


5-Axis Buzz Words:leer het jargon
Net als elke andere vorm van technologie binnen onze branche, heeft 5-assige productie zijn eigen vocabulaire en lijst met technische modewoorden. Hoewel veel van de hieronder beschreven functies als algemeen kunnen worden beschouwd, zijn sommige alleen te vinden op de meer geavanceerde machinebedieningen. Voor iedereen die op zoek is naar 5-assige bewerking, kan het begrijpen van deze modewoorden een enorm voordeel zijn - en het kan hen ervan weerhouden een ondoordachte beslissing te nemen waar ze later spijt van kunnen krijgen.
Tool Center Point Management (TCPM) :door sommige fabrikanten ook wel RTCP genoemd – is een van de krachtigere functies en kan een aanzienlijke impact hebben op het algehele meerassige bewerkingsproces. TCPM biedt de programmeur de mogelijkheid om programma's te maken die "onafhankelijk" zijn van de machinecoördinaat zelf, en stelt de gebruiker in staat om eenvoudig naar een enkel punt op het eigenlijke werkstuk te verwijzen bij het instellen van de taak of het programmeren van het onderdeel - zonder zich zorgen te maken over waar de werkelijke onderdeel locatie is op de machine. Zonder TCPM moeten de puntgegevens in het programma verwijzen naar bewegingen ten opzichte van de machinecoördinaat en rotatiehartlijnen, en alle programmering is "afhankelijk" van de werkelijke locatie van het werkstuk binnen het werkbereik van de machine. Bijvoorbeeld:zonder TCPM moet het onderdeel op de machine worden gelokaliseerd en op zijn plaats worden geklemd voordat het programma zelfs maar kan worden gemaakt, en de werkelijke afstand van het werkstuk tot de hartlijnen van de machine moet in het programma worden verantwoord... wat meestal bereikt door het solide model fysiek in de CAM-ruimte te verplaatsen, de exacte afstand vanaf nul zoals het zich in de machine bevindt. Dit is waarom we zeggen dat het programma AFHANKELIJK is van de machinecoördinaat zonder TCPM. Zonder TCPM zou de operator, als er kleine aanpassingen moeten worden gemaakt, terug moeten gaan naar het CAM-systeem, het solide model de benodigde hoeveelheid verplaatsen, het programma opnieuw posten, het programma opnieuw in de machine laden en opnieuw proberen te knippen. Op een machine met TCPM kan de operator in hetzelfde scenario een eenvoudige aanpassing maken aan de onderdeelinstelling of werkcoördinaat en het onderdeel opnieuw uitvoeren. Hopelijk kunt u zien dat het gebruik van TCPM de zaken ook VEEL gemakkelijker zal maken de volgende keer dat u dezelfde taak moet instellen.
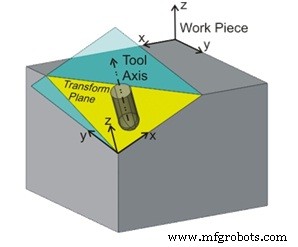
Vliegtuig transformeren :een werkvlak dat is gepositioneerd ten opzichte van ons originele werkvlak met machinecoördinaten. Als je erover nadenkt, is Transform Plane echt de magie die 5-zijdig programmeren zo eenvoudig maakt, en wat ons in staat stelt om alle vijf de zijden van een werkstuk afzonderlijk te besturen binnen één enkel programma - eerst door ons in staat te stellen naar een ander oorsprongspunt te verwijzen voor aan elke kant van het werkstuk, en ten tweede door ons in staat te stellen een vlak werkvlak aan te wijzen om onze frees tijdens de bewerking te besturen. Aangezien kenmerken op een blauwdruk meestal worden getekend met verwijzing naar een enkel punt aan elke kant van het onderdeel (en meestal niet hetzelfde punt dat we gebruikten voor onze eerste onderdeelconfiguratie), is de mogelijkheid om deze meerdere oorsprongspunten aan te duiden uiterst belangrijk. Ook, zonder de mogelijkheid om individuele werkvlakken te transformeren, zouden ingeblikte cycli zoals de G83-boorcycli niet kunnen worden gebruikt op enig vlak van het werkstuk behalve de bovenzijde ... omdat de gereedschapsas loodrecht moet staan op de zijkant van het werkstuk dat wordt geboord.
Oppervlakte Normaal :dit is eigenlijk helemaal geen bewerkingsterm, maar wordt zeker een noodzakelijk modewoord om bekend mee te zijn bij het programmeren in 5-assig. De term verwijst naar een axiale vector (of lijn) die loodrecht staat op een bepaald oppervlak op een vast model. Solide modellen worden geconstrueerd door een veelvoud aan oppervlakken samen te voegen, om een bepaalde vorm te creëren. Een programmeur zal altijd een gereedschapskantelingsvector aanwijzen die verwijst naar de oppervlaktenormaal. Als u bijvoorbeeld wilt dat het gereedschap verticaal op elk oppervlak blijft terwijl de snijplotter langs de vorm beweegt, zou u zeggen dat het gereedschap "normaal op het oppervlak" staat. Als u wilt dat het gereedschap naar de ene of de andere kant kantelt terwijl het langs de vorm beweegt, zou u een plus- of min-kantelingshoek aanwijzen... en die hoek zou verwijzen naar de loodrechte oppervlaktenormaal.
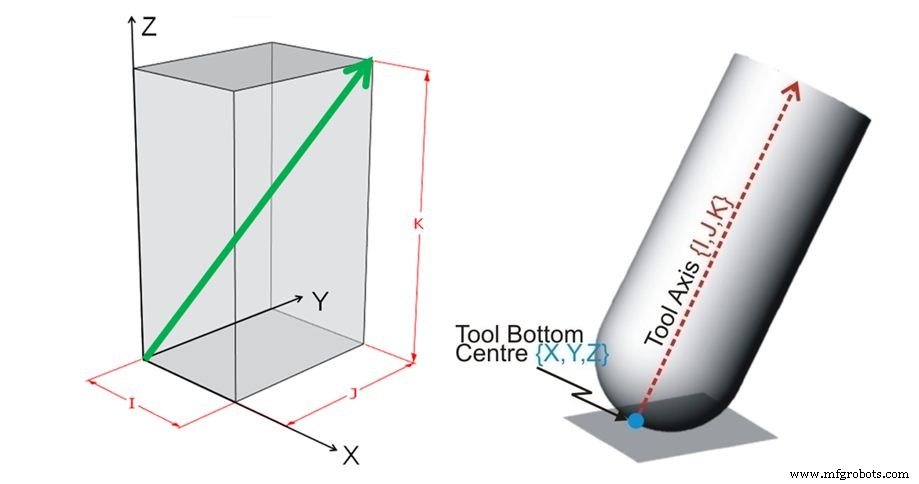
Gereedschapsvector :verwijst naar de hoek waarin een gereedschap weg kantelt van het XYZ-contactpunt. Deze hoek wordt bepaald door een reeks IJK-waarden op elke regel G-code in een programma, en de waarden kunnen positieve of negatieve getallen zijn. Hoewel vectoren geen relatieve meeteenheden hebben - en geen metrische of inch-waarden zijn - vind ik dat het voor de eenvoud helpt om deze waarden als gemeten afstanden te zien bij het visualiseren van de aangewezen hellingshoek en richting ... bijvoorbeeld:als ik de lijn van code X2.0 Y2.0 Z.125 I.50 J.50 K.70 in een programma kan ik de kantelhoek van het gereedschap gemakkelijk in mijn hoofd visualiseren. De XYZ-waarden worden uiteraard gebruikt om het onderste midden van het gereedschap op de aangewezen locatie te positioneren, en de IJK-waarden geven de richting en mate van kanteling aan - de letter I is synoniem met de X-as, J is synoniem met de Y-as , en de K is synoniem met de Z-as. Stel je daarom een punt voor dat 0,50 inch positief is in de X-as vanaf het contactpunt, 0,50 inch positief in de Y-as en 0,70 inch hoger in de positieve Z-richting. Visualiseer nu een lijn getrokken tussen het XYZ-contactpunt en het punt in de ruimte gecreëerd door de IJK-afstanden... dat is de gereedschapsvector die is aangewezen als gereedschapsvector.
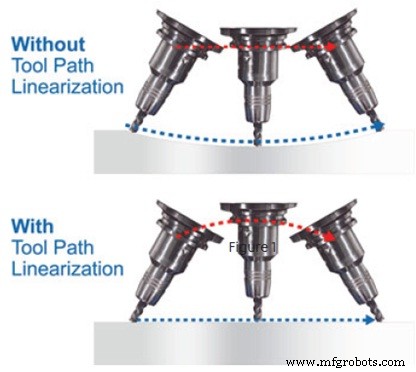
Toolpath-linearisatie: de mogelijkheid om de tooltip in een lineaire fase tussen twee punten te besturen. Zonder deze functie heeft de programmering slechts controle over twee punten in een beweging van de punt van het gereedschap – punt “A” aan het begin van de beweging en punt “B” aan het eindpunt van de beweging. Alles wat tussen deze twee punten gebeurt, is ongecontroleerd en je kunt zeggen dat de machine "blind" de beweging maakt. Als de linearisatie van het gereedschapspad is geactiveerd, coördineert de machine echter alle assen van de machine om ervoor te zorgen dat de tooltip in een lineaire beweging beweegt - tussen de twee punten - en zal indien nodig zelfs de Z-as omhoog of omlaag gaan. In de onderstaande voorbeeldafbeeldingen kunt u zien dat zonder linearisatie actief, de tooltip het onderdeel dramatisch zou gutsen ... maar met linearisatie geactiveerd, beweegt het gereedschap in een rechte lijn tussen het begin- en eindpunt. Dit zorgt niet alleen voor meer controle over de tooltip tijdens het machinaal bewerken, maar het kan ook resulteren in kleinere programma's... omdat de bewegingen niet in zulke kleine bewegingen hoeven te worden opgedeeld om het gebrek aan adequate tooltip-bedieningselementen te compenseren.

CNC machine
- De geschiedenis van boormolens
- De beste CNC-merken
- De geschiedenis van de draaibank
- De basisprincipes van een freesmachine begrijpen
- De hedendaagse productietrends:de beste CNC-machine kiezen voor de klus
- 7 stappen voor het kiezen van de juiste CNC-bewerkingsmachine
- Leer hoe u de uitvoer van uw 5-assige machine kunt pushen
- Wat zijn de toepassingen van een 5-assige CNC-machine?
- De voordelen van 5-assige CNC-bewerking:
- Het hart van werktuigmachines:werktuigmachines.
- De geschiedenis van CNC-machines