


3D-geprinte spuitgietmatrijzen:materialen vergeleken
Inleiding
Het gebruik van 3D-printprocessen om gereedschappen voor eindgebruik te maken, wordt steeds gebruikelijker naarmate de mogelijkheden van de technologieën toenemen.
In dit artikel richten we ons op een specifieke toolingtoepassing:low-run spuitgieten. Een uitgebreid overzicht van de toepassingen van 3D-printen op dit gebied vindt u hier. In dit artikel vergelijken we twee populaire materialen die momenteel in de industrie worden gebruikt voor het maken van spuitgietmatrijzen.
Spuitgieten is een zeer veeleisende toepassing voor een 3D-geprint materiaal, omdat de matrijzen de verwerkingskrachten bij een verhoogde temperatuur moeten weerstaan en hun maatnauwkeurigheid over meerdere runs moeten behouden. 3D-geprinte spuitgietmatrijzen zijn het meest geschikt voor:
Snelle doorlooptijden (1-2 weken in plaats van 5-7 weken).
Toepassingen met lage productiehoeveelheden (50 - 100 delen).
Matrijsontwerpen waarbij veranderingen of iteraties waarschijnlijk zijn.
Onderdelen die relatief klein zijn (minder dan 150 mm).
Materiaalvereisten voor het maken van matrijzen
Een 3D-printmateriaal dat geschikt is voor het maken van spuitgietmatrijzen moet beschikken over:
- Hoge stijfheid: De mallen moeten hun goede maatnauwkeurigheid behouden over meerdere runs en bestand zijn tegen de hoge drukken tijdens materiaalinjectie zonder te vervormen.
- Bestand tegen hoge temperaturen: Een hoge warmtedeflectietemperatuur (HDT) is cruciaal, niet alleen om ervoor te zorgen dat de matrijs niet bezwijkt tijdens materiaalinjectie, maar ook om een nauwkeurigere controle van het proces mogelijk te maken.
- Hoog detailniveau: Spuitgietmatrijzen moeten een hoge maatnauwkeurigheid en een glad oppervlak hebben. Uiterst nauwkeurige mallen zullen zeer nauwkeurige onderdelen produceren.
De twee 3D-printprocessen die in staat zijn om zeer nauwkeurige en gladde onderdelen te produceren (zonder uitgebreide nabewerking) zijn Material Jetting en Stereolithography (SLA). Hoewel Material Jetting uitsluitend een industrieel proces is, bestaan er zowel desktop- als industriële SLA-systemen. De beschikbare materialen en productiemogelijkheden van desktop SLA 3D-printers zijn echter niet levensvatbaar voor high-end productie, dus worden ze hier niet besproken.
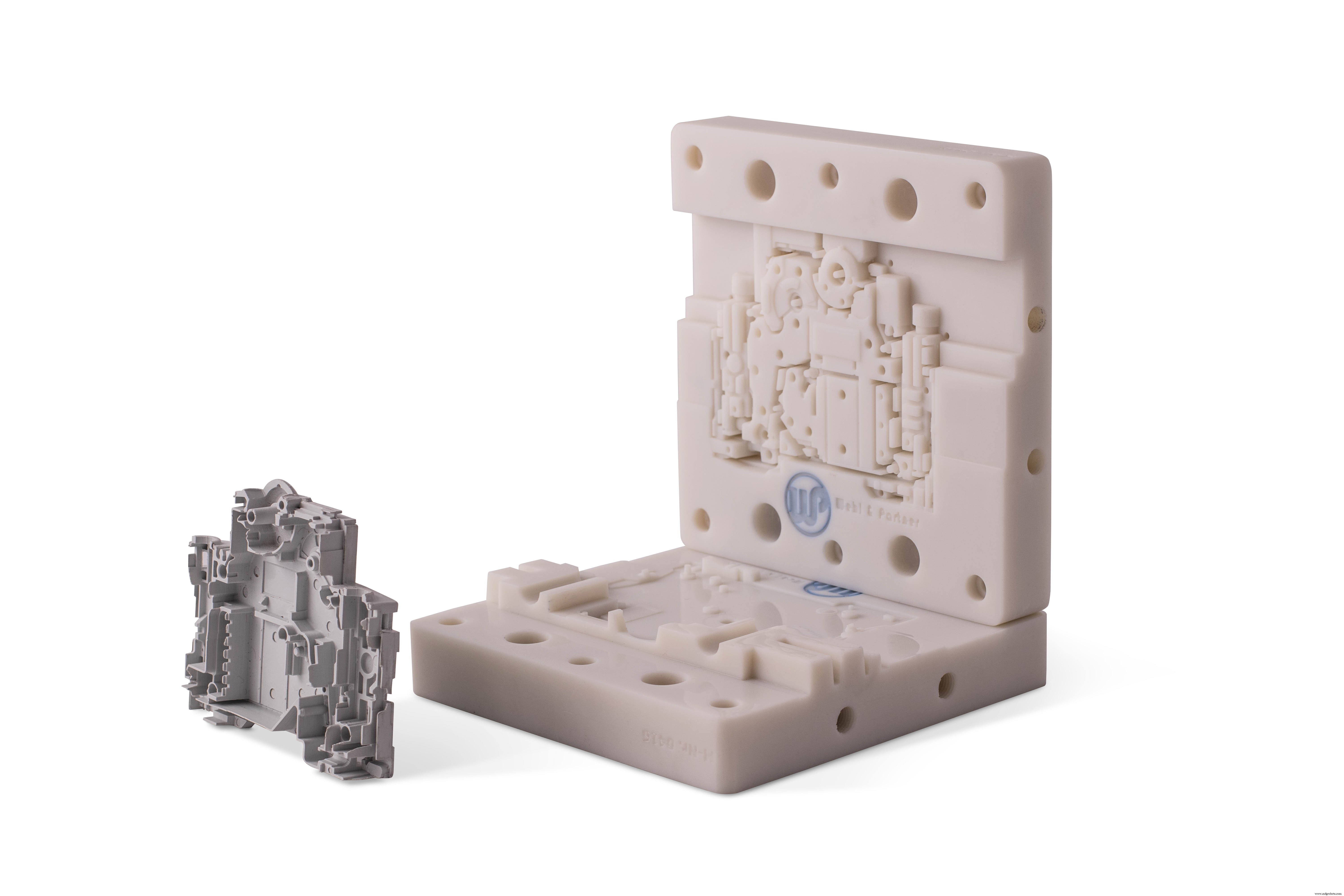
In dit artikel richten we ons op twee materialen waarvan bewezen is dat ze geschikt zijn voor het vervaardigen van low-run spuitgietmatrijzen in een industriële omgeving:de Digital ABS plus voor Material Jetting van Stratasys en de Somos PreFORM voor SLA van DSM.
Disclaimer: de hieronder vermelde materiaaleigenschappen zijn geleverd door de fabrikanten en komen overeen met onderdelen die het optimale thermische nahardingsproces hebben ondergaan.

Materiaalvergelijking
Mechanische eigenschappen - Stijfheid
Somos PerFORM heeft een zeer hoge trek- en buigsterkte, niet alleen in vergelijking met Digital ABS, maar ook van alle andere industriële 3D-printmaterialen (bijvoorbeeld SLS-nylon). Het is echter brosser (lage rek bij breuk) en heeft een lagere slagvastheid. Voor het vervaardigen van matrijzen genieten de mechanische eigenschappen van Somos PerFORM de voorkeur, aangezien een hoge stijfheid en sterkte de belangrijkste vereisten zijn.
Thermische eigenschappen - Temperatuurbestendigheid
Heat Deflection Temperature (HDT) geeft de temperatuur aan waarbij een polymeer onder een bepaalde belasting vervormt. Glasovergangstemperatuur (Tg) is het temperatuurgebied waar het thermohardende materiaal overgaat van een vaste "glasachtige" toestand naar een meer plooibare "rubberachtige" toestand. Voor spuitgiettoepassingen hebben hoge waarden van zowel HDT als Tg de voorkeur, dus Somos PerFORM presteert opnieuw beter dan Digital ABS.
| Digital ABS Plus | Somos PerFORM | |
|---|---|---|
| Proces | Materiaalspuiten | Industriële SLA |
| Typische maatnauwkeurigheid | ± 0,1% (ondergrens van ± 0,05 mm) | ± 0,15% (ondergrens ± 0,05 mm) |
| Minimale functiegrootte | 0,05 mm | 0,10 mm |
| Minimale wanddikte | 0,6 mm | 0,8 mm |
| Minimale laaghoogte | 14 - 16 micron | 25 - 50 micron |
Productiemogelijkheden
Zowel Digital ABS als Somos PerFORM zijn in industriële omgevingen gebruikt om kleine oplages spuitgietmatrijzen te produceren. De onderstaande tabel geeft een overzicht van het aantal onderdelen dat een enkele mal kan produceren met materialen die als "gemakkelijk" en "moeilijk" te vormen worden beschouwd (respectievelijk PP en met glasvezel gevulde PA).
De verschillen in mechanische en thermische eigenschappen van de twee materialen hebben invloed op het totale aantal onderdelen dat een matrijs kan produceren. Onder normale bedrijfsomstandigheden (na de eerste 3-4 runs), zal de 3D-geprinte mal een temperatuur bereiken van ongeveer 120 o C, omdat het wordt verwarmd uit het gesmolten materiaal. Een goede thermische stabiliteit is cruciaal om de aantasting van de mal tot een minimum te beperken. De PA GF-testmonsters van de afbeelding hieronder werden geproduceerd met behulp van identieke matrijsontwerpen die 3D-geprint zijn in de twee materialen (beide tonen het onderdeel dat na de 10e run is geproduceerd). De kwaliteit van het onderdeel geproduceerd met de Digtal ABS-mal is veel lager, omdat de mal oververhit is geraakt en verslechtert, terwijl de Somos PerFORM-mal nog stabiel was.
* Polypropyleen (PP)
** Met glasvezel gevulde polyamide (PA GF)
† Bron:Promolding
‡ Bron:Wehl &Partner


Samenvatting en conclusies
Spuitgieten is een zeer veeleisende gereedschapstoepassing:het materiaal moet zowel een hoge stijfheid hebben als bij hoge temperaturen kunnen werken.
Material Jetting en SLA zijn het enige 3D-printproces dat onderdelen kan produceren met de maatnauwkeurigheid en oppervlakteafwerking die vereist zijn voor industriële toepassingen. We vergeleken twee materialen (één voor elk proces) die worden gebruikt om 3D-geprinte low-run spuitgietmatrijzen te maken.
Hoewel Digital ABS plus een uitstekend materiaal is voor de meeste functionele toepassingen, maken de hogere stijfheid en de superieure thermische eigenschappen van Somos PerFORM het meer geschikt voor het maken van matrijzen. Dit blijkt uit het aantal onderdelen dat elke matrijs die met de twee materialen is vervaardigd, kan produceren.
Prijzen en levertijden vergelijken voor 3D-geprinte matrijs in uw regio?
Bekijk de prijzen van Digital ABSBekijk de prijzen van Somos Uitvoeren
Vuistregels
- Als een zeer hoge nauwkeurigheid en een gladde oppervlakteafwerking vereist zijn, zijn Material Jetting en SLA de meest geschikte 3D-printprocessen voor het maken van matrijzen.
- Om hun nauwkeurigheid over meerdere runs te behouden, moeten 3D-printmaterialen voor het vervaardigen van spuitgietmatrijzen een hoge stijfheid hebben.
- Een hoge HDT maakt het gebruik van hogere matrijstemperaturen mogelijk tijdens de verwerking.
3d printen
- Spuitgieten met 3D-geprinte mallen:download onze nieuwe technische studie
- Lijst met 14 verschillende mechanische eigenschappen van materialen
- Wat is materiaaltechniek? | Materiaaltechniek
- Prototype-injectiematrijzen versus productie-injectiematrijzen
- Beste kunststof spuitgietmaterialen
- Aluminium vs. stalen kunststof spuitgietmatrijzen
- Basisprincipes voor het omgaan met materiaal
- Hoe het werkt:wrijvingsmateriaal
- Soorten industrieel materiaal
- Veelgebruikte kunststof spuitgietmaterialen
- Verschillende soorten gietmaterialen voor investeringen