een typische taak voor het vasthouden van apparaten zoals klauwplaten en verzamelaars, tussen het midden en op doornen of frontplaten, waardoor het gemakkelijk is om de reguliere werkstukken vast te houden. Het vasthouden van vreemd gevormde componenten kan echter een uitdaging zijn.
In een klauwplaat met vier klauwen of met behulp van gevormde zachte klauwen, kunnen ook eenvoudige, vreemd gevormde projecten in klauwplaten worden vastgehouden. Daarentegen moeten werkstukken met complexe vormen op hun plaats worden gehouden met behulp van draaiinrichtingen. Werkstukken worden op hun plaats vastgezet door deze bevestigingen, die meestal op de neus van de spil of een voorplaat worden bevestigd.
2. Freesarmatuur
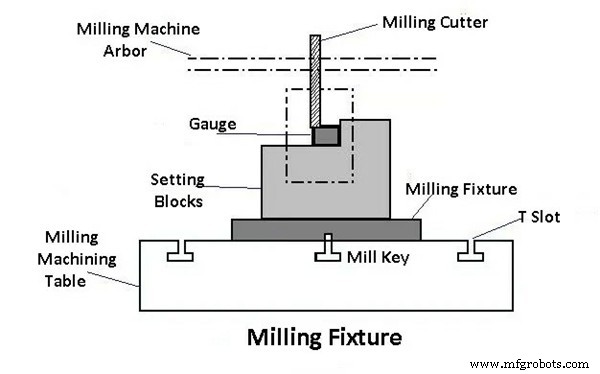
Werkstukken worden op hun plaats gehouden door freesinrichtingen, die gewoonlijk op de neus van de spil of een voorplaat worden bevestigd. De tafel wordt verschoven en gepositioneerd ten opzichte van de frees om de gewenste resultaten te bereiken. Voordat het proces begint, worden de werkstukken in de basis van het armatuur geplaatst en vastgeklemd.
3. Brootsarmatuur
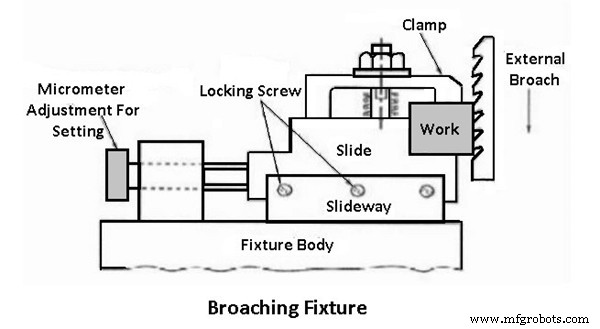
Om werkstukken te lokaliseren, vast te houden en te ondersteunen tijdens bewerkingen zoals het frezen van spiebanen en het frezen van gaten, worden deze houders gebruikt op een groot aantal verschillende soorten schaafmachines.
4. Slijpinrichting
Slijpmachines maken gebruik van een verscheidenheid aan armaturen om werkstukken te lokaliseren, vast te houden en te ondersteunen terwijl ze worden geslepen. Werkstukvasthoudinrichtingen zoals klauwplaten, doornen en dergelijke kunnen in combinatie met deze klemmen worden gebruikt.
5. Saai armatuur
De constructie van deze opspanning hoeft niet zo robuust te zijn als freesopspanningen, omdat deze nooit zal worden blootgesteld aan dezelfde zware snijbelastingen waaraan freesopspanningen worden blootgesteld.
6. Indexeerinrichting
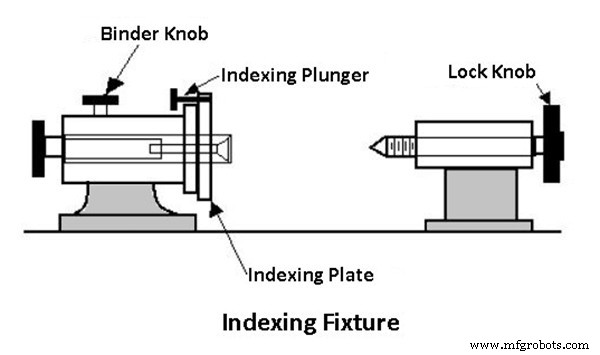
Verschillende componenten moeten op verschillende oppervlakken worden bewerkt om ervoor te zorgen dat hun bewerkte oppervlakken of vormen gelijkmatig verdeeld zijn. Om zoveel mogelijk oppervlakken te vervaardigen, moeten deze elementen een overeenkomstig aantal keren worden geïndexeerd. Een geschikt indexeringsmechanisme is ingebouwd in de vasthoudinrichtingen (mallen of klemmen). Een indexeringsapparaat is een apparaat dat een apparaat bevat dat kan worden gebruikt om gegevens te indexeren.
7. Taparmatuur
Voor het snijden van inwendige schroefdraad in geboorde gaten, zijn tapinrichtingen ontworpen om identieke werkcomponenten vast te houden en te stabiliseren. Ongelijkmatig gevormde en onevenwichtige onderdelen zullen altijd het gebruik van specifieke armaturen vereisen, vooral wanneer massaproductie tappen vereist is.
8. Duplex armatuur
Een opspanning die twee identieke componenten tegelijkertijd vasthoudt en ze tegelijkertijd op twee verschillende stations laat bewerken, staat bekend als de duplex-opspanning.
9. Lasinrichting
Armaturen voor lassen zijn bedoeld om te voorkomen dat gelaste constructies tijdens het proces vervormen, omdat ze de verschillende componenten vasthouden en ondersteunen. De klemming moet licht maar stevig zijn en de klemdelen moeten ver genoeg van het lasgebied worden geplaatst om dit te laten werken. Om de krachten van het lassen te overleven, moet de armatuur extreem stevig en stijf zijn.
10. Montage armatuur
Het doel van deze fittingen is om de verschillende onderdelen van het samenstel in hun juiste relatieve posities te houden.
Jigs versus armaturen:wat is het verschil?
Jig vs armatuur, wat is het verschil ? Er zijn twee hoofdinstrumenten die worden gebruikt in massaproductieprocessen:mallen en armaturen. Het komt vaak voor dat mensen de twee namen ten onrechte als synoniemen gebruiken, maar ze voeren in feite afzonderlijke functies uit.
Jigs leiden het snijgereedschap naar een vooraf bepaalde plek op het werkstuk. Een werkstuk wordt ondersteund en gepositioneerd met behulp van armaturen. In tegenstelling tot een mal, houden klemmen het gereedschap niet op zijn plaats op een werkstuk.
In vergelijking met armaturen zijn mallen compacter en hebben ze minder gewicht nodig om stabiel te zijn wanneer ze worden blootgesteld aan hoge snij- en trillingsdrukken. In tegenstelling tot armaturen kunnen mallen worden vastgehouden of aan een tafel worden bevestigd, afhankelijk van de uit te voeren taak en hebben ze geen extra gereedschap nodig.
Waarom zijn mallen en armaturen belangrijk bij CNC-bewerkingen?
Zorgvuldige selectie van mallen en opspanningen zal de economie van het fabricageproces aanzienlijk verbeteren door een soepele werking, vereenvoudigde productie en snelle procesovergang mogelijk te maken. Jigs en armaturen helpen de beperkingen van de CNC-machine bij het werken met een onderdeel te compenseren. Ze zijn ontworpen om een veilige montage te bieden en de betrouwbaarheid van de onderdeellocatie tijdens het bewerkingsproces te behouden. Hieronder worden de verschillende rollen van gereedschappen en bevestigingen voor aangepaste CNC-bewerkingen beschreven:
1. Gedeeltelijk vasthouden
Een hoofddoel van mallen en armaturen is om een veilige montage van het onderdeel tijdens het bewerkingsproces te bieden. Ze zijn op maat ontworpen om te passen bij het specifieke onderdeel dat wordt bewerkt. Ze bieden op maat gemaakte onderdelen wanneer een onderdeel onder een bepaalde hoek moet worden vastgehouden of in een bepaalde vorm moet worden vastgeklemd.
Betrouwbare op maat gemaakte bevestiging is cruciaal om ongewenste onnauwkeurigheden te voorkomen die worden veroorzaakt door chatter en uittrekken van gereedschap. Enkele voorbeelden van opspanningen die worden gebruikt als onderdeelhouder zijn bankschroeven, spankop, centreerpunten, freesopspanningen en verschillende vasthoudplaten.
2. Onderdelenbescherming
Een rol van mallen en armaturen is dat ze het werkonderdeel beschermen tijdens het machinaal bewerken. Ze zijn een grote hulp bij het behouden van de gewenste oppervlakteafwerking en het behouden van de juiste slingering.
Mouw-, bus- en maskeerhulpstukken worden gewoonlijk ontworpen voor op maat gemaakte onderdelen waarbij de oppervlakteafwerking wordt gecontroleerd. Dit wordt gedaan om het oppervlak van het afgewerkte onderdeel te beschermen tegen de metaalspanen/spanen van verschillende bewerkingsprocessen voor het werkonderdeel. Bovendien zijn aangepaste bewerkingscentra speciaal ontworpen om tegemoet te komen aan aangepaste onderdelen met strakke toelichtingen op de totale rondloop.
3. Locatiecontrole/Fool Proofing
Jigs en armaturen zijn zeer essentieel voor het behouden van maat- en locatienauwkeurigheid. Ze houden het werkstuk tijdens het bewerkingsproces op de juiste plaats en oriëntatie. Om deze redenen maakt het armaturen een handige manier om onfeilbaarheid in een proces op te nemen om fouten als gevolg van menselijke factoren te minimaliseren.
Armaturen regelen de locatie, oriëntatie en stabiliteit door de vrijheidsgraden in het werkgedeelte te beperken. Dit wordt gedaan met behulp van pinnen, klemmen, vlakken en bevestigingsmiddelen bij het ontwerpen van de benodigde armatuur. Planken bieden ondersteuning voor het onderdeel, klemmen maken verstelbare montage mogelijk terwijl ze kunnen worden gedemonteerd, en pinnen zorgen voor nauwkeurige locatiecontrole voor specifieke functies.
Bij het bewerken van op maat gemaakte onderdelen worden functies zoals gaten en sleuven gecontroleerd op een specifieke locatie waar het moeilijk kan zijn om te bewerken vanwege enkele montagebeperkingen, en daarom zijn opspanningen ontworpen. Fixtures zijn de meest betrouwbare manier om moeilijke onderdelen te bewerken.
4. Deelconsistentie
Armaturen maken het mogelijk om meerdere custom onderdelen te bewerken met behoud van kwaliteit. Ze zorgen ervoor dat de kwaliteit van onderdeel tot onderdeel consistent is. Voorbeelden van functies die consistentie nodig hebben, zijn vlakheid, parallelliteit en haaksheid.
5. Verlaging instellen
Armaturen zijn een geweldige manier om het moeizame inspectieproces tijdens het laden van een onderdeel te elimineren. Een armatuur die is ontworpen voor een specifiek onderdeel, maakt het hele CNC-proces een plug-and-play-operatie. Het werk van de operator zal bestaan uit het laden van het werk, deels omdat alle benodigde locatiecontrole en onderdelenreferentie al in de opspanning worden beheerd. Veel CNC-verspanende fabrikanten doen dit in hun proces om kostbare insteltijd te besparen voor andere waardetoevoegende processen. Enkele voorbeelden van armaturen die de insteltijd verkorten, zijn de SMED-fixtures (single minute exchange of matrijs), freesarmaturen, zachte kaken, zeskantige freesarmaturen en nog veel meer.
Basismethoden en stappen om mallen en armaturen te maken
Pre-ontwerpvoorbereiding van originele informatie over mal- en armatuurontwerp, inclusief het volgende.
(1) Ontwerpaankondiging, diagram van afgewerkte onderdelen, blanco diagram en procesroute en andere technische informatie.
Inzicht in de verwerkingstechnologie-eisen van elk proces, positionerings- en klemprogramma, de verwerkingsinhoud van het vorige proces, de blanco situatie, de machinedraaibank die wordt gebruikt bij de verwerking, gereedschappen, inspectiemeters, bewerkingstoegift en snijhoeveelheid, enz.
(2) Begrijp de productiebatch en de behoefte aan mallen en armaturen. Bepaal ruwweg het aantal benodigde mallen en armaturen.
(3) Begrijp de belangrijkste technische parameters van de gebruikte machinedraaibank, prestaties, specificaties, nauwkeurigheid en het malverbindingsgedeelte van de structuur van de contactmaat, enz.
(4) De materiële voorraad van de mal en het armatuur. De volgende materialen worden gebruikt om mallen en armaturen te maken:gehard staal, grijs gietijzer, kunststof, carbide, epoxyharsen, roestvrij staal, brons, laagsmeltgelegeerd staal. Afhankelijk van het verwerkingsproject kunt u het juiste materiaal selecteren.
De ontwerpoverweging van mallen en armaturen
Het ontwerp van mal en armatuur heeft over het algemeen een enkele structuur, waardoor de indruk wordt gewekt dat de constructie niet erg complex is, vooral nu de hydraulische armatuur in zwang is, waardoor de oorspronkelijke mechanische structuur aanzienlijk wordt vereenvoudigd, maar als het ontwerpproces niet in detail wordt overwogen, zal leidt onvermijdelijk tot onnodige problemen. Daarom moeten de volgende punten in overweging worden genomen bij het ontwerpen van mallen en armaturen.
(1) De lege vergoeding van het bewerkte onderdeel. Als het blanco formaat te groot is, zal dit interferentie veroorzaken. Zorg er dus voor dat u vóór het ontwerp een blanco tekening maakt. Laat voldoende ruimte.
(2) De spaanafvoer van het armatuur is soepel. Vanwege de beperkte verwerkingsruimte van de bewerkingsmachine, zijn mallen en opspanningen vaak ontworpen om een compactere ruimte te zijn, wat vaak wordt genegeerd bij het bewerken van gegenereerde spanen in de opspaninrichting.
Een ander probleem is dat dit ertoe kan leiden dat de uitstroom van chipvloeistof niet soepel verloopt, wat veel problemen oplevert voor de toekomstige verwerking. Dus aan het begin van het eigenlijke proces moet rekening worden gehouden met de problemen die zich voordoen in het bewerkingsproces. De mal en het armatuur zijn tenslotte bedoeld om de efficiëntie te verbeteren en de bediening te vergemakkelijken.
(3) De algehele openheid van de mal en het armatuur. Als de openheid wordt verwaarloosd, zal de operator moeite hebben om de kaart te laden, wat tijdrovend en arbeidsintensief is.
(4) Het theoretische basisprincipe van mal- en armatuurontwerp. Elke set mal en armatuur moet talloze klem- en ontklemmingshandelingen ondergaan, zodat het in het begin mogelijk aan de eisen van de gebruiker kan voldoen.
De mal en het armatuur moeten nauwkeurigheidsbehoud hebben, dus ontwerp niets dat tegen het principe ingaat. Zelfs als je er op dit moment mee weg kunt komen, zal het op de lange termijn niet houdbaar zijn. Een goed ontwerp moet bestand zijn tegen het hameren van de tijd.
(5) De vervangbaarheid van de positioneringselementen. Positioneringselementen zijn sterk versleten. Dus het moet worden overwogen voor snelle en gemakkelijke vervanging. Het is het beste om niet voor grotere onderdelen te ontwerpen.
CNC machine
- Verschil tussen structuur en unie
- Verschil tussen C en C ++
- Verschil tussen C en Java
- Python versus JavaScript:verschil tussen JavaScript en Python
- Python versus Ruby:verschil tussen Ruby en Python
- Wat is het verschil tussen CNC en VMC?
- 4 Verschil tussen CNC-router en 3D-printer volgens hun werkprincipes:
- Mal en armatuur:wat is het verschil?
- Wat zijn mallen en armaturen?
- Het verschil tussen gelijkstroom- en wisselstroommotoren
- Het verschil tussen staat A en B roestvrij staal