


Hebben 3D-printers van hars ondersteuning nodig?
De meeste liefhebbers van 3D-printen ontdekten deze interessante wereld door voor het eerst te horen over fused deposition-modelleringsprinters. Deze technologie is momenteel zonder twijfel de meest populaire op de markt en zal dat waarschijnlijk ook de komende jaren blijven.
Desalniettemin is het nog steeds belangrijk om het verschil tussen beide technieken te kennen en een basisbegrip te hebben van hoe ze werken. Een van de meest voorkomende vragen die ik krijg als ik het over harsprinters heb, gaat over de noodzaak (of niet) van steunen.
Ik zal dieper ingaan op harsprinters en de belangrijkste verschillen tussen hen en FDM-printers. Maar laten we eerst de achtervolging ingaan en de vraag beantwoorden die u hier heeft gebracht:hebben harsprinters ondersteuning nodig?
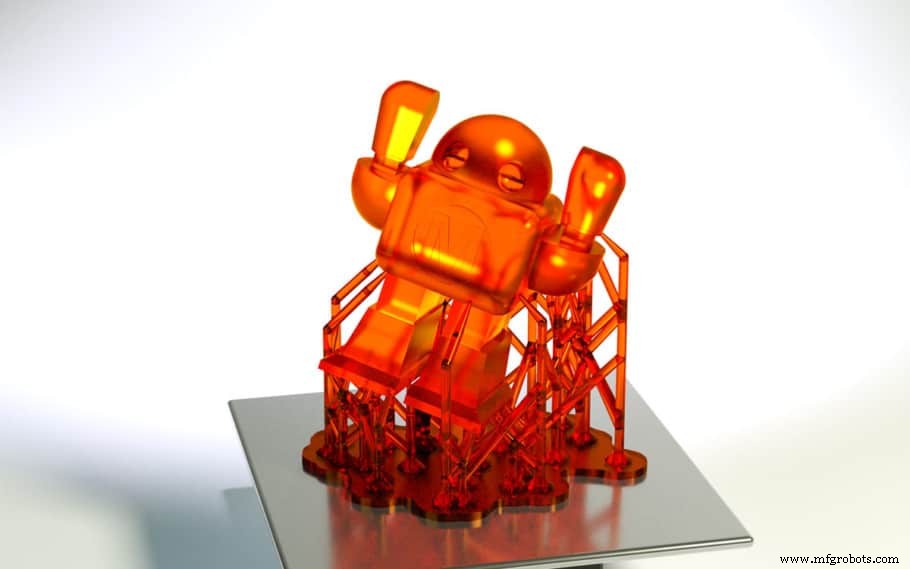
Resin 3D-printers hebben bijna altijd een of andere vorm van ondersteuning nodig om de meeste modellen met succes af te drukken, omdat ze nodig zijn voor delen van een model waaraan geen eerdere laag kan worden gehecht. Bovendien wordt een ondersteuningsstructuur gebruikt die lijkt op een vlot (PAD genaamd) om te voorkomen dat het onderdeel losraakt van de bouwplaat.
Waarom heeft een 3D-printer met hars ondersteuning nodig?
Er is veel verkeerde informatie over als we het hebben over 3D-printers met hars. Omdat ze veel duurder zijn dan hun FDM-tegenhanger, vermijden de meeste nieuwkomers in de 3D-printwereld om ze te kopen. Bovendien is het gebruik ervan ook veel gecompliceerder. Om een 3D-printer met hars te gebruiken, hebt u het volgende nodig:
- Een geventileerde ruimte, vanwege de toxiciteit van de gassen die ze uitstoten.
- Het gebruik van handschoenen en een oogbeschermingsbril, aangezien hars de huid irriteert en de uitgezonden laserstraal uw ogen kan beschadigen.
- Hoger onderzoek en kennis over de technologie die bij het proces is betrokken.
Dit laatste punt is het belangrijkste, en daarom hebben veel mensen twijfels over de noodzaak om dragers te gebruiken in bedrukte stukken. Sommigen van hen geloven dat de laser de hars onmiddellijk uithardt (een uithardingsproces) en wel op zulke specifieke punten dat het niet nodig is om steunen te plaatsen.
In feite zijn ondersteuningen net zo noodzakelijk bij 3D-printen met hars en FDM 3D-printen. Het principe is hetzelfde:je kunt geen laag maken zonder materiaal dat hem op zijn plaats houdt .
Het verschil tussen de twee technologieën houdt in dat de steunen tijdens het proces verschillende functies hebben:
- Bij traditioneel FDM-printen "valt" het filament door de werking van de zwaartekracht, wat betekent dat bepaalde delen van het object in de lucht zouden worden geprint, zonder een basis om op te leunen.
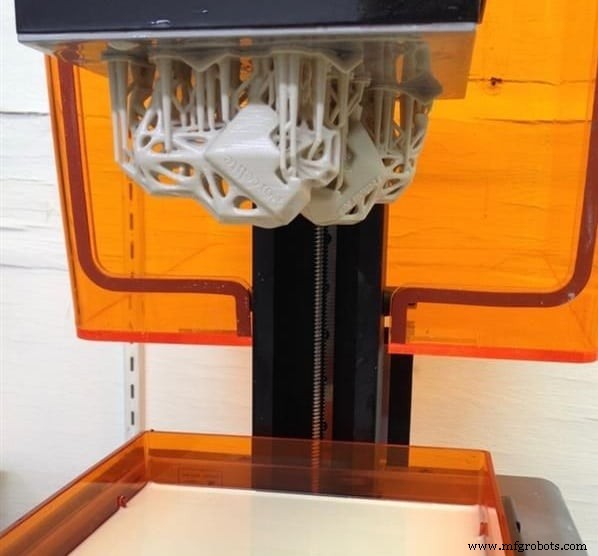
- Aan de andere kant, bij het printen met hars, begint de printer het object in de tegenovergestelde richting af te drukken. Met andere woorden, het "bed" bevindt zich naar beneden en naarmate elke laag wordt afgedrukt, stijgt dit oppervlak. Uiteindelijk krijgen we een object dat ondersteboven is georiënteerd.
Laten we, om het een beetje beter te begrijpen, eens kijken naar het volgende voorbeeld:een denkbeeldig object dat we willen printen bestaat uit een persoon die op zijn voeten staat, zijn armen ontspannen langs zijn lichaam en zijn vingers naar beneden gericht. Het eerste dat de harsprinter (zoals de FDM) zal doen, is de zool van de schoenen afdrukken. Daarna komt de plaat waarop de uitgeharde hars hecht een beetje omhoog en gaat het bedrukken van de schoenen verder. Daarna gaat het verder naar beneden (of omhoog, in dit geval ...) de benen. Het enige verschil met FDM tot nu toe is dat de geprinte persoon 180° op de verticale as wordt gedraaid.
Ergens tussen de knieën en de taille moeten de eerste lagen van de vingertoppen worden afgedrukt. Als de plaat wordt opgetild, staat er niets tussen de plaat en die nieuw afgedrukte laag. Daarom is er geen materiaal om die laag naar boven te "trekken". Hierdoor blijven de vingertoppen kleven aan de film waarop de lagen worden gevormd, en hetzelfde zal gebeuren in volgende lagen.
Als resultaat krijgen we hopelijk een man zonder armen en een totale puinhoop om hem heen. Er gaat veel kostbaar materiaal verloren en een gloednieuwe 3D-printer met hars kan door het dichtstbijzijnde raam vliegen, waardoor je gefrustreerd en boos wordt.
Nu we een beter begrip hebben van de noodzaak van ondersteuningen in 3D-printers met hars, gaan we wat dieper in op de verschillende ondersteuningsstructuren en de basisrichtlijnen waarvan elke liefhebber van 3D-printen op de hoogte moet zijn.
Hoe werkt een 3D-printer met hars?
Als je de vorige uitleg hebt begrepen, weet je al waarom ondersteuningen ook nodig zijn bij 3D-printen met hars. Maar ik denk dat het ook handig is om iets meer te weten over de manier waarop deze printers werken. Ik vind het niet alleen interessant, maar het voorkomt ook dat we fouten maken wanneer we met een van hen proberen af te drukken.
Resin 3D-printers zijn gebaseerd op een proces dat fotopolymerisatie wordt genoemd en dat bestaat uit het uitharden van een vloeibare hars door blootstelling aan directe lichtstraling. De precisie bij het vormen van elke laag is superieur aan die van FDM-printers vanwege de zeer kleine omvang van de geprojecteerde lichtstraal (meestal een laserstraal) en ook vanwege het feit dat deze mechanische componenten heeft.
Zonder bewegende massa's zoals een extruder of hotend in het geval van FDM-printers, worden er geen trillingen gecreëerd en doorgegeven aan het object, waardoor de lagen steeds weer even nauwkeurig zijn. De laser wordt geleid door spiegels die het licht reflecteren en richten naar de exacte plaats die de laag zal vormen.
De verbinding tussen lagen wordt gemaakt door chemische verbindingen, daarom zijn ze volledig dicht en waterdicht. Maar ze hebben nog steeds een structuur nodig onder elke laag, omdat ze niet op lucht (of hars in dit geval) kunnen worden afgedrukt. Dit is de reden dat we steunen moeten plaatsen voor bijna elk object dat we willen afdrukken.
De basis van dragers voor 3D-harsprinters
Om te beginnen moet je ervoor zorgen dat de eerste laag correct wordt afgedrukt en dat de hechting op de bouwplaat sterk genoeg is om het hele object te trekken.
Om een goede hechting op de bouwplaat te bereiken, hebben Prusa Slicer (en bijna alle harssnijders) een functie genaamd PAD. Het bestaat eigenlijk uit een Vlot dat de dragers van het stuk zal bevatten. Het is niet handig om af te drukken zonder een PAD omdat het het risico op losraken aanzienlijk zal vergroten. Bovendien kunnen we er zeker van zijn dat we bij het verwijderen van het voltooide object het oppervlak van het object niet beschadigen, aangezien we alleen de steunen en de PAD beschadigen. (Vlot).
Een andere belangrijke instelling is de oriëntatie van de objecten. Bij gebruik van een FDM-printer is het belangrijk om zoveel mogelijk materiaal op de ondergrond te plaatsen (voor een betere laaghechting). Op harsprinters moet het object in een hoek van 10 tot 30 graden worden gedraaid om het aantal steunen te minimaliseren en ook om lagen te creëren die gemakkelijker van de FEP-film kunnen worden verwijderd.
U moet altijd vermijden om grote lagen parallel aan de bouwplaat te plaatsen. Als u nog geen ervaring heeft met het vinden van de beste oriëntatie voor harsafdrukken, heeft PrusaSlicer een optie om het onderdeel automatisch te oriënteren, maar dit gebeurt vaak op een suboptimale manier, wat leidt tot onnodige verlenging van de afdruktijden.
Probeer geen materiaal te besparen door minder steunen te plaatsen (ik weet dat hars duurder is dan plastic filamenten). Het is beter om wat meer materiaal te verspillen aan dragers dan aan een hele mislukte afdruk. Houd er ook rekening mee dat harsprinters aanzienlijk gevoeliger zijn voor overhangstoringen dan filamentprinters, dus houd specifieke plekken in de gaten.
Is het mogelijk om met hars te printen zonder steunen?
Zoals we eerder zagen, wordt het object vanaf de onderkant bedrukt, met opwaartse bewegingen van de bouwplaat. Elke laag wordt uitgehard op een film van een materiaal genaamd FEP (Fluorinated Ethylene Propyleen) dat niet-klevende eigenschappen heeft.
Naarmate de Z-as stijgt, wordt de laag die tussen de FEP-film en de vorige laag werd gevormd, losgemaakt van de film. Het is erg belangrijk dat het hechtingsvermogen van de bouwplaat hoger is dan dat van de FEP, anders komt het onderdeel los en wordt de print verpest. Precies om deze reden duurt de uithardingstijd van de eerste lagen langer.
Omgekeerd vermijden we bij het printen met een FDM-machine het gebruik van steunen zoveel mogelijk. Ze zien er slecht uit, kunnen breken tijdens het printen en laten vaak sporen achter op het printoppervlak.
Met dit in gedachten, als we een stuk met een geweldige basis en adequate geometrie wilden printen, zouden we het zonder steunen kunnen doen zonder problemen te hebben met de hechting aan het verwarmde bed. Aan de andere kant is het niet handig om dezelfde logica te gebruiken bij het gebruik van een SLA-printer. Als de eerste lagen de grootste zijn, de langste uithardingstijd nodig hebben en te veel aan de FEP-film hechten, kunnen ze losraken van de bouwplaat. Dit zou dezelfde gevolgen hebben als op een FDM-printer, namelijk de hele afdruk verpesten.
Steunen dienen niet alleen als een manier om te voorkomen dat er geprint wordt zonder materiaal eronder. Ze worden ook gebruikt om de grootte van de eerste lagen te verkleinen en zo het hechtingsprobleem te voorkomen.
Ten slotte, zoals het geval is bij conventionele FDM-printers, moet tijdens het snijden rekening worden gehouden met de hoeken van de projecties op het object. Er moet voldoende overlap tussen de lagen worden gegarandeerd om de hechting te verzekeren en delaminatie te voorkomen. Tot slot raad ik je aan om bijna altijd ondersteuning te gebruiken bij het gebruik van een SLA-printer.

Veelgestelde vragen
Zijn dragers in harsprinters anders dan in filamentprinters?
Als je ooit wat tijd hebt verspild met het bekijken van timelapse-video's voor 3D-printen op YouTube zoals ik, zul je gemerkt hebben dat de structuren van de steunen heel anders zijn in FDM en in SLA. Slicers voor filamentprinters zoals Cura of Simplify3d genereren lijnen of rastersteunen, omdat ze snel en efficiënt zijn.
Harsprinters daarentegen gebruiken vertakte structuren die "boomsteunen" worden genoemd, die ook de functie vervullen van voldoende stijf zijn om het gewicht van de volgende lagen te kunnen weerstaan. Ze komen alleen op kleine plaatsen in contact met het object om de onvolkomenheden op het uiteindelijke object te verminderen zodra de steunen zijn verwijderd.
Waarom worden boomsteunen niet veel gebruikt bij FDM-afdrukken?
Het is vermeldenswaard dat Cura "Tree-Style" -ondersteuning biedt als een functie. Hoewel ze op het eerste gezicht behoorlijk op hun hars-tegenhangers kunnen lijken, zul je zien dat ze niet hetzelfde zijn. De harssteunen zijn dunner en zijn met elkaar verbonden door "kleine takken", voor meer stijfheid en sterkte. Omdat 3D-printfilament verschillende mechanische eigenschappen heeft, is er meer dikte nodig om dezelfde spanning te weerstaan.
Bovendien moeten harssteunen het gewicht van het model kunnen weerstaan zonder te breken, dus ze worden meestal gegenereerd om hun treksterkte te maximaliseren. FDM-printers daarentegen moeten structuren genereren die bestand zijn tegen de trillingen en versnellingen die worden gecreëerd door het mechanische proces van de machine, wat leidt tot de creatie van Tree-Support-structuren met een groter volume. Dit impliceert meer printtijd en meer materiaalverbruik, wat de belangrijkste reden is waarom Tree Supports niet zo populair zijn als andere ondersteunende structuren.
Conclusie
Inmiddels denk ik dat je een behoorlijk goed begrip hebt van de innerlijke werking van een SLA-machine en waarom ze bijna altijd ondersteuning nodig hebben. Kortom, er zijn dragers nodig om los te komen van de FEP-film, die niets anders is dan een materiaal dat wordt gebruikt om de laag uit te harden. Bovendien zijn ze nodig voor delen van de afdruk waaraan anders geen eerdere laag zou kunnen worden gehecht.
Bekijk onze sectie met aanbevolen producten

We hebben een sectie met aanbevolen producten gemaakt waarmee u het giswerk kunt verwijderen en de tijd kunt verminderen die u besteedt aan het onderzoeken van welke printer, filament of upgrades u moet krijgen, omdat we weten dat dit een zeer ontmoedigende taak kan zijn en over het algemeen tot veel verwarring leidt .
We hebben slechts een handvol 3D-printers geselecteerd die we goed vinden voor zowel beginners als gevorderden, en zelfs experts, waardoor de beslissing gemakkelijker wordt, en de filamenten, evenals de vermelde upgrades, zijn allemaal door ons getest en zorgvuldig geselecteerd , zodat u weet dat welke u ook kiest, zal werken zoals bedoeld.
3d printen
- FFF 3D-printers:5 dingen die u moet weten
- Toekomstige technologieën:3D-printen
- Hobbyist versus professionele 3D-printers
- Epoxyhars als hobby
- Python - Overzicht
- Servoradar
- Wat is 3D-printen?
- Wat is een portaal?
- De 11 beste 3D-printers voor het printen van terreinen:FDM- en harsprinters (2022)
- Wat is PVC-hars?
- Wat is 3D-printen met hars?