


Roestvrijstalen buizen buigen:effectieve processen en belangrijkste overwegingen

Roestvrij staal is een van de meest populaire materialen in de maakindustrie. Dit maakt het buigen van roestvrijstalen buizen een standaard vormproces voor het vervaardigen van metalen onderdelen voor verschillende toepassingen. Ingenieurs en ontwerpers beschouwen het als een hoofdbewerking als onderdeel van een systeem met buizen en leidingen.
Er is echter een goed begrip nodig van het buigen van stalen buizen. Sommige hoogwaardige roestvrijstalen materialen zijn nu mainstream, waardoor hun bewerkingsuitdagingen nog groter worden. Daarom is het essentieel om te weten hoe het buigproces moet worden uitgevoerd.
In dit artikel bespreken we de meest effectieve methoden voor het buigen van stalen buizen. We zouden u ook helpen om het beste uit het proces te halen.
Basisprincipes en uitdagingen van Roestvrijstalen buizen buigen
Het gebruik van staal voor custom prototyping kan lastig zijn. Het is een hard materiaal. Het is echter een kneedbaar en kneedbaar materiaal. Het is gemakkelijk te vormen met verschillende bewerkingsprocessen in verschillende vormen. Het buigen van roestvrijstalen buizen is een proces dat helpt om de buizen in verschillende waardevolle configuraties te vormen.
Hoewel het mogelijk is om roestvrij staal in verschillende vormen te buigen, kan het proces aanzienlijke directe druk vereisen voor gespecialiseerd gereedschap. Wanneer we het hebben over het buigen van hoogwaardige roestvrijstalen materialen, richt de aandacht zich op verhoogde buigproblemen. De moeilijkheid hangt vaak af van de dikte van de slang.
Dikwandige buizen hebben meestal meer kracht nodig om te buigen. Bovendien kunnen specifieke maten en vormen van buizen hun set buigapparatuur vereisen. De mogelijkheid van terugvering vormt ook een grote uitdaging voor het buigen van roestvrijstalen buizen.
Roestvrijstalen buizen buigen
Het is behoorlijk moeilijk om met roestvrijstalen buizen om te gaan. Sommige technieken kunnen het proces echter vereenvoudigen. In dit gedeelte wordt besproken hoe u roestvrijstalen buizen kunt buigen met de meest effectieve methoden.
Doornbuis buigen
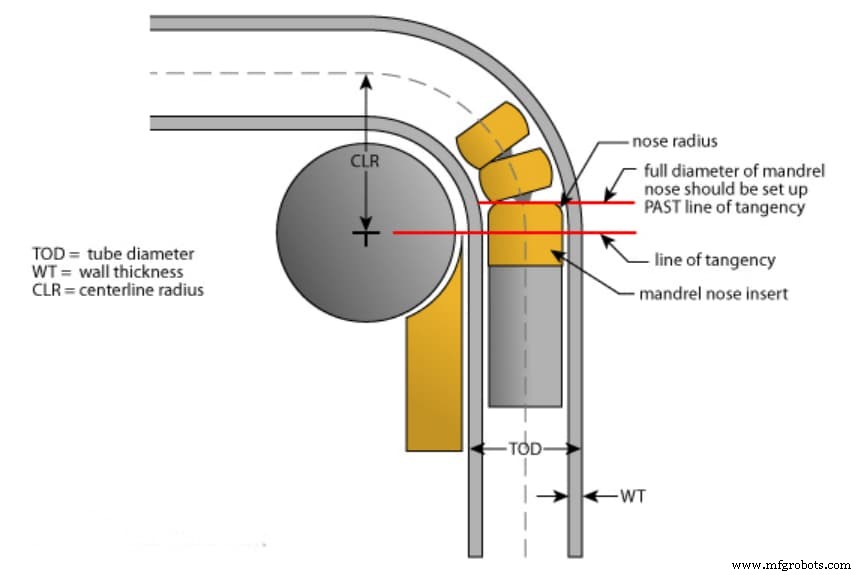
Doornbuigen van metalen buizen wordt vaak gedaan op een roterende trekbuisbuigmachine. Een doorn is een gereedschap dat in een buis wordt geplaatst om ervoor te zorgen dat de vorm tijdens het buigen intact blijft. Opspandoorns kunnen worden geleverd met extra kogelvormig staal om ervoor te zorgen dat ze tijdens het buigproces binnen de gebogen secties van bochten blijven.
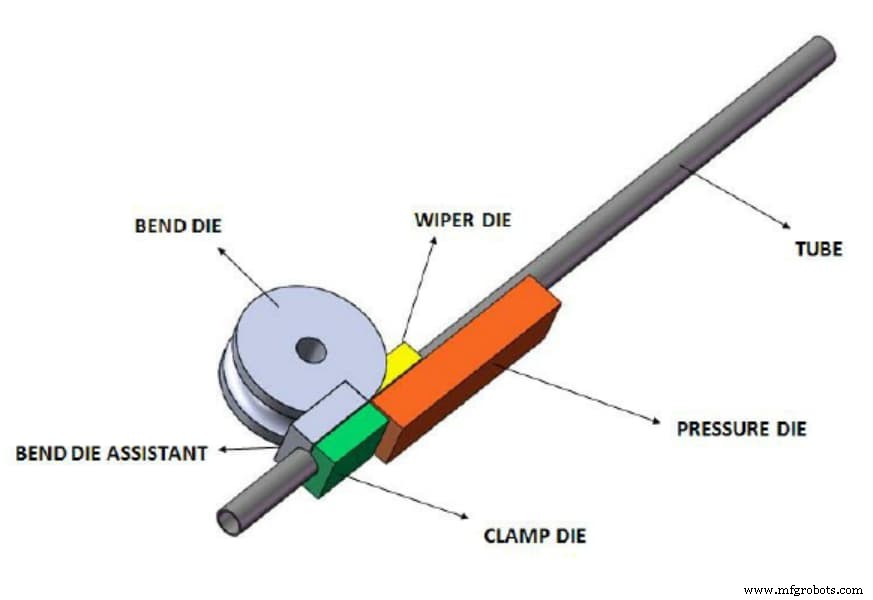
De opstelling voor het buigen van de doornbuis omvat:
- Een drukmatrijs - deze matrijs houdt de raaklijn (of het rechte gedeelte) van de kuip vast.
- Een klemmatrijs - roteert de stalen buis rond de bochtmatrijs.
- Een doorn - ondersteunt de binnenkant van de buis rond de bocht en kan worden geleverd met enkele scharnierende ballen.
- Een wisserdobbelsteen – contact maakt met de buis vlak voor het raakpunt van de binnenradius en veegt tegen het werkstuk om kreuken aan de binnenradius te voorkomen.
Het buigen van doornbuizen domineert het buiglandschap van roestvrijstalen buizen, vooral toepassingen met kleine radii. Als u bedenkt hoe u roestvrijstalen buizen in een straal moet buigen, moet u kiezen voor doornbuigen. Dit komt omdat de methode maximale controle biedt over ovaliteit en wandverdunning.
Het gebruik van een doorn in de binnendiameter (ID) helpt de materiaalstroom tijdens het buigen te ondersteunen. Evenzo ondersteunt de drukmatrijs de buitendiameter (OD). De elementen combineren om de buis-OD en ID tijdens het buigproces te regelen. Doornbuisbuigen helpt de meest voorkomende buigproblemen te voorkomen, vooral terugveren. Het voorkomt ook rimpels, afplatting en knikken.
Drie rollen buigen
Rolbuigen of hoekbuigen is een effectief proces voor grotere werkstukken. Het gaat over het algemeen om drie rollen die in een piramide-achtige positie worden geplaatst met verticale of horizontale freesoriëntatie, afhankelijk van de grootte van de sectie. De rollen bewegen zodanig dat ze grote, meestal specifieke radii kunnen produceren.
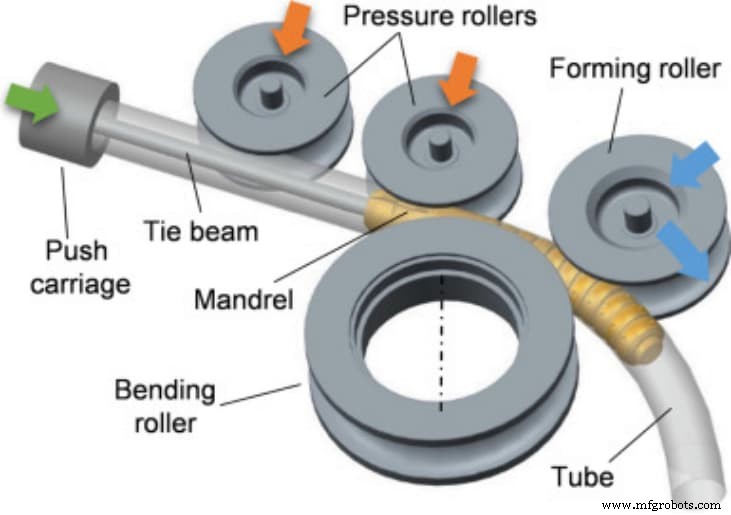
De machine bepaalt welke rollen naar welke kant gaan. De locatie van de middelste rol bepaalt de straal van de buis of pijp. De bovenste rol kan op sommige machines op en neer bewegen om de gewenste hoek te geven. Op andere machines bewegen twee onderste rollen terwijl de bovenste rol stationair blijft.
Fabrikanten gebruiken rolbuigen voor het produceren van spiralen. De operator kan continue spoelen produceren door de buis na een omwenteling op te tillen. In dit geval moet het werkstuk een grote straal en een spoed van één diameter hebben. Als het echter een grotere spoelafstand heeft, is er een extra rol nodig. Deze rol helpt de buis naar buiten te geleiden tijdens het vormen van de spoel.
Teken buigen
Deze methode is vergelijkbaar met het buigproces van de doornbuis, alleen zonder de doorn. Het verhoogt de precisie van het slanggedeelte om complexe mengsels zonder misvormingen te bereiken. Bij deze methode wordt de machine ondersteund met klemmen.
De klemmen maken het mogelijk om de buis naar een vorm te trekken die een vergelijkbare straal heeft als de buis. Met dit principe helpt trekbuigen om scherpe bochten op de buis te krijgen met behoud van een hoge nauwkeurigheid en consistentie.
Fabrikanten gebruiken vaak de roterende trek-buigmethode voor buisonderdelen die worden gebruikt op structurele kaders en machines. Typische voorbeelden zijn rolkooien, fietssturen, balustrades, enz.
Compressie Buigen
Een andere efficiënte methode voor het buigen van roestvrijstalen buizen is compressiebuigen. Deze methode buigt het materiaal rond een stationaire buigmatrijs met behulp van een compressiematrijs. Het systeem omvat de initiële klemming van de buis achter het achterste raakpunt. Hierna helpt de compressiematrijs om het werkstuk tegen de buigmatrijs te "comprimeren".
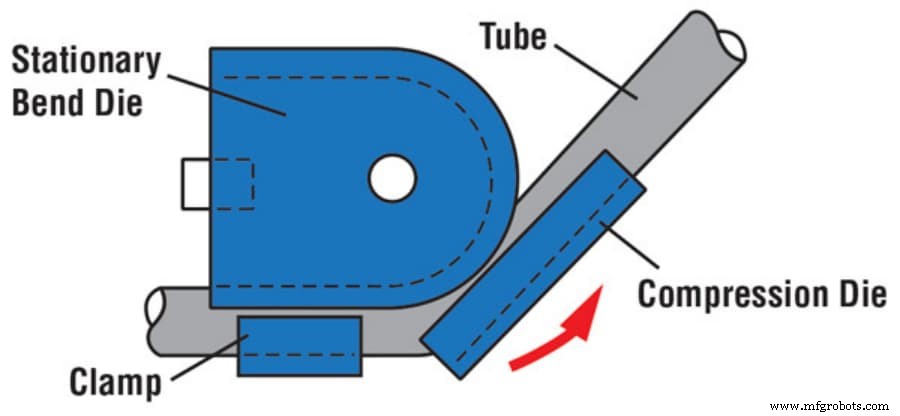
Compressiebuisbuigen werkt het beste voor symmetrische werkstukken. Dit zijn buizen met aan weerszijden identieke bochten. Het buigen van deze buizen gebeurt in één opstelling op machines met twee buigkoppen. U kunt dus voor deze methode kiezen wanneer de ronding van een bocht niet de meest kritische overweging is.
Compressiebuigen is ideaal voor snelheid en zuinigheid bij het streven naar een hogere output tegen lagere kosten. We raden deze methode echter niet aan voor buizen met een hartlijnradius (CLR) van minder dan twee keer de buigdiameter. Dat wil zeggen dat u een middellijn van minimaal 2 inch nodig hebt voor een buisbocht van 1 inch om de gewenste buigkwaliteit te krijgen.
Bezorgd over andere buigtechnieken op ander plaatwerk? Lezen:Hoe plaatwerk te buigen. Heeft u de behoefte om gebogen RVS buizen te produceren, RapidDirect is voor u. Upload gewoon uw ontwerpbestand.
Overwegingen voor Roestvrijstalen buizen buigen
Wanneer u nadenkt over het buigen van stalen buizen, moet u rekening houden met enkele structurele overwegingen en factoren. De belangrijkste zijn:
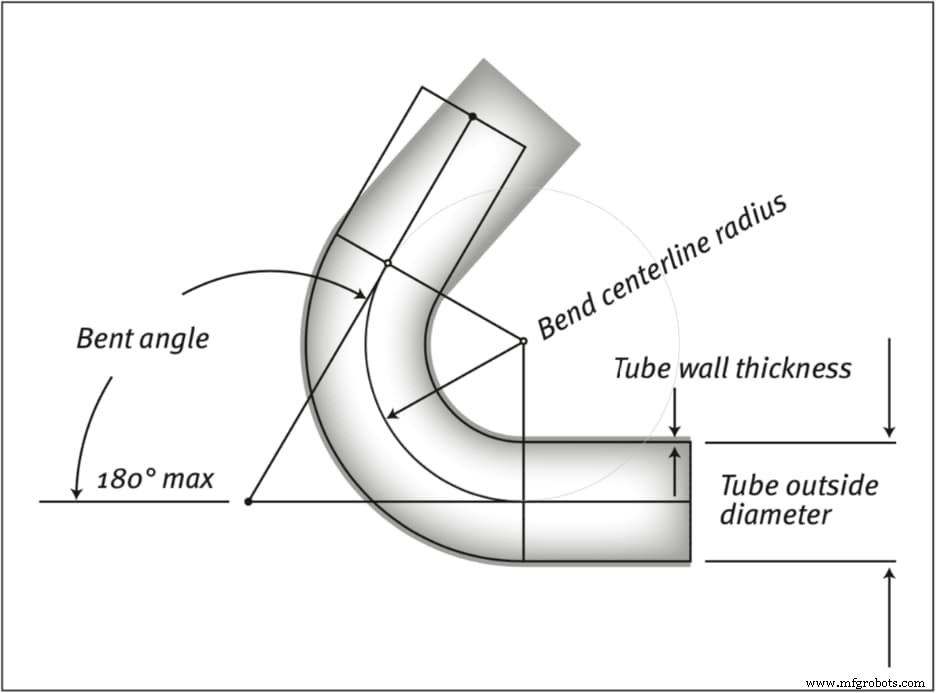
Buigstraal
Het buigen van stalen buizen vereist vaak een kleine radius. In de meeste gevallen leidt het dunner worden van de buitenwand van de bocht vaak tot een vervormde bocht. Het gebruik van een doorn voor ondersteuning kan dit helpen voorkomen. Dit betekent dat het buigen van de doornbuis in dit geval de meest betrouwbare methode is.
Soms kan het bereiken van een kleine radius ertoe leiden dat het staal zijn elastische limieten overschrijdt. Dit leidt vaak tot vervormingen zoals rimpels en bulten. Drierolsbuigen of roterende trekbuigen is de aanbevolen methode in dergelijke situaties.
Bovendien vereisen kleinere buigradii vaak dat u voorzichtiger kracht uitoefent. Afhankelijk van de binnendiameter en dikte van de buis kan een bocht van 180 graden haalbaar zijn. Er kan echter een bredere "U"-vorm nodig zijn om de structurele integriteit en de binnenvorm te behouden.
Opbrengststerkte
Een andere essentiële overweging voor het buigen van roestvrijstalen buizen is de vloeigrens. Het is een van de kenmerken van staalmaterialen die de kans op terugvering kunnen geven. Materialen met een hogere vloeigrens hebben een grotere elastische tot plastische rekverhouding. Dergelijke materialen zullen ook meer veerkracht vertonen dan materialen met een lagere vloeigrens.
Daarom is het van vitaal belang om de vloeigrens van uw staalmateriaal te bepalen voordat u het buigt. Elke bocht geeft een redelijke hoeveelheid spanning. Daarom moet de vloeigrens worden overwogen met betrekking tot de verwachte specifieke hoeveelheid spanning.
Materiaaldikte
Variaties in materiaaldikte zijn een grote uitdaging als het gaat om het buigen van roestvrijstalen buizen. Het speelt vooral een grote impact wanneer fabrikanten specifieke buigtoleranties proberen te bereiken. Er wordt vaak gesproken over de maatvoering van verschillende soorten roestvast staal met betrekking tot gemiddelden. De werkelijke materiaaldikte valt in werkelijkheid echter binnen een bepaald bereik.
Daarom kan een kleine variatie in dikte de buighoek met enkele graden aanzienlijk beïnvloeden. Dit heeft vaak invloed op de resultaten, vooral wanneer u nauwe toleranties nodig heeft. Het is essentieel om te weten dat sommige materialen meer buigkracht nodig hebben dan andere tijdens het maken van aangepaste buizen. Dikkere roestvrij staalsoorten vereisen meer kracht dan dunnere.
De spanning bij het buigen van dikkere materialen rond bepaalde stralen is hoger dan die van dunnere materialen rond dezelfde stralen. Hoe dikker de wanden, hoe hoger de druk die de buis kan weerstaan. Evenzo zijn buizen met dunnere wanden meer vatbaar voor bezwijken tijdens het buigen.
Het is dus raadzaam om de buigkracht goed in te stellen om inconsistenties en materiaalvervorming te voorkomen. U moet het juiste proces kiezen en de machine op de juiste manier instellen.
Gelaste buizen versus naadloze buizen
Zowel naadloze als gelaste buizen kunnen worden gebogen. Naadloze buizen buigen echter vaak beter als de gewenste radius krap is. Aan de andere kant maken de dunnere wanden van gelaste buizen ze bruikbaar voor toepassingen met grotere diameters. De naad van gelaste buizen kan de consistentie van bochten verstoren. Dit komt door het spanningsconcentratiepunt dat zich op de buis vormt.
Spanningsconcentratie geeft gelaste buizen 20% minder werkdruk dan naadloze buizen. We kunnen ook niet voorbijgaan aan de mogelijkheid van onjuiste lasvorming, waardoor de buis niet perfect rond is. Dit voorkomt een goede buiging van gelaste buizen.
Roestvrijstalen buizen buigradiusgrafiek
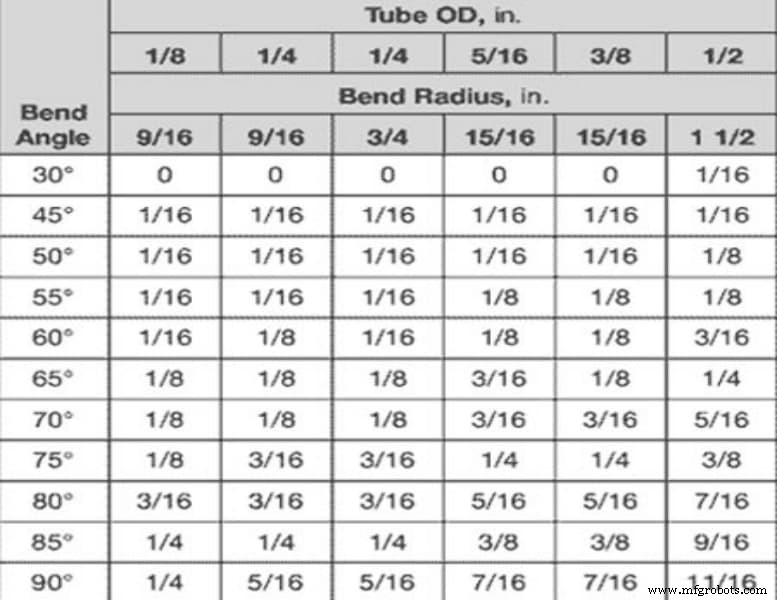
De buigradius van een buis is de straal gemeten tot de hartlijn van de buis. Buigradiusgereedschap verschilt vaak, afhankelijk van de buisbuiger. De meest voorkomende zijn echter meestal in overeenstemming met specifieke vuistregels.
Standaard Draw Bend Radius is 2 x D
Dit betekent dat een buis met een buitendiameter van 20 mm een buigradius van 40 mm nodig heeft. Nauwere buigradii zoals ½ x D zijn mogelijk. Het is echter vaak duurder om iets onder de 2 x D te krijgen.
Minimale rolbuigradius is 7 x D
Materiaaleigenschappen en wanddikte beïnvloeden de minimale rolbuigradius. Therefore, sticking with the 7 x D guideline is technically safe. It is also advisable to allow a wide tolerance in bend radii.
Applications of Stainless Steel Tubing
Stainless steel tubing is a versatile material used in several industries due to its ease of assembly. It can also withstand extreme conditions such as high temperatures and pressure. This is one of stainless steel’s properties that makes them useful in specific industries.

For example, CNC machining for the automotive industry uses stainless steel tubing for manufacturing high-quality mufflers. This is because they can withstand the extreme pressure that goes through them. It also finds use in medical devices, solar panel frames, industrial equipment, and electrical wiring. The ability to form steel tubing into various shapes and thicknesses makes them even more useful.
You will find stainless steel tubing products for several household applications, including appliances, heating, water, and plumbing systems. There is hardly an industry that does not use this versatile material, ranging from aerospace, automotive, technology, electrical, construction, and food &beverage industries.
Innovators continue to find new uses for stainless steel tubes each day while incorporating them into every aspect of life.
So, Is Steel Tube Bending Right for Your Application?
As mentioned, steel tubes are useful in various industries for different applications. Also, the availability of sophisticated machines and modern methods makes tube bending more precise. Therefore, selecting the suitable material, process, and tooling will give you a great shot at achieving the perfect bend for your application.
If you’re willing to learn more cost-effective means and get proper steel tube bending guidance, RapidDirect’s CNC machining service is for you! We also provide custom tube fabrications and manufacturing services that you will never get elsewhere. Our team of experts offers rapid prototyping services at competitive pricing.
That’s not all. Our expert team provides professional advice on your design. Then we help you manufacture high-quality and desirable steel tubes. We offer quality assurance that you can always count on. Upload your CAD file today and get an instant quote.
Veelgestelde vragen
How hard is it to bend stainless steel tubes?
Steel tube bending can be very difficult due to the hardness of the material. However, choosing the right fabricator with proper knowledge of processes and tooling can help make the process more seamless.
Is mandrel tube bending better than roll bending?
The method you choose depends on your bending requirements. Mandrel bending is preferred for bending operations with tighter radii to prevent flattening, wrinkles, and kinks. On the other hand, roll bending is ideal for thinner tubes with a large bend radius.
What are the applications of stainless steel tubing?
Many industries use stainless steel tubes for various applications. They are used in home appliances, automotive and aerospace parts, electronic devices, plumbing systems, medical devices, and many more.
Industriële technologie
- Het verschil tussen austenitisch en ferritisch roestvrij staal
- Voor- en nadelen van roestvrijstalen handgrepen
- Een inleiding tot roestvrij staal en hoe het wordt gemaakt
- Wat is het verschil tussen koolstofstaal en roestvrij staal?
- Wat zijn de belangrijkste fouten die u moet vermijden bij het omgaan met roestvrij staal?
- Soorten roestvrij staal en roestvrij staalsoorten
- Roestvrij staal:de beste producten voor snijden, slijpen en afwerken
- Een gids voor Monel-legeringen:eigenschappen en toepassingen
- Het verschil tussen staat A en B roestvrij staal
- Roestvrij staal en de evolutie van de achtbaan
- De voor- en nadelen van het recyclen en hergebruiken van roestvrij staal