


Geavanceerde technieken voor het bewerken van gaten van CNC Services
Geplaatst op augustus. 12th, 2019, | By WayKen Projectmanager
Het maken van gaten wordt grotendeels onderschat omdat de meeste gaten die we maken een triviale precisie hebben, een kleine diepte hebben en alleen bouten moeten bevatten. Moderne hightech-industrieën (vooral lucht- en ruimtevaart en auto's) komen echter naar de markt voor CNC-services met de vraag naar het vervaardigen van onderdelen met extreem nauwkeurige of diepe gaten, of om de gaten een zeer nauwkeurige positie te geven. Naast geavanceerde CNC-bewerkingsdiensten, vereisen dergelijke eisen specifieke technieken en zorgvuldige planning.
Problemen met het verwerken van gaten
Het fabricageproces van de gaten is eigenlijk best moeilijk vanuit het oogpunt van de fabricage. Het gereedschap en de onbewerkte plaat kunnen gemakkelijk oververhit raken omdat het moeilijk is om koelvloeistof in het gat aan te brengen, het proces is niet zichtbaar voor de machinist, dus hij kan alleen vertrouwen op de informatie van de machine en moet blind snijden, het uitvoeren van metingen is moeilijk, vooral in gaten met kleine diameters. En dat zijn nog maar een paar problemen bij het maken van gaten. Dus om precieze gaten te maken, ontwikkelen en verbeteren CNC-services altijd bewerkingsstrategieën, ze bedenken nieuwe gereedschappen en gereedschappen om aan de eisen van de klant te voldoen.
Diep boren
 Ontvang direct een offerte
Ontvang direct een offerte Nou, boren zelf is een veelvoorkomend proces en er is niets interessants aan het boren van korte gaten. Hoe dieper het gat, hoe moeilijker het is om de as recht te houden tijdens het boren. Dat komt doordat een langere boor minder stijf is terwijl hij twee snijkanten heeft die niet van dezelfde lengte gemaakt kunnen worden. De snijkracht van de boorzijden is dus anders en de boor wijkt meestal af van de rechte as en maakt het gat scheef. Dit is niet acceptabel voor CNC-onderdelen met hoge precisie.
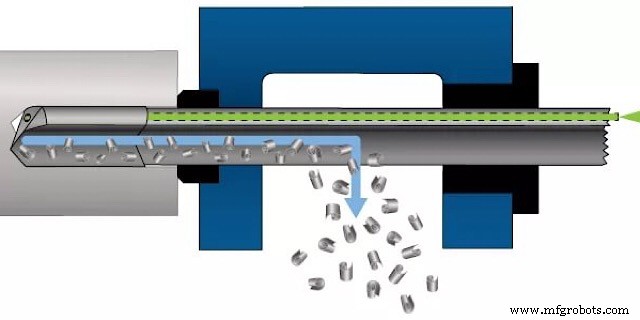
Daarom is het boren van wapens uitgevonden. zoals de naam al doet vermoeden, werd het voor het eerst gebruikt om lange voorraadpistolen te maken, waarbij een lang maar nauwkeurig gat de belangrijkste vereiste is. Desalniettemin hebben andere industrieën met de ontwikkeling van productietechnologieën het boren van wapens voor hun eigen doeleinden aangenomen. Het belangrijkste verschil met deze strategie is de tool. Een pistoolboor heeft een enkele snijkant, zodat deze niet van zijn koers afwijkt zoals een eenvoudige boor doet. Het heeft een grotere spaanafvoergroef die ook als koelkanaal dient. Het koelmiddel wordt onder hoge druk door de groef gepompt en verwijdert de spanen en koelt de boor veel beter af. Het nadeel van deze methode is dat deze boor niet op een gebruikelijk CNC-freescentrum kan worden gemonteerd, maar dat er extra gereedschap voor nodig is.

CNC-machinewerkplaatsen gebruiken in de meest extreme gevallen kanonboren, maar meestal proberen ze vast te houden aan de universele gereedschappen en daarom zijn er bepaalde strategieën die het boren van diepe gaten met eenvoudige boren mogelijk maken. Ten eerste wordt de lengte van het gat verdeeld in segmenten met dieptes van ongeveer 3-4 gatdiameters. Elke keer dat de boor het einde van een segment bereikt, wordt deze uitgeworpen om de blank en het gereedschap te laten afkoelen en alle spanen uit het gat te krijgen.
Hoge precisie gatverwerking
Om een nauwkeurig gat te maken, wordt CNC-boren meestal uitgevoerd met meerdere instrumenten, waarbij het eerste aanzienlijk kleiner is dan de gatdiameter en met het volgende gereedschap groter wordt. Dat wordt gedaan om de snijkracht en dus de asafwijking te verminderen vanwege de bovengenoemde reden. Bovendien zijn opeenvolgende methoden vaak anders dan eenvoudig boren:
Het kernboren wordt direct na het boren uitgevoerd. Een kernboor heeft drie snijkanten in plaats van één en is dus stabieler. Kernboren verwerken meestal een snede met een diepte van slechts 0,5 mm, maar hun absolute voordelen zijn de mogelijkheid om de as te corrigeren.
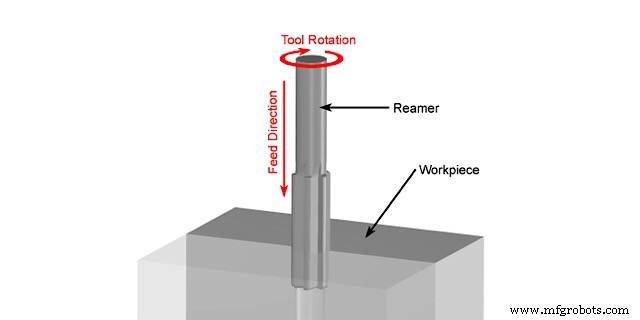
Ruimen. Als uw klant een gat eist met een tolerantie tot IT6 en een zeer gladde oppervlakteafwerking, neemt u een ruimer en maakt u uw bewerkingsvoeding extreem laag. Een ruimer is een gereedschap met veel lange snijkanten langs de zijkanten van het gereedschap. Het heeft snijbladen aan de voorkant, maar ze zijn extreem klein, dus de zaagdiepte tijdens het ruimen is ongeveer 0,1-0,05 mm. Mede daardoor en de ultieme precisie van de snijkanten levert ruimen grote gaten op. Voor kleinere gaten wordt ruimen handmatig gedaan.
Honen is een schurend proces, maar het kan worden uitgevoerd op een CNC-bewerkingsmachine, maar speciale hoonmachines zijn beslist beter. Een hone is in feite een ruimer met schurende planken in plaats van snijbladen. Een ander verschil is dat de planken op de juiste diameter versteld kunnen worden. De slijpsteen wordt in het gat gestoken en draait om zijn as terwijl de planken het materiaal slijpen. Zodra de slijpsteen is uitgeworpen, wordt de draairichting omgekeerd. Als gevolg hiervan heeft het oppervlak van het gat kruislingse microscopisch kleine groeven, waardoor de smering veel efficiënter wordt.
Hole Threading-strategieën
Veel gaten vereisen schroefdraad, die bestaat uit complexe dunne oppervlakken en die eigenlijk vrij moeilijk te bewerken zijn. Er zijn een aantal strategieën voor draadsnijden, maar daarvoor is het absoluut noodzakelijk om verzinken of verzinken uit te voeren. Die twee processen creëren een conische of cilindrische groef bij de ingang van het gat. Hiermee kan het draadsnijgereedschap correct worden ingevoerd en helpt het verder bij het monteren van de eigenlijke onderdelen. Dus, hier zijn enkele strategieën voor threading.
Bij tapboren wordt gebruik gemaakt van één enkel gereedschap dat aan een bout doet denken, maar het heeft spaangroeven en een lang conisch gebied aan de voorkant om de zaagdiepte geleidelijk te vergroten. De bewerkingsvoeding tijdens het draadsnijden met een conus (en met welke schroefdraad dan ook) is hetzelfde als de spoed van de schroef. De tapboor wordt langzaam in het gat gestoken waar elk van zijn spiraalvormige snijranden geleidelijk een stuk materiaal afsnijdt om de draad te vormen. Kleine gaten worden handmatig machinaal bewerkt, in welk geval het gatproces herinnert aan het inschroeven van een variabel vastzittende bout. De tapboormachine moet met grote zorg worden uitgeworpen op dezelfde manier waarop deze is ingebracht. Als u dat vergeet en probeert de tapboormachine uit te werpen zonder deze los te schroeven, kunt u hem breken en moet u hem eruit halen met Electrical Discharge Machining.
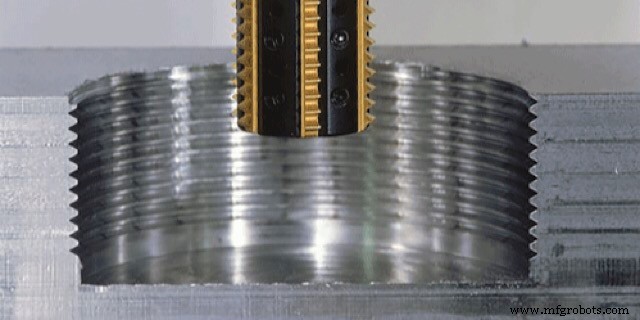
Draadfrezen geeft betere resultaten omdat de temperatuur van het proces lager is en het veel gemakkelijker is om koelmiddelen aan te brengen. Een speciale frees die 30-40% kleiner is dan de diameter van het gat, beweegt in een spiraal langs het traject van de boorgroeven en draait om zijn as voor efficiënt snijden. De minimale diameter van het gat hangt af van de minimale diameter van de frees.
Een andere strategie wordt draadboren genoemd. Het is eigenlijk hetzelfde als draaien met betrekking tot het instellen van onderdelen en de hoofdbewegingen, maar het gereedschap is vervaardigd om de vorm van de schroefdraadgroef na te bootsen. Het wordt dus met de spoed van de schroef in het gat van het onderdeel gevoerd en snijdt de spiraalvormige oppervlakken van de draad af. Het is belangrijk op te merken dat kotteren geweldig is voor grote gaten, maar geen gaten kan verwerken die kleiner zijn dan 20 mm.
Neem contact op met Us-Wayken om te ontdekken hoe u met precisie CNC-bewerkingen onderdeelgaten kunt ontwerpen voor uw project.
CNC machine
- Weet over verschillende soorten CNC-bewerkingstechnieken
- CNC-bewerking:de beste technieken voor u
- Acryl CNC-bewerking:
- De juiste en betrouwbare CNC-bewerkingsservices kiezen
- CNC-bewerkingsdiensten zorgen voor precisie in complexere onderdelen
- Klaar om CNC-bewerkingsdiensten uit te besteden aan China? Lees dit eerst.
- Verbeter de productie-efficiëntie met CNC-bewerkingsservices
- CNC-bewerking van polymeren
- CNC-bewerkingsdiensten van exotische materialen
- Een overzicht over het maken van gaten in CNC-bewerkingen
- Gaten maken bij CNC-bewerkingen