


Jachtmes
Achtergrond
Het jachtmes is een oud hulpmiddel dat tot op de dag van vandaag in wezen onveranderd is gebleven. Behorend tot de generatie van gereedschappen of wapens na stenen en knuppels, gaf het jachtmes vroege jagers de mogelijkheid om dieren te slachten voor vlees en huiden. Het was ook belangrijk voor hun verdediging tegen roofdieren en strijdende stammen.
De eerste metalen jachtmessen werden rond 2000
In de vroege Amerikaanse geschiedenis werd een bepaald ontwerp van het jachtmes een standaard waarmee andere werden vergeleken. Deze favoriet van de vroege frontiersmen was het Bowie-mes, genoemd naar de legendarische pionier James Bowie (1796-1836). Dit mes met één snijkant was 25-38 cm lang. Het stalen lemmet was over het grootste deel van zijn lengte recht met een concave taps toelopende punt.
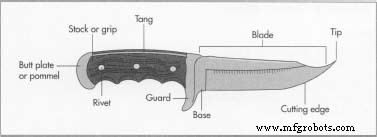
Het moderne jachtmes heeft meestal een stijf, enkelzijdig lemmet met een handvat dat groot genoeg is om stevig vast te pakken. Het ongeslepen deel van het blad, of de tang, strekt zich uit door het greepgebied voor sterkte. Vouw-, lock-back-messen en gespecialiseerde onthuid- en stripmessen worden ook gebruikt voor de jacht en het aankleden van wild, maar het eenvoudige, rechte jachtmes is de standaard van de outdoorliefhebber.
Grondstoffen
Het belangrijkste onderdeel van het moderne jachtmes, het lemmet, is gemaakt van staal of RVS. Van bijzonder belang is het koolstofgehalte van het metaal, dat de hardheid van het blad bepaalt. Andere stoffen, zoals molybdeen, zorgen voor andere specifieke verbeteringen in scherpte, taaiheid, afwerking en corrosieweerstand.
De bewaker en pommel kunnen van staal, messing of aluminium zijn. De kolven, of grepen, kunnen van veel materialen zijn gemaakt. Sommige messenmakers gebruiken exotische houtsoorten of dierlijk bot en hoorn voor de bouillon. Voorraden kunnen ook met leer zijn omwikkeld, of het leer kan in ringvormige segmenten zijn die op de tang zijn gestapeld en van een contour zijn voorzien om het hele handvat te vormen. De materialen die voor de voorraden worden gekozen, zijn sterk afhankelijk van het gewenste gebruik. Duurzamere, gebruiksvriendelijke materialen zoals nylon en leer worden gekozen voor messen die bedoeld zijn voor daadwerkelijk gebruik in het veld, terwijl mooie materialen worden gebruikt voor showmessen.
Het fabricageproces
Het mes vormen
- 1 Het mes begint als een "blanco", gesneden uit plat materiaal dat zich in een "zachte" toestand bevindt, wat betekent dat het niet met warmte is behandeld. Massa-geproduceerde messen zijn gestempeld in een
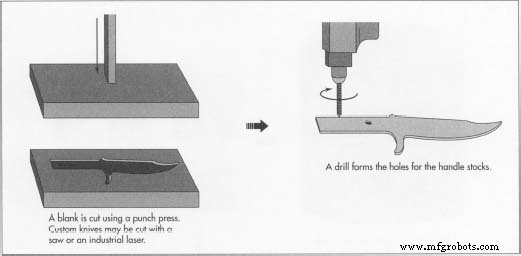 Het belangrijkste onderdeel van het moderne jachtmes, het lemmet, is gemaakt van staal of roestvrij staal. Van bijzonder belang is het koolstofgehalte van het metaal, dat de hardheid van het blad bepaalt. ponspers, met behulp van een geharde pons en matrijs die is gevormd om te passen bij de omtrek van het mes. De pons wordt door het materiaal in de matrijs geduwd, waardoor het ruwe mes in vorm komt. Aangepaste messen kunnen worden uitgesneden met een zaag, of een industriële laser kan worden gebruikt om bijzonder ingewikkelde messen te snijden.
Het belangrijkste onderdeel van het moderne jachtmes, het lemmet, is gemaakt van staal of roestvrij staal. Van bijzonder belang is het koolstofgehalte van het metaal, dat de hardheid van het blad bepaalt. ponspers, met behulp van een geharde pons en matrijs die is gevormd om te passen bij de omtrek van het mes. De pons wordt door het materiaal in de matrijs geduwd, waardoor het ruwe mes in vorm komt. Aangepaste messen kunnen worden uitgesneden met een zaag, of een industriële laser kan worden gebruikt om bijzonder ingewikkelde messen te snijden. Nadat de plano is gesneden, worden gaten voor de handvatvoorraden in de tang geboord. Ruw vormgeven wordt ook uitgevoerd door slijpen of machinale bewerking. Deze vormgeving vormt de dikte van het mes op verschillende punten en vermindert de hoeveelheid afwerkslijping op de scherpe rand. Eventuele identificerende markeringen of decoratieve details worden gestempeld terwijl het mes zich in een zachte staat bevindt.
Verharding
- 2 Het lemmet is gehard om de scherpte van de mesrand te behouden. Elk bladmateriaal kan verschillende hardings- en warmtebehandelingsmethoden vereisen; gewone stalen bladen worden echter in het algemeen op de volgende manier met warmte behandeld.
Om het mes te harden, worden verschillende messen in een keramische plaat in een warmtebehandelingsoven geplaatst. Ze zijn plat gelegd, zodat het gewicht van de bladen geen kromtrekken veroorzaakt. Afhankelijk van de specifieke vereisten van de legering, wordt de temperatuur in de oven verhoogd tot ongeveer 1600°F (871°C). Nadat de messen ongeveer twee uur zijn verwarmd, wordt de hele bakplaat uit de oven gehaald en worden de messen ondergedompeld in olie of water. Dit koelt de messen snel af en wordt quenching genoemd. Het blussen vergrendelt de metalen kristallen in een ingewikkeld microscopisch patroon. Door dit proces wordt het metaal ook erg bros. Na het afschrikken worden de messen opnieuw verwarmd tot ongeveer 500 ° F (260 ° C). Op dit punt heeft het metaal een lichte donkerroodachtige kleur en veranderen de kristallen enigszins van uitlijning. Daarna mogen de bladen langzaam afkoelen in een proces dat temperen wordt genoemd. Dit verhardt het metaal met behoud van een deel van de broosheid die nodig is voor fijn slijpen. Verdere verwarmings- en koelcycli kunnen worden gebruikt om andere gespecialiseerde legeringen te harden.
Polijsten en slijpen
- 3 Nadat de warmtebehandelde messen zijn afgekoeld, worden ze gepolijst en geslepen. Polijsten gebeurt machinaal of met de hand. Een platte bandschuurmachine wordt gebruikt om een gladde, gelijkmatige, "geborstelde" afwerking aan de zijkanten van het blad te produceren. Dit polijst ook eventuele markeringen van de ponsbewerking en verwijdert de oppervlakteresten van de warmtebehandeling. Vervolgens wordt het mes in een slijpinrichting geplaatst die het door een reeks slijpstenen leidt. Elk roterend wiel verwijdert de juiste hoeveelheid metaal
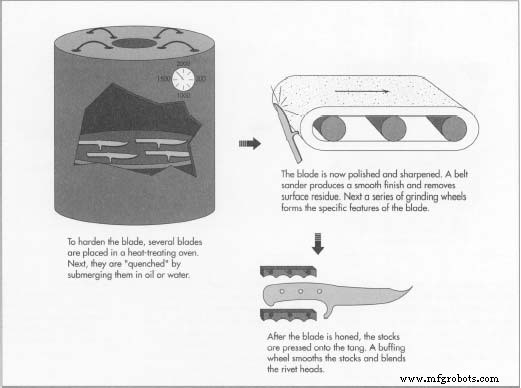 om het randreliëf, de punt, de ruwe randhoek en andere kenmerken van het werkgedeelte van het blad te vormen. Wanneer utility-messen worden gemaakt, worden veel van deze functies zonder verdere afwerking gelaten, omdat ze meer voor functionele dan voor cosmetische doeleinden zijn. In het geval van liefhebbermessen kunnen deze kenmerken met de hand worden gepolijst met behulp van een roterend polijstwiel en juweliersrouge. De rouge is een zachte, schurende pasta die, wanneer deze op het katoenen polijstwiel wordt uitgesmeerd en vervolgens tegen het bladoppervlak wordt gepolijst, het metaal polijst tot een hoge glans. Wanneer het mes klaar is met deze stappen, zal het behoorlijk scherp zijn en lijkt het klaar voor gebruik. De laatste slijpstappen zijn echter vereist om een duurzame snijkant te produceren.
om het randreliëf, de punt, de ruwe randhoek en andere kenmerken van het werkgedeelte van het blad te vormen. Wanneer utility-messen worden gemaakt, worden veel van deze functies zonder verdere afwerking gelaten, omdat ze meer voor functionele dan voor cosmetische doeleinden zijn. In het geval van liefhebbermessen kunnen deze kenmerken met de hand worden gepolijst met behulp van een roterend polijstwiel en juweliersrouge. De rouge is een zachte, schurende pasta die, wanneer deze op het katoenen polijstwiel wordt uitgesmeerd en vervolgens tegen het bladoppervlak wordt gepolijst, het metaal polijst tot een hoge glans. Wanneer het mes klaar is met deze stappen, zal het behoorlijk scherp zijn en lijkt het klaar voor gebruik. De laatste slijpstappen zijn echter vereist om een duurzame snijkant te produceren.
Honen
- 4 Voor de toevallige waarnemer lijkt de mesrand simpelweg het resultaat van twee elkaar kruisende oppervlakken. Bij nader onderzoek blijkt de ware vorm van de rand te bestaan uit twee duidelijk afzonderlijke reeksen hoeken. De eerste wordt overgelaten door het ruwe slijpen zoals hierboven uitgelegd, terwijl de tweede de fijne hoek is die feitelijk de snijkant vormt. Deze rand wordt geproduceerd door een fijne slijpbewerking die honen wordt genoemd. De hoek van het slijpen kan tussen 17 en 30 graden zijn met de as van het mes, afhankelijk van de toepassing van het mes. Een kleinere hoek zal een scherpere rand produceren, maar de rand zal sneller slijten en dof worden. Een fijne slijpsteen, of "steen", wordt geolied en zachtjes over de mesrand gewreven. Deze actie produceert de fijnste geslepen rand en is de enige echte methode om een mes goed te slijpen. Wanneer bekeken onder een microscoop, verschijnt de ruwe geslepen rand als een reeks gekartelde punten.
Hoewel scherp genoeg om in deze toestand voldoende te snijden, slijten de punten gemakkelijk en snel de scherpte
 is verdwenen. Door te honen, worden deze punten versmolten tot een consistente rand van gelijke scherpte.
is verdwenen. Door te honen, worden deze punten versmolten tot een consistente rand van gelijke scherpte.
Montage van de kolven, bewaker en pommel
- 5 De kolven zijn geklonken of geperst op de tang van het mes. Een polijstschijf wordt gebruikt om de kolven glad te maken en de klinknagelkoppen te mengen. In het geval van een leren handgreep worden de ringsegmenten vanaf de beschermkap op de doorn gestapeld. Nadat de lengte van het handvat is gevuld met leer, wordt de pommel op het uiteinde van de tang gedrukt en vastgezet met een pin of klinknagel. Dit knijpt het leer samen, waardoor een strak, gemakkelijk vast te pakken handvat ontstaat. Het leer kan worden gevormd met behulp van een slijpschijf en vervolgens worden verzegeld met een doordringende sealer. De beschermkap en pommel kunnen vervolgens worden afgewerkt door te polijsten met het polijstwiel. Tijdens het montage- en afwerkingsproces moet grote zorg worden besteed om het mes niet te beschadigen of de scherpe rand te beschadigen.
Kwaliteitscontrole
Om een scherpe rand en een lange levensduur na het slijpen te garanderen, moet de warmtebehandeling van het mes worden gecontroleerd. Dit wordt uitgevoerd door de Rockwell-hardheid te meten, een procedure waarbij het mes of een monster onder een geharde punt wordt geplaatst. Er wordt een zwaar gewicht op de punt uitgeoefend en de mate van penetratie wordt gemeten. De deuk die door deze test is achtergelaten, is nauwelijks zichtbaar voor het blote oog en kan worden gedaan onder het handvat waar het wordt verborgen. Met behulp van verschillende conversieschalen kan de hardheid vervolgens worden vergeleken met de gewenste norm.
Ook scherpte en afwerking van het lemmet zijn belangrijk. Geschoolde technici inspecteren het mes visueel, inclusief het gebruik van een microscoop om de geslepen rand van dichtbij te bekijken. Eventuele defecte messen worden teruggestuurd naar de laatste afwerk- en hoonbewerking voor herbewerking.
Ook de afwerking van het handvat en andere delen van het mes worden visueel geïnspecteerd. Vooral showmessen worden minutieus nagekeken op het minste defect. Aangezien deze messen een vorm van kunst zijn, zullen ze door de koper nauwkeurig worden bekeken; eventuele visuele gebreken zouden de waarde van het mes verminderen. Ook als het mes een duplicaat is van een historisch stuk, zijn specifieke ontwerpdetails en markeringen belangrijk voor de verzamelaar.
De Toekomst
Het ontwerp en de constructie van het jachtmes is de afgelopen 200 jaar weinig veranderd en in de toekomst wordt er ook weinig veranderd. Vooruitgang in de metallurgie zal messenfabrikanten nieuwe staallegeringen blijven bieden, die ze zullen gebruiken om de hardheid, duurzaamheid en afwerking van hun product te verbeteren. Evenzo zullen nieuwe kunststoffen met verbeterde slagvastheid, vormbaarheid en oppervlakteafwerking toepassingen vinden als meskolven of grepen.
Dit zijn echter kleine wijzigingen en zullen het algehele ontwerp niet veranderen. Het jachtmes van vandaag zal een nuttig en gewaardeerd hulpmiddel blijven voor de outdoorliefhebber en zal met trots worden bewaard om door te geven aan toekomstige generaties.
Productieproces
- Automatisering:compatibel ontbraamblad voor robots
- Toepassingen van de CNC oscillerende messensnijder
- Wat is een kompaszaag?
- Bulldozers en hun gebruik in de bouw
- 26 tips voor CNC-bewerking die de moeite waard zijn om te verzamelen
- Grondbeginselen van het scheermes:de effecten van meskwaliteit op de scheerprestaties
- 5 Onderhoudstips voor scheerbladen die u moet volgen
- Wat is een mes om te snijden?
- Uw selectiegids voor lintzagen
- De ongelooflijke cirkelzaagslijper
- Introductie van metalen bandzaagblad