


Zwembad
Achtergrond
Het meest voorkomende type in de grond vervaardigd zwembad dat momenteel op de markt is, is het betonnen zwembad. Hoewel er een grote verscheidenheid aan gefabriceerde zwembaden op de markt is (beton, glasvezel en vinyl), vertegenwoordigen betonnen zwembaden 60% van de zwembaden die tegenwoordig worden gebouwd. Betonnen zwembaden bieden onbeperkte opties voor vorm, configuratie en spa-functies. De opgravingsplaats is versterkt met staal en biedt een stevige ondersteuning voor zwembaden van elke vorm of grootte. Glasvezelzwembaden worden vervaardigd in een fabriek en het geprefabriceerde zwembad komt op zijn bestemming aan en bevindt zich op een eerder opgegraven locatie. Glasvezelzwembaden vertegenwoordigen 7% van de markt en zijn beperkt in de verscheidenheid aan beschikbare vormen. Met vinyl beklede zwembaden komen aan in een kit waarvan de constructie op de locatie is voltooid en vertegenwoordigen 33% van de zwembadmarkt. Een op maat gemaakte vinyl voering wordt geïnstalleerd nadat het terras is voltooid en de structuur wordt vervolgens gevuld met water. Voorheen beperkt tot alleen geometrische ontwerpen, zijn vrije vormopties nu beschikbaar.
Bij het ontwerp en de fabricage van geprefabriceerde bovengrondse zwembaden blijven de fabricagekosten een belangrijk punt van zorg. Zwembaden moeten in verschillende stijlen en maten worden vervaardigd om tegemoet te komen aan de beschikbare ruimtevereisten van de klant en de verscheidenheid aan componenten die nodig zijn voor de productie is vrij groot. Ontwerpen die deze flexibiliteit kunnen incorporeren en de benodigde inventaris verminderen die nodig is om een verscheidenheid aan maten en structuren te huisvesten, zijn begonnen te komen op de markt voor de fabricage van bovengrondse zwembaden, waardoor eenvoudigere systemen kunnen worden opgezet zonder de stabiliteit op te offeren.
Bovengrondse zwembaden hebben een buitenwand van machinaal bewerkte plaatwerkconstructie die is gevormd tot een continue cirkelvormige of ovale vorm. Steun- of verstevigingspalen bevinden zich rond de omtrek van het zwembad en dienen om de zwembadwand in de gewenste positie te versterken en te houden. Conventioneel vormen verschillende componenten deze paalconstructies en kunnen boven- en onderrails omvatten voor het aangrijpen en bedekken van de boven- en onderranden van de metalen zwembadwand, een of andere vorm van plaatverbindingsstukken die dienen om de verticale palen op hun plaats te monteren en die ook kunnen zijn gebruikt om delen van richels rond de bovenkant van de zwembadmuur te bevestigen. Een of andere vorm van dop wordt meestal bevestigd om de bovenkant van de paalmontage af te werken.
Bovengrondse zwembaden bestaan uit een zijwand, een waterondoorlatende voering en een frame of bovenbouw voor het ondersteunen en versterken van de zijwand. Het framesamenstel omvat in het algemeen een onderrail en een bovenrail waaraan de zijwand van het zwembad is bevestigd. De voering is langs een bovenrand aan een binnenoppervlak van de zijwand van het zwembad bevestigd.
Geschiedenis
Zwemmen als georganiseerde activiteit gaat terug tot 2500
In Europa zagen veel mensen af van het bouwen van zwembaden uit angst dat besmette zwemmers besmet zouden kunnen raken. Europeanen vormden hun eerste zwemorganisatie in 1837 in Londen, dat toen zes overdekte zwembaden had. De populariteit van zwembaden nam pas toe na de eerste moderne Olympische spelen in 1896.
Grondstoffen
Grondstoffen voor de fabricage van zwembaden bestaan uit polyvinylchloride (PVC) kunststof, gegalvaniseerd staal of metaal, glasvezel, beton en polyurethaanschuim. Geschikte stalen staven voor het versterken van een betonnen zwembad variëren in grootte van 0,38 inch (0,97 cm) tot 0,75 inch (1,9 cm) diameter (deze waarden variëren afhankelijk van de structurele vereisten van het ontwerp). Alle leidingen die voor zwembadleidingen worden gebruikt, zijn minimaal PVC volgens schema 40 of gelijkwaardig en moeten zijn voorzien van een goedkeuring van de American Society for Testing and Materials (ASTM). De voeringen zijn typisch plastic of soortgelijke materialen.
Ontwerp
De verscheidenheid aan ontwerpen voor zwembaden zijn een weerspiegeling van de unieke ruimtelijke en economische zorgen van de consument. Betonnen zwembaden zijn het meest flexibel met de mogelijkheid om elke vorm of configuratie te creëren. Met vinyl beklede zwembaden evolueren naar ontwerpen met een vrije vorm die een grotere verscheidenheid aan ontwerpopties kunnen bevatten, met zwembaden van glasvezel met de meest beperkende ontwerpelementen (constructie uit één stuk ontworpen in de fabriek). Ontwerptekeningen zijn voltooid en tonen de werkelijke lay-out van het zwembad, inclusief vorm, hoogte en grootte. Een ingenieur zorgt voor bodem- en constructieanalyse die helpt bij de locatie en het optimale ontwerp voor een zwembadinstallatie.
Voorafgaand aan de installatie wordt een bodemanalyse uitgevoerd op alle oppervlakken om een structureel gezond zwembad te garanderen. Een zwembad moet ook een systeem hebben dat het water van de bodem van het zwembad naar de oppervlakte laat circuleren om de kwaliteit van het water te verbeteren. Alle zwembaden moeten geaarde bedrading gebruiken en stroomonderbrekers hebben die beschermen tegen kortsluiting in onderwaterverlichtingssystemen.
Het fabricageproces
Het volgende is het fabricageproces van een met vinyl bekleed betonnen zwembad.
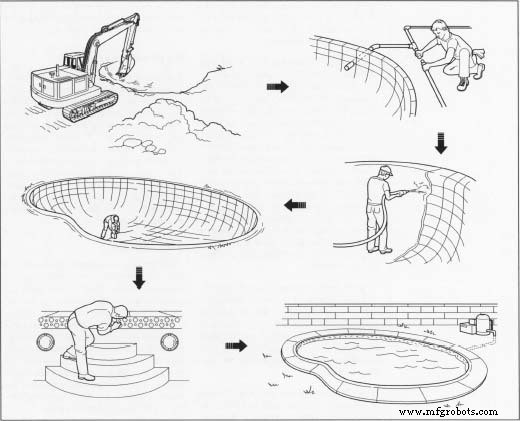
- De tekeningen en ontwerpen van het zwembad zijn voltooid als de eerste stap in het proces van zwembadinstallatie. Na het bepalen van het niveau van het zwembad wordt het terrein uitgegraven.
- De uitgraving is 3 ft (91,4 cm) buiten de werkelijke afmetingen van het zwembad om een werkgebied rond het zwembad mogelijk te maken. Eerst worden er stokken in de vier hoeken van het zwembad geslagen. De stokken zijn 2 x 3 inch (5,1 x 7,6 cm) en aan één uiteinde geslepen. Vervolgens wordt een tweede set palen gedreven, die een gebied schetst dat 1,8 m (6 ft) groter is dan het zwembad.
- Een ervaren arbeider gebruikt een bulldozer om de aarde op de plek van het zwembad uit te graven. De uitgraving moet waterpas zijn, dus er wordt gebruik gemaakt van een doorvoerniveau. Tijdens het uitgraven is 2 in (5,1 cm) toegestaan voor bodemmateriaal. De bodem wordt geëgaliseerd met zand, vermiculiet, cement, voegspecie (zand en cement) of steenstof. De bodem moet een glad oppervlak zijn, omdat hier de voering rust. De maat van de leiding wordt bepaald door de hoeveelheid water in het zwembad te berekenen en varieert afhankelijk van de capaciteit van het zwembad.
- De wand van het ingegraven zwembad is gemaakt van een ononderbroken lengte van machinaal bewerkte glasvezelplaten. De wanden worden handmatig in de uitgraving neergelaten, te beginnen met de hoeksecties. De volgende wandpanelen zijn zelfdragend naarmate elk extra paneel wordt toegevoegd. Ze worden in twee richtingen geïnstalleerd en plaatsen panelen met machinaal bewerkte gaten voor licht en skimmer op de juiste plaatsen.
- Een stalen staaf die door het gat in de onderkant van het paneel wordt gedreven, fixeert de posities.
- De bodemcirculatie of hoofdafvoer wordt aangesloten op de zuigzijde van de pomp en motor. Twee pluggen van 1,5 inch (3,8 cm) zijn geïnstalleerd in de onderste schroefdraad van het hoofdgedeelte van de afvoer. Duct tape wordt gebruikt om de afvoer af te dekken om te voorkomen dat vuil en/of bodemvulling in de pakkingen of frontplaat komt.
- Vervolgens wordt de buis onder het bestaande niveau en onder de paneelwand gegraven. Een kleine
 Afhankelijk van de specificaties van de klant variëren zwembaden in grootte, vorm en ontwerp. vierkant beton wordt in het midden gegoten om de afvoer op zijn plaats te houden.
Afhankelijk van de specificaties van de klant variëren zwembaden in grootte, vorm en ontwerp. vierkant beton wordt in het midden gegoten om de afvoer op zijn plaats te houden. - Na het installeren van de hoofdafvoer worden de wanden en hoeken opnieuw gecontroleerd op niveau-uitlijning en haaksheid. Een betonnen kraag wordt rond de omtrek van het zwembad aan de voet van de muren gegoten om het zwembad op zijn plaats te houden. De kraag is gemaakt van een dun betonmengsel van ongeveer 15,2 cm diep rond de zwembadmuur. Nadat de betonnen kraag droog is (ongeveer 24 uur) kan de bodem worden afgewerkt.
- De betonnen bodem wordt gestort, ofwel opgepompt vanuit een vrachtwagen of met een methode die gunite wordt genoemd. Gunite pompt droog cement en zand door een slang en voegt water toe aan het mondstuk.
- Vermiculiet en cement of voegspecie zorgen voor een blijvende bodem en worden geplaatst door een ervaren metselaar. Sanitair wordt geïnstalleerd voordat het wordt opgevuld. Zwarte poly (spoelbuis) of PVC-schema 40-buis wordt langs de bovenkant van de betonnen kraag geplaatst.
- De leiding loopt van elke fitting (skimmer, hoofdafvoer, retour) terug naar het filter. Op de schroefdraad van de adapter wordt pijpcompound of niet-uithardende permatex geplaatst.
- Twee buisklemmen worden over het uiteinde van de buis geschoven en de buis wordt over het uiteinde van de fitting geschoven. Het aandraaien van de klemmen is in ongeveer 15 minuten ingesteld.
- Nadat de stofzuiger het gebied heeft schoongemaakt, wordt water toegevoegd. Als voor de opvulling grote stenen worden gebruikt, worden de leidingen bedekt met zand om schade te voorkomen.
- Zodra het zwembad met water is gevuld, moet alle apparatuur worden ingeschakeld. Chemicaliën zoals chloor, zoutzuur en stabilisator moeten worden toegevoegd. Het filtersysteem moet de eerste 24 uur continu worden gebruikt totdat het water de gewenste helderheid heeft bereikt. Dit vertegenwoordigt doorgaans de tijd die 99% van het zwembadwater nodig heeft om door het filter te gaan. Gewoonlijk kan het zwembad, zodra dit niveau is bereikt, slechts zes uur per dag draaien om een gezonde omgeving te behouden. Het oppervlak van het water bevat meestal de meeste verontreinigende stoffen (d.w.z. lichaamsoliën, vet, zweet en huidresten). Om het zwembad schoon te houden, moet een skimmer (filterapparaat) ten minste 70% van het zwembadwater van het oppervlak halen voor filtratie en behandeling.
- De watertemperatuur moet zorgvuldig worden gecontroleerd tussen 80,6-86 °F (27-30 °C). Te hoge temperaturen kunnen scheuren in de zwembadstructuur veroorzaken of vinylliners doen uitzetten en hun elasticiteit verliezen. De hogere temperaturen kunnen ook de polymeren vernietigen, waardoor de voering droog en broos wordt.
- De maximale snelheid in een zuigleiding mag niet hoger zijn dan 5 ft (1,52 m) per seconde. De maximale snelheid in een drukleiding mag niet hoger zijn dan 2,74 m per seconde. De filtratiesnelheid is de snelheid of snelheid van het water door de filtratiemedia. Hoe langzamer de filtratiesnelheid, hoe effectiever de filtratie.
Kwaliteitscontrole
Zodra de greppels zijn gegraven en de leidingen op hun plaats zijn, worden de leidingen afgedekt en gevuld met water onder druk om te controleren op spanning (lekkages). Inspecteurs van elektrische codes controleren de elektrische bedradingssystemen op veiligheid. Betonnen dekken en alle oppervlakken met gunite worden gecontroleerd op gladheid en integriteit. Omdat de gunite is aangepast aan de ontwerpspecificaties, wordt het beton op elke locatie visueel geïnspecteerd. Het stalen versterkingsmateriaal wordt na installatie gecontroleerd op spanning of zwakte in het materiaal.
Bijproducten/afval
De verscheidenheid aan materialen die in de zwembadbouw worden gebruikt, zorgen voor een groot aandeel recyclebare materialen. Gegalvaniseerde stalen wapeningsroosters worden in de fabriek vervaardigd waarbij schroot wordt gesmolten en hervormd voor toekomstige projecten. Concrete bijproducten van het snoeien van de funderingen worden ter plaatse in grote afvalcontainers gedeponeerd en er wordt uiterste zorg besteed aan het verminderen van afval. Stadswatersystemen worden gebruikt om het teruggespoelde zwembadwater af te voeren en de kunststoffen die in de voeringen worden gebruikt, worden zorgvuldig vervaardigd waarbij overtollige materialen worden gerecycled.
De Toekomst
Er worden voortdurend verbeteringen aangebracht in de productie en constructie van zwembaden. Bovengrondse zwembaden maken gebruik van een lichtere constructie en zijn gemakkelijker te monteren. Nieuwere materialen zoals een laminaat van geweven polypropyleen gaasweefsel barsten niet maar zorgen ervoor dat er langzaam water uit het zwembad lekt. Glasvezel wordt gebruikt in onderwaterverlichtingssystemen en biedt veilige alternatieven voor elektrische installaties. Geautomatiseerde zwembadsystemen maken in-house bediening en voorgeprogrammeerde timing van zwembadonderhoudsactiviteiten mogelijk.
Waar meer te leren
Overige
webpagina bovengrondse zwembaden. december 2001.
Pleasure Pools-webpagina. december 2001.
SwimCSI-webpagina. december 2001.
De webpagina met de handleiding voor kopers van zwembaden. december 2001.
Bonny P. McClain
Productieproces
- Wat is VMC-bewerking?
- Gids voor aluminium lasermarkering
- MIG-lassen versus TIG-lassen
- Gids voor lasermarkering
- Overwegingen voor Zwitserse machinale bewerking met hoge productie
- Gids voor CNC-prototyping
- Het fabricageproces van de schacht begrijpen
- Wat is RVS-passivering?
- Pool Fill Control
- Azure IoT-zwembad
- Zwemmende levende robots kunnen zichzelf trainen