


Spuitsysteemoptimalisatie vereenvoudigt onderhoudsproblemen
Optimalisatie van het spuitsysteem vereenvoudigt het onderhoudsprobleem
Door Jon Barber
Spuitsystemen Co.
Als u de onderhoudstijd voor een kritiek systeem in uw instelling met 50 procent of meer zou kunnen verminderen, zou u dan geïnteresseerd zijn?
En als u de financiële besparingen voor die reductie zou kunnen documenteren, zou dat dan waardevol zijn voor uw afdeling?
Dankzij recente ontwikkelingen op het gebied van spuitmondtechnologie kunt u wellicht beide doen.
Sproeikoppen zijn essentiële componenten in veel productiefaciliteiten. Hun nauwkeurigheid en duurzaamheid zijn absoluut essentieel voor maximale uptime.
Een sproeisysteem dat niet optimaal werkt, kan duizelingwekkende hoeveelheden geld uit uw bedrijfsvoering halen. De kosten van verspild water alleen al kunnen oplopen tot $ 100.000 per jaar, zelfs in een systeem met relatief kleine prestatieproblemen.
Rekening houdend met alle gerelateerde kosten - de kosten van overtollige chemicaliën, verspilde energie, extra schroot veroorzaakt door kwaliteitsproblemen, ongeplande productiestilstand en extra arbeid - en het werkelijke totaal kan snel oplopen tot honderdduizenden dollars per jaar. Dat is serieus geld. Gelukkig is er nu een snelle en handige rekenmachine online beschikbaar op www.spray.com/save om u te helpen de werkelijke kosten van sub-par sproeikopprestaties in uw eigen toepassing te berekenen.
Zodra u de omvang van het probleem inziet, bent u klaar om te beginnen met het optimaliseren van uw spuitsysteem. Maak eerst kennis met de typische bronnen van spuitproblemen.
Oorzaken van problemen met de spuitmond
Ze zien er misschien eenvoudig genoeg uit, maar sproeikoppen zijn hoogtechnologische precisiecomponenten die na verloop van tijd kunnen slijten of schade kunnen oplopen tijdens normaal gebruik of zelfs bij reiniging. Dit zijn de meest voorkomende problemen die een ondermaatse spuitprestatie veroorzaken:
Erosie/slijtage: Geleidelijke verwijdering van metaal zorgt ervoor dat de sproeikopopening en interne stroomdoorgangen groter worden en/of vervormd raken. Als gevolg hiervan neemt de stroom meestal toe, kan de druk afnemen, wordt het spuitpatroon onregelmatig en worden vloeistofdruppels groter.
Corrosie: Spuitmondmateriaal kan door de chemische eigenschappen van het te spuiten materiaal of de omgeving kapot gaan. Het effect is vergelijkbaar met dat veroorzaakt door erosie en slijtage, met mogelijke extra schade aan de buitenoppervlakken van de sproeikop.
Hoge temperatuur: Bepaalde vloeistoffen moeten bij hoge temperaturen of in omgevingen met hoge temperaturen worden verstoven. De sproeikop kan zacht worden en kapot gaan, tenzij speciale temperatuurbestendige materialen worden gebruikt.
Aankoeken/baardvorming: Ophoping van materiaal aan de binnenkant, aan de buitenranden of nabij de opening wordt veroorzaakt door vloeistofverdamping. Een laag gedroogde vaste stoffen blijft achter en blokkeert de opening of interne stroomdoorgangen.
Verstopping: Ongewenste vaste deeltjes kunnen de binnenkant van de opening blokkeren. De doorstroming wordt beperkt en de uniformiteit van het spuitpatroon wordt verstoord.
Onjuiste hermontage: Sommige sproeikoppen moeten na reiniging zorgvuldig opnieuw worden gemonteerd om ervoor te zorgen dat interne componenten, zoals pakkingen, O-ringen en kleppen, goed zijn uitgelijnd. Onjuiste hermontage veroorzaakt lekken en inefficiënte spuitprestaties.
Onopzettelijke schade: Beschadiging van een spuitmondopening kan optreden als een spuitmond valt of bekrast wordt tijdens installatie, bediening of reiniging.
Versleten sproeikoppen detecteren
Deze taak is moeilijker dan het klinkt.
Het menselijk oog is een opmerkelijk instrument, maar het kan je gewoon niet het ware verhaal vertellen als het gaat om de daadwerkelijke slijtage van de spuitmond.

Goede spuittip

Versleten spuittip
De grafiek illustreert dit probleem dramatisch. De spuittip links is nieuw, en spuit naar behoren. De spuittip aan de rechterkant is versleten en spuit 30 procent overcapaciteit. Het verschil is met het blote oog totaal niet waarneembaar - maar er zijn andere aanwijzingen dat er iets mis is.
Let op deze aanwijzingen:
-
Kwaliteitscontroleproblemen en meer afval. Versleten, verstopte en beschadigde sproeikoppen werken niet volgens de specificatie en kunnen resulteren in ongelijkmatige coating, koeling, reiniging, bevochtiging en droging.
-
Verhoogde onderhoudstijd. Ongeplande uitvaltijd van het spuitsysteem, of een toename van de reinigingsfrequentie, is een indicator van slijtage van de spuitmond.
-
Wijziging debiet. De stroomsnelheid van een sproeikop zal toenemen naarmate de oppervlakken van de opening en/of de interne kern beginnen te verslechteren. Bij toepassingen met verdringerpompen zal de spuitdruk afnemen naarmate de spuitmondopening groter wordt. Zelfs kleine veranderingen in de stroomsnelheid kunnen een negatieve invloed hebben op de kwaliteit, dus routinematige monitoring kan potentiële problemen aan het licht brengen. Maar in sommige gevallen zal het spuitpatroon er goed uitzien - dus het zal nodig zijn om de spuitvloeistofafgifte daadwerkelijk te verzamelen en te meten om slijtage aan het licht te brengen.
-
Verslechtering van de kwaliteit van het spuitpatroon. Wanneer mondingsslijtage optreedt in sproeikoppen met holle kegel, wordt de uniformiteit van het spuitpatroon vernietigd. Er ontstaan strepen en het patroon wordt zwaar of licht in de cirkelvormige vloeistofring. In spuitmonden met volledige kegel verslechtert de patroonverdeling typisch naarmate er meer vloeistof in het midden van het patroon stroomt. In vlakstraalspuiten zullen strepen en zwaardere stromen zichtbaar zijn in het midden van het patroon en zal de effectieve spuithoekdekking afnemen.
-
Vergroot de druppelgrootte. De vloeistofstroom zal toenemen of de spuitdruk zal afnemen naarmate de sproeiers slijten. Het resultaat? Grotere druppels en minder totaal vloeistofoppervlak. Dit is visueel moeilijk te detecteren, dus als u een probleem vermoedt, laat dan een druppelgroottetest uitvoeren.
-
Verlaagde sproei-impact. Versleten spuitdoppen werken met een lagere druk, wat doorgaans resulteert in een lagere spuitimpact. (Ironisch genoeg kan de impact bij toepassingen met centrifugaalpompen juist toenemen vanwege de grotere stroom door de sproeikop.) Er kunnen speciale tests nodig zijn.
Problemen met sproeikoppen voorkomen en oplossen
Een uitgebreid onderhoudsprogramma voor de sproeikop zorgt voor minder hoofdpijn in uw instelling. Door een regelmatig schema op te stellen, kunt u belangrijke problemen aanpakken voordat ze uw productielijn verlammen.
De onderstaande checklist zou de basis van uw onderhoudsprogramma moeten worden. Consistente evaluatie van deze factoren stelt u in staat slijtage vroegtijdig te detecteren en passende maatregelen te nemen. Uw eigen specifieke toepassing bepaalt hoe vaak elke factor moet worden gecontroleerd. De juiste frequentie kan variëren van "het einde van elke dienst" tot "om de paar maanden".
Door een onderhoudsprogramma voor sproeiers te implementeren en uw procedures te documenteren, kunt u de beste strategie voor het onderhoud en vervangen van sproeiers bepalen om optimale prestaties te bereiken.
Zorg ervoor dat u deze factoren zorgvuldig controleert:
Voor centrifugaalpompen:Bewaak de uitlezingen van de stroommeters om verhogingen te detecteren. Of verzamel en meet de stroom uit de sproeikop gedurende een bepaalde periode bij een bepaalde druk. Vergelijk deze metingen met de stroomsnelheden die in de catalogus van de fabrikant worden vermeld of vergelijk ze met de stroomsnelheidsmetingen van nieuwe, ongebruikte spuitdoppen.
Voor verdringerpompen:controleer de vloeistofleidingdruk op dalingen; het debiet blijft constant.
Spuitdruk (in spruitstuk)
Voor centrifugaalpompen:Controleer op toename van het versproeide vloeistofvolume. De spuitdruk zal waarschijnlijk gelijk blijven.
Voor verdringerpompen:controleer de manometer op drukdalingen en minder impact op gespoten oppervlakken. Het gesproeide vloeistofvolume zal waarschijnlijk hetzelfde blijven. Controleer ook op drukverhogingen door verstopte spuitdoppen.
Spuitpatroon
Inspecteer het spuitpatroon visueel op veranderingen. Controleer de sproeihoek met een gradenboog. Meet de breedte van het spuitpatroon op het gespoten oppervlak. Als de opening van de sproeikop geleidelijk verslijt, is het mogelijk dat u veranderingen pas waarneemt als de stroomsnelheid aanzienlijk toeneemt. Als uniforme spuitdekking van cruciaal belang is in uw toepassing, vraag dan speciale tests aan bij de fabrikant van uw spuitmond.

Een Patternator meet de sproeiverdeling.
De gegevens worden gebruikt om de optimale spray te bepalen
nozzle hoogte en overlap in een applicatie.
Draagmaat
Verhogingen van de druppelgrootte kunnen in de meeste toepassingen niet visueel worden gedetecteerd. Een toename van het debiet of een afname van de spuitdruk zal de druppelgrootte beïnvloeden.
Uitlijning mondstuk
Controleer uniformiteit van spuitdekking van platte spuitdoppen op een verdeelstuk. Spuitpatronen moeten evenwijdig aan elkaar zijn. De spuittips moeten 5 tot 10 graden vanaf de middellijn van het verdeelstuk worden gedraaid.
Productkwaliteit/toepassingsresultaten
Controleer op ongelijkmatige coating, koeling, droging, reiniging en veranderingen in temperatuur, stofgehalte en vochtigheid.
Vier manieren om de levensduur van de spuitmond te verlengen
Er zijn enkele technieken die u kunt gebruiken om de levensduur van uw sproeikoppen te verlengen. Overweeg het volgende:
-
Verbeter reinigingsprocedures. Onthoud dat mondstukken precisie-instrumenten zijn. Reiniging moet regelmatig maar zeer zorgvuldig worden gedaan, met materialen die veel zachter zijn dan het oppervlak van de mondstukopening. Gebruik plastic borstels, houten sondes of plastic sondes. Gebruik nooit staalborstels, zakmessen of reinigingsraspen voor lassers. Het is heel gemakkelijk om de kritieke vorm (of grootte) van de opening te beschadigen en te eindigen met vervormde spuitpatronen of overmatige stroming. Als u met een hardnekkig verstoppingsprobleem wordt geconfronteerd, probeer dan de opening in een niet-corrosief schoonmaakmiddel te dompelen om de verstoppingssubstantie te verzachten of op te lossen.
-
Voeg lijnzeven toe of wissel naar sproeikoppen met ingebouwde zeven. Verslechtering en verstopping van de openingen worden meestal veroorzaakt door vaste vuildeeltjes in de gespoten vloeistof en komen vooral veel voor in systemen met continue sproeiwaterrecirculatie. Zeefjes, of sproeikoppen met ingebouwde filters, worden aanbevolen – met een zeefmaat die is gekozen om grotere deeltjes op te vangen en te voorkomen dat vuil de sproeikopopening of -schoep binnendringt.
-
Verlaag de spuitdruk. Hoewel het niet altijd mogelijk is om te implementeren, kan het verlagen van de druk - waardoor de vloeistofsnelheid door de opening wordt vertraagd - de slijtage en corrosiesnelheid helpen verminderen.
-
Verminder de hoeveelheid schurende deeltjes of concentratie van bijtende chemicaliën. In sommige toepassingen is het mogelijk om de hoeveelheid schurende deeltjes in de voedingsvloeistof te verminderen en/of de grootte en vorm van de deeltjes te veranderen om slijtage-effecten te verminderen. Ook kan de corrosieve activiteit van een oplossing af en toe worden verminderd door verschillende concentraties of temperaturen te gebruiken, afhankelijk van de specifieke chemicaliën die erbij betrokken zijn.
De voor- en nadelen van het vaker vervangen van sproeiers
Als u na het implementeren van een onderhoudsprogramma voor de sproeidoppen vaststelt dat uw huidige sproeiers niet zo goed presteren als zou moeten, moet u evalueren of het meer kost om probleemsproeiers te blijven gebruiken of ze te vervangen. Houd rekening met de volgende factoren:
-
De kosten en duur van productiestilstand als gevolg van mondstukproblemen en onderhoud
-
De arbeidskosten voor het extra onderhoud
-
De kosten van het spuiten van overtollig water en chemicaliën
-
De kosten van een verhoogd energieverbruik
-
De kosten van kwaliteitsproblemen — meer schroot- en/of procesproblemen
In sommige toepassingen kan het mogelijk zijn om tijdelijk te compenseren voor een versleten opening door de druk van de spuitmond te verlagen om de oorspronkelijke vereiste stroomsnelheid te leveren. Het gebruik van lagere drukken kan echter de spuitdekking en uniformiteit van de spray in gevaar brengen. Grotere druppelgroottes en een lagere impact kunnen het gevolg zijn. Uiteindelijk kan het gebruik van lagere drukken een valse besparing zijn, omdat u kwaliteitsproblemen kunt ervaren.
Als uw vervangingsintervallen te kort lijken, kunt u beter overstappen op een ander mondstuk. De extra kosten op korte termijn worden meestal snel terugverdiend door een langere levensduur en betere prestaties.
Duurzaamheid en weerstandsproblemen
Het is ook belangrijk om in gedachten te houden dat het vervangen van uw oude sproeikoppen door sproeiers van hetzelfde materiaal (bijvoorbeeld het vervangen van een aluminium sproeikop door een aluminium sproeikop) misschien niet de beste manier is. Het is duidelijk dat een nieuwe sproeikop superieur is aan een versleten sproeikop, maar in uw situatie kan het nodig zijn de huidige sproeikoppen te vervangen door sproeiers die veel beter geschikt zijn voor de soorten vloeistoffen en chemicaliën die u routinematig gebruikt.
Sproeikoppen van hardere materialen zorgen over het algemeen voor een langere levensduur. Het is voorspelbaar dat roestvrij staal een grotere slijtvastheidsverhouding heeft dan aluminium, terwijl carbiden een veel grotere slijtvastheid bieden dan roestvrij staal. Raadpleeg de onderstaande tabel om te bepalen of u een ander materiaal voor sproeiers, spuittips of inzetstukken moet overwegen.
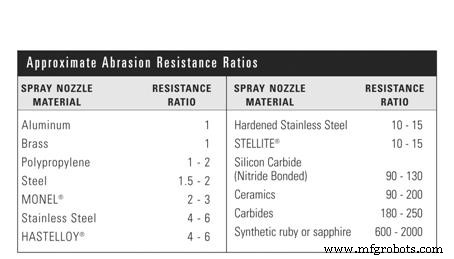
Slijtvastheid verhouding grafiek
Naast de slijtvastheid, moet u mogelijk rekening houden met de corrosieweerstand van uw mondstukmateriaal. De mate van chemische corrosie op een sproeikop hangt af van verschillende factoren, waaronder de corrosieve eigenschappen van de vloeistof die wordt gespoten, de concentratie in de oplossing, de temperatuur en de eigenschappen van het materiaal van de sproeikop. Een toonaangevend spuitmondbedrijf kan deze factoren analyseren en een passend advies geven.
Een betrouwbare fabrikant van sproeikoppen moet u sproeiers van hoge kwaliteit kunnen aanbieden in een verscheidenheid aan materialen – en sproeiers op maat voor u kunnen ontwerpen wanneer de situatie om unieke of gespecialiseerde toepassingen vraagt.
Typen snel onderhoud mondstukken
Gelukkig kunnen veel sproeiers zonder gereedschap worden geïnstalleerd en vervangen. Dit maakt het hele proces sneller, gemakkelijker en betrouwbaarder dan ooit.
Nieuwe soorten sproeikoppen zijn voorzien van uiterst handige, slipvaste verlengstukken die gemakkelijk vast te pakken en te draaien zijn, zelfs in natte of plakkerige omstandigheden met smeermiddelen, oliën of andere stroperige materialen - en zelfs als de onderhoudspersoon handschoenen draagt. Zoek ook naar enkele en dubbele buisklemmen waarmee u snel de volledige mondstukbevestigingen kunt wisselen wanneer dat nodig is.

Zoek naar sproeiers met functies die de installatie- en onderhoudstijd verkorten.
Krijg deskundige hulp
Een gerenommeerde fabrikant van sproeikoppen verkoopt u niet alleen hardware. Een topbedrijf zou met u moeten samenwerken door onderhoudsworkshops aan te bieden, met inspecties ter plaatse en professionele training voor uw personeel.
Bovendien moet uw fabrikant de capaciteit hebben om sproeikoppen te testen en te evalueren met ultramoderne apparatuur om te helpen bij het vaststellen van basisprestatiemetingen die als leidraad dienen voor uw reinigings-, onderhouds- en reparatieschema's. Dit kan de uitvaltijd aanzienlijk minimaliseren en problemen met de kwaliteitscontrole helpen voorkomen door tijdige vervanging van de spuitmondjes.
Feit is dat er grote besparingen in tijd en geld kunnen worden bereikt door een agressief Spray System Optimization Program. De indrukwekkende resultaten kunnen worden bewezen - en ze zullen het vitale belang van uw afdeling voor de algehele bedrijfsefficiëntie aantonen.
Over de auteur:
Jon Barber is directeur bij Spraying Systems Company in Wheaton, Illinois. Hij is bereikbaar via e-mail op [email protected]. Bel 1-800-95-SPRAY voor een gratis exemplaar van het Spray System Optimization Handbook.
Onderhoud en reparatie van apparatuur
- Een defecte onderhoudsstrategie repareren:PM-optimalisatie en FMEA
- Grace introduceert nieuw systeem voor voorspellend onderhoud
- Nikola Labs lanceert nieuw apparatuurbewakingssysteem
- Gezamenlijk beloningssysteem stimuleert resultaten en teamwork
- Testen, PM's die essentieel zijn voor het onderhoud van het koelsysteem in de zomer
- Marine verlaagt de onderhoudskosten van de vloot, verbetert de betrouwbaarheid
- Inzicht in onderhoudsstatistieken:systeembeschikbaarheid
- Door de capaciteitscrisis navigeren met digitale onderhoudssystemen
- Controlelijst voor CNC-routeronderhoud en tips voor CNC-smeersysteem
- Waar te terecht als er onderhoud nodig is
- Waarom uw compressorsysteem preventief onderhoud nodig heeft