


Hiaten in 3D-printen. Eenvoudige gids om ze op te lossen!
Elke 3D-printprofessional of liefhebber geniet ervan om het beste resultaat te krijgen in elke printervaring.
Hobbyisten krijgen niet altijd prints van hoge kwaliteit bij elke printervaring. Soms kunt u uw uiteindelijke 3D-afdruk na het voltooien van het afdrukproces alleen controleren om een object met gaten te vinden.
Hiaten in 3D-afdrukken. Waarom komen ze voor?
Bovendien zijn hiaten in 3D-afdrukken het gevolg van:
- Onder extrusie
- Lage afdruktemperatuur
- Een hoge afdruksnelheid
Als er gaten in uw 3D-modellen verschijnen, is het daarom handig als u aan het volgende werkt:
- Bed opnieuw waterpas zetten
- Printertemperatuur verhogen
- Afdruksnelheid verlagen
Dit artikel is een uitgebreide gids over hiaten in 3D-printmodellen en hoe u deze kunt oplossen. Lees verder!
Waarom zijn er hiaten in 3D-printen?
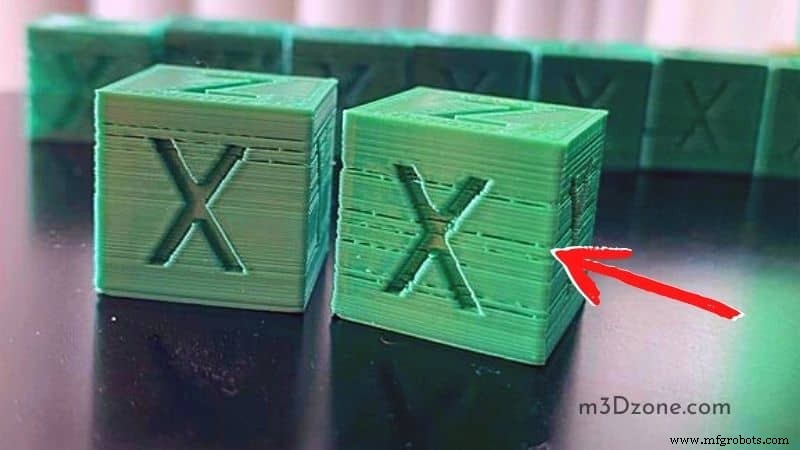
Gaten en lacunes in 3D-afdrukken
3D-printhobbyisten moeten extra waakzaam zijn bij het printen van de eerste laag. De meeste hiaten in de 3D-print komen voor in deze fase.
Het mondstuk extrudeert gesmolten filament op het oppervlak van de printer om de eerste laag in additive manufacturing te leggen. Het wordt gevolgd door opeenvolgende lagen, op lagen gelegd totdat het 3D-geprinte object compleet is.
Hiaten in 3D-printlagen zijn er in verschillende vormen en hebben andere oorzaken.
Te grote Z-offset
Er ontstaan hiaten tussen de lijnen vanwege de aanzienlijke fysieke afstand tussen het mondstuk van de printer en het bouwplatform. Een grote Z-offset betekent dat de spuitmond ver van het printbed werkt. Het heeft als effect dat de laaglijnen niet samenknijpen tijdens extrusie.
Door de Z-offset aan te passen, zorgt u er dus voor dat u voldoende afstand houdt tussen de nozzle en het printbed, waardoor 3D-printgaten worden geëlimineerd.
Onder extrusie
Filament onder extrusie is een andere oorzaak van 3D-gaten, omdat de bovenste lagen niet de solide basis bieden die nodig is om de volgende lagen vast te houden. Ook is onderextrusie de reden waarom elke lijn er niet uitkomt zoals verwacht.
Spleet tussen mondstuk en bouwplaat is te smal
Soms komen er 3D-prints uit met gebieden waar materiaal ontbreekt. Wanneer de opening tussen het mondstuk van de printer en het bed extreem smal is, kan het mondstuk het bouwoppervlak schrapen als het zich te dicht bij het bouwplatform bevindt.
Bovendien voorkomt het materiaalextrusie en veroorzaakt het in ernstige gevallen verstopping van de spuitmond en hardwareschade.
Om de uitdaging te compenseren, hebt u een adequate Z-offsetkalibratie nodig.
Overgebleven, stoten en kromtrekken in bouwplatform
3D-printen vindt plaats op de bouwplaat of het oppervlak van de printer. U moet ervoor zorgen dat uw bouwoppervlak schoon is voordat u aan een nieuwe afdruksessie begint.
Anders kunnen de kleine oneffenheden, krommingen en restjes problemen veroorzaken die leiden tot hiaten in de 3D-print.
Slechte hechtingsproblemen aan het bed
Onvoldoende hechting van het printbed maakt het moeilijk voor extrusielijnen om aan het bouwoppervlak te hechten. De eerste laag zal moeite hebben om aan het oppervlak van het printerbed te kleven en de bovenste lagen zullen kromtrekken bij gebrek aan een solide basis om te rusten.
Over extrusie
Spuitmond over extrusie veroorzaakt ernstige problemen met 3D-printgaping. Er zal zich een spleet vormen als het mondstuk de toplaag op de eerste laag extrudeert. Daarom zou het handig zijn om de instellingen van uw extrusievermenigvuldiger correct te hebben.
Hoge afdruksnelheid
Als je een object 3D print met een extreem hoge printsnelheid, is de kans groot dat je 3D-prints krijgt met hiaten. De gaten zullen ontstaan omdat je geen stevige lagen hebt om de volgende lagen te leggen.
Onjuist geconfigureerde intrekkingsinstellingen
Retractie-instellingen in 3D-printen optimaliseren de hoeveelheid filament die het mondstuk kan extruderen. Tegelijkertijd regelt het de snelheid waarmee het mondstuk terugslaat, waardoor ongewenste filamenten worden teruggetrokken.
Als uw instellingen voor het intrekken verkeerd zijn, krijgt u dus gegarandeerd problemen met de 3D-afdruk, omdat het mondstuk ongewenste filamenten op het bouwplatform zal extruderen.
Slechte filamentkwaliteit
Het gebruik van filament van slechte kwaliteit veroorzaakt verstopping van de spuitmonden, wat leidt tot slechte extrusie - een zekere manier om problemen met 3D-gapping op te lossen.
Geblokkeerde printersproeiers
Geblokkeerde printersproeiers worden veroorzaakt door een slechte intrekkingsinstelling en het gebruik van plastic filamenten van lage kwaliteit. Het kan gemakkelijk leiden tot onderextrusie, waardoor 3D-printgaten ontstaan.
Hoe vult u gaten in 3D-geprinte onderdelen?
Hoe hiaten tussen lagen te elimineren
Om openingen tussen lagen die eruitzien als gaten en pokdalingen te elimineren, moet u de extrusiekalibraties en intrekkingsinstellingen van uw printer op de juiste manier instellen.
Je moet de filamenten ook droog houden en op de juiste manier bewaren om te voorkomen dat ze vocht opnemen en verslechteren.
Laagscheiding
Wat nog belangrijker is, u elimineert laagscheiding door:
- Pas de spuitmondtemperatuur aan op optimale waarden
- Verlaag de afdruksnelheid om twee of meer lagen te ondersteunen om te hechten
- Gebruik een printerbehuizing voor ABS- en nylonfilamenten om kromtrekken te stoppen
Hoe hiaten in de bovenste laag te elimineren (gedeeltelijk hol interieur)
Hiaten in de bovenste laag verwijzen naar de lagen die u als laatste afdrukt. In wezen sluiten toplagen het model en het gedeeltelijk holle interieur af; als zodanig moet hun afdrukken uitstekend zijn.
Om hiaten in de bovenste laag in een 3D-printmodel te elimineren;
- Optimaliseer uw extrusiekalibratie
- Verhoging van het opvulpercentage elimineert hiaten tussen regels
Hoe gaten in de muur te elimineren
Het gedeeltelijk holle interieur bestaat uit dunne wanden die gaten kunnen bewonen. Om aan deze lacunes te werken, kun je een infill-overlap gebruiken met een Cura 3D-slicer en een outline-overlap als je een vereenvoudigde 3D-slicer gebruikt.
U kunt muuropeningen met succes elimineren door de afdruksnelheid te verlagen en het gedeeltelijk holle opvullingspercentage te verhogen.
Misschien wilt u hiaten opvullen in de nabewerkingsfase van uw 3D-afdrukken. De 3D-industrie heeft verschillende producten die u hierbij kunnen helpen;
Hoe vult u hiaten in PLA-afdrukken op?
5 Top Fillers voor uw PLA 3D-prints
1. Apoxie Sculpt
Het blijft een populair product om gaten in je 3D-print op te vullen. Het is glad en gemakkelijk te mengen. Je hebt geen unieke tool of techniek nodig om het te mixen.
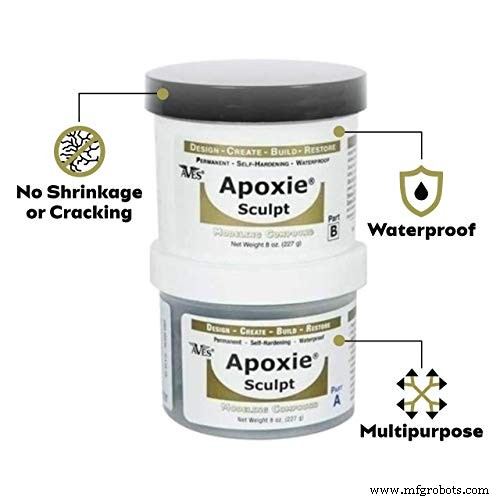
Belangrijk is dat het de voordelen van boetseerklei combineert met de sterkte en hechtende eigenschappen van de epoxy.
Het biedt een permanente, zelfhardende en waterdichte oplossing die u nodig hebt voor uw 3D-printgaten.
2. Bondo Beglazing
Deze 3D-afdrukvuller is duurzaam en gebruiksvriendelijk, waardoor het een van de meest populaire op de markt is. Bovendien werkt het snel en vertoont het zelden tekenen van krimp tijdens gebruik.

Het zorgt voor een gladde afwerking waardoor het ideaal is voor het opvullen van 3D-printgaten en naden. Verder komt het gebruiksklaar uit de tube; je hoeft geen extra werk te doen, zoals mixen.
Het maakt geen vlekken, het duurt slechts drie minuten om in te werken en je kunt het dertig minuten na het vullen schuren.
3. Bondo Lichaamsvuller
De Bondo Body Filler helpt bij het hechten. Het hardt snel uit en geeft uw 3D-print een eeuwige duurzaamheid.

Het vulmiddel helpt ook krimp te voorkomen en vormt binnen enkele minuten na het aanbrengen vormen.
Het heeft een hoge sterkte en gebruiksgemak, waardoor het een favoriet is in de auto-industrie.
4. Elmer's ProBond Filler
Het is een van de meest moeiteloze vulstoffen op de markt.

Het droogt snel op, binnen 15-30 minuten na het aanbrengen. Andere voordelen zijn:
- Eenvoudig schoon te maken
- Reukloos
- Sterke hechting
5. Rust-Oleum Automotive 2-in-1 Filler en Sandable Primer
Het wordt veel gebruikt in industrieën met doe-het-zelf, met name de 3D-printindustrie. Het heeft een 2-in-1 formule die zorgt voor duurzame en langdurige resultaten.
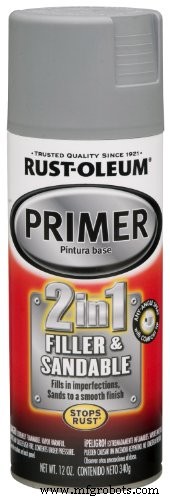
De belangrijkste voordelen zijn:
- Duurzaamheid
- Eenvoudig gebruik
- Eenvoudig schuren
- Uitstekende afwerking
Hoe lossen we een gat in de eerste laag op?
Om hiaten in de eerste laag van uw 3D-print op te lossen, moeten de primaire oorzaken van de hiaten in de eerste laag worden omgedraaid:
Controleer en bevestig dat je bouwplaat waterpas is
Controleer altijd of uw printerbed vlak en waterpas is. Plastic filamenten hechten niet aan een kromgetrokken printerbed, waardoor er gaten in de eerste laag ontstaan. Pas de drukveren van uw bed aan of vervang ze door sterkere.
U kunt siliconen nivelleerkolommen aanschaffen om de positie van uw bouwplaat te stabiliseren.
Verhoog de afdruktemperatuur
Een lage mondstuktemperatuur kan een slechte filamentstroom naar het printbed via het mondstuk veroorzaken. Daarom zou het handig zijn als u uw afdruktemperatuur verhoogt. Het zorgt voor de juiste stroom van filament.
Als je nog steeds problemen hebt met de opening, controleer dan of de diameter van je filament overeenkomt met de specificaties van de printer.
Instellingen voor lijnbreedte aanpassen
U kunt 3D-printgaten snel elimineren door de juiste lijnbreedte-instellingen te gebruiken. De standaard slicer-instellingen voor de lijndikte van de eerste laag zijn bijvoorbeeld 100% als u een Cura-slicer gebruikt. Sommige gebruikers zinspelen echter op 120% en krijgen betere resultaten.
Controleer de extrusiesnelheid van de stroom
U moet de extrusie-instellingen van uw printer instellen om ervoor te zorgen dat deze voldoen aan de aanbeveling van de fabrikant. Zorg er ook voor dat u het verstopte mondstuk vrijmaakt voor een soepele extrusie van voldoende filament.
Bovendien zou het handig zijn om uw extrudermotor goed te laten werken. Een disfunctionele extrudermotor heeft invloed op voldoende plastic extrusie.
Z-offset aanpassen
U kunt de Z-offset langzaam aanpassen terwijl u controleert of de problemen met de tussenruimte zijn verdwenen. U kunt ook een testafdruk maken terwijl u de Z-offset blijft aanpassen totdat het probleem met de tussenruimte is verdwenen.
Daarna kunt u de instellingswaarden op dit specifieke punt behouden om de beste resultaten te krijgen.
Extra manieren om hiaten in de 3D-print in de eerste laag te elimineren:
- BLTouch
- Gebruik van beproefde printerprofielen
- Snijderinstellingen wijzigen
Hoe verberg je de naden op een 3D-printer?
Er zijn twee primaire manieren om met Z-naden of 3D-printhiaten om te gaan. Ten eerste kunt u het voorkomen door de factoren die naden veroorzaken om te keren. Met name de zichtbaarheid van de naad hangt af van verschillende factoren, zoals de grootte en vorm van een model.
Ten tweede blijft de beste manier om 3D-printnaden te verbergen het aanpassen van de instellingen van de slicer.
Hoe hiaten in de bovenste lagen op te lossen?
Toplagen blijven een essentieel onderdeel van elk 3D-printobject. Door verschillende factoren kunnen er hiaten in 3D-afdrukken ontstaan, waaronder extrusieproblemen en overslaan van de extruder.
Om hiaten in de bovenste lagen op te lossen, kunt u:
- Verhoog het aantal bovenste lagen in uw slicer-instellingen
- Pas de afdruksnelheid sneller of langzamer aan
- Controleer kwaliteit en filamentdiameter
- Corrigeer eventuele problemen met mechanische problemen met de printer
- Verhoog de opvuldichtheid
- Verstopte sproeiers repareren
Conclusie
Liefhebbers van 3D-printen hebben vaak te maken met printgaten in hun routinewerk. Een hoge of lage afdruksnelheid, een onstabiel oppervlak en onverwachte temperatuurveranderingen veroorzaken problemen met tussenruimten,
Evenzo is een verstopte spuitmond van de printer een primaire reden voor gapende 3D-afdrukken .
Het oplossen van deze uitdagingen resulteert in de eliminatie van 3D-printhiaten, wat leidt tot hoogwaardige 3D-objecten.
3d printen
- De meest voorkomende knelpunten in de 3D-printworkflow - en hoe u ze kunt oplossen
- 5 veelvoorkomende problemen met 3D-metaalprinten - en hoe u ze kunt oplossen
- Carl Calabria's gids voor het gebruik van inserts op de Mark One
- Otto DIY+ Arduino Bluetooth-robot eenvoudig in 3D te printen
- 9 Veelvoorkomende lasproblemen en hoe u ze kunt oplossen
- Is 3D printen makkelijk?
- Ender 3 Bed Nivelleerproblemen; Hoe u ze kunt oplossen!
- Rok versus rand versus vlot; Wanneer gebruik je ze!
- Cura Adaptieve Lagen; Wat ze zijn en hoe ze te gebruiken!
- RTC-module:de absolute gids voor een eenvoudig project
- Lekken opsporen en verhelpen