


Efficiënte glasvezelrouteringstechnieken Deel 2:Geavanceerde routeringsopties
Noot van de redactie:dit is deel twee van een serie over efficiënte glasvezelrouteringstechnieken met behulp van de Markforged 3D-printer. Als u niet bekend bent met de printer en meer wilt weten, neem dan hier contact met ons op. Lees hier deel één om op de hoogte te blijven van efficiënte glasvezelrouteringstechnieken!
Geavanceerde technieken voor glasvezelroutering
Ontwerpen voor 3D-printen kost net zoveel werk als ontwerpen voor elk ander productieproces, en vooral met onze zeer sterke 3D-printer, is uw productiemethode essentieel. Er zijn een aantal geometrieën en technieken die zeer goed geschikt zijn voor sommige processen en andere niet zozeer - we hopen u aan te moedigen na te denken over hoe u onze unieke vezelrouteringsmethode efficiënt en effectief kunt gebruiken om de sterkte van uw 3D-geprinte onderdelen te vergroten. Vorige week hebben we enkele basistechnieken voor het routeren van vezels behandeld, waaronder sandwichpanelen, perimeterversterking en beschietingen, en beschreven wat de verschillende wapeningsopties doen en hoe ze goed kunnen worden gebruikt. In dit bericht ga ik dieper in op enkele van de concepten in het bericht van vorige week om te laten zien hoe u uw onderdelen sterker kunt maken met geavanceerdere glasvezelrouteringstechnieken.
Optimaliseren voor een specifieke richting van kracht
Terwijl concentrische wapening zal versterken met vezels rond de omtrek van het onderdeel, is het soms nodig om te versterken voor een specifieke richting of belastingscenario. In veel gevallen vereisen de onderdelen die u afdrukt sterkte in bepaalde gebieden op basis van een bekende beladingstoestand. U kunt de sterkte van uw onderdeel efficiënt verbeteren door vezels in die richting uit te lijnen met behulp van onze optie "vezelhoeken".
Traditionele composieten zijn samengesteld uit vele lagen composietvezels en in elke laag zijn de vezels in een bepaalde richting of "vezelhoek" gerangschikt. Om een uniforme plaat composietvezel te creëren, wordt elke laag onder een specifieke hoek gedraaid ten opzichte van de vorige totdat uiteindelijk de gehele composietplaat quasi-isotroop is.
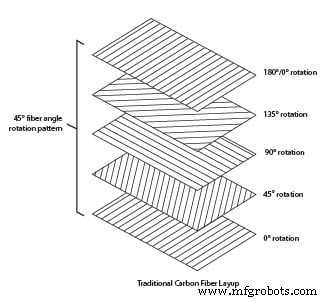
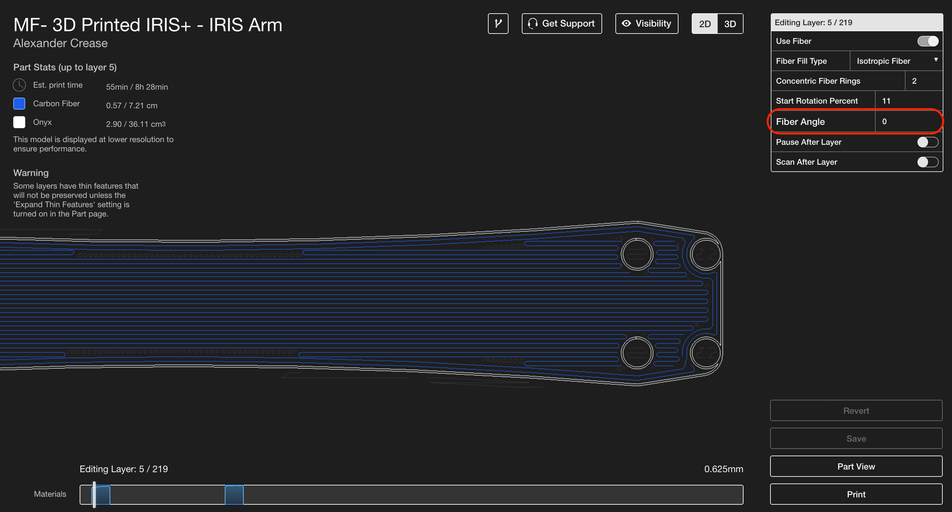
Als u kracht in een bepaalde richting nodig heeft, kunt u in plaats van de vezelvellen constant te draaien, ze allemaal in één of enkele belangrijke richtingen uitlijnen. De vezels komen overeen met de beladingstoestand van het onderdeel, waardoor het onderdeel wordt geoptimaliseerd voor sterkte in die richting. Het onderstaande deel is een drone-arm, die voornamelijk langs de lengte van de arm moet worden verstevigd om te voorkomen dat deze buigt. Standaard roteren de vezelhoeken wanneer u versterkt met isotrope vulling om een quasi-isotroop weefsel te simuleren.
Om dit deel efficiënt te versterken, kunt u de instellingen van een isotroop opvulstuk bewerken (in externe of interne weergave) en de vezelhoeken van elke versterkte laag instellen op 0. U kunt dit doen voor een groep vezels of voor een een laag. Dit maximaliseert de stijfheid van het onderdeel langs de lengte van de arm.
Deze techniek kan ook worden uitgebreid naar meerdere richtingen - als er twee primaire richtingen zijn die versterking nodig hebben, kun je de vezelhoeken zo instellen dat ze tussen de twee richtingen roteren om het onderdeel in beide richtingen sterk te maken.

Vezelstriping
Fiber striping omvat meerdere gestapelde sandwichpanelen om het onderdeel bij het buigen op het XY-vlak verder te versterken. Als je een dikker onderdeel hebt met een redelijk consistente dwarsdoorsnede, kun je vezelstriping gebruiken om het onderdeel verder te verstevigen met daar bovenop geplaatste sandwichpanelen om het meer consistente vezelversterking en veel meer torsiesterkte te geven.
Selectieve versterking
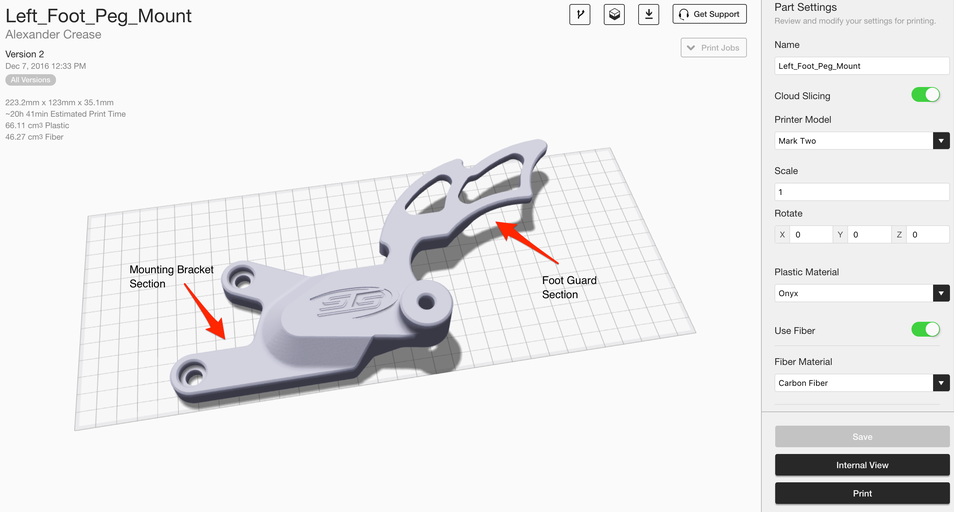
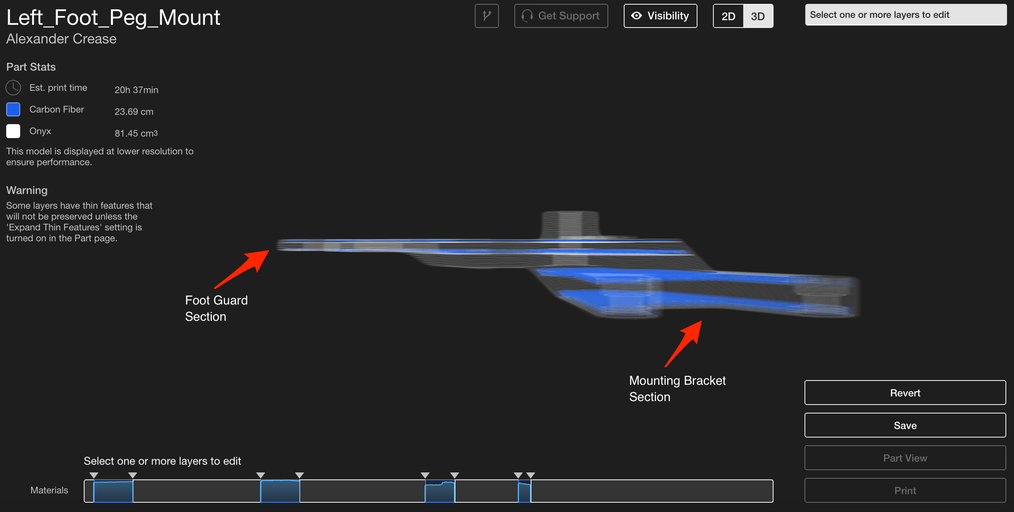
Hoewel vezelstriping en -schillen meestal het beste werken voor onderdelen met vrij consistente dwarsdoorsneden, is het soms logischer om specifieke secties of kenmerken van het onderdeel te versterken in plaats van te versterken met gelijkmatig verdeelde vezelstrepen. In deze gevallen moet u rekening houden met enkele overwegingen om uw sandwichpanelen egaal te houden. We kunnen het onderstaande onderdeel, een achterste voetsteunbevestiging voor een motorfiets van de klant STS Turbo, in twee delen opsplitsen:het bovenste vleugelstuk, dat voorkomt dat de voet van de berijder te dicht bij de achterbandophanging komt, en de dragende bevestiging sectie, met boutgaten om de voetsteun te monteren en om aan de rest van de fiets te monteren.
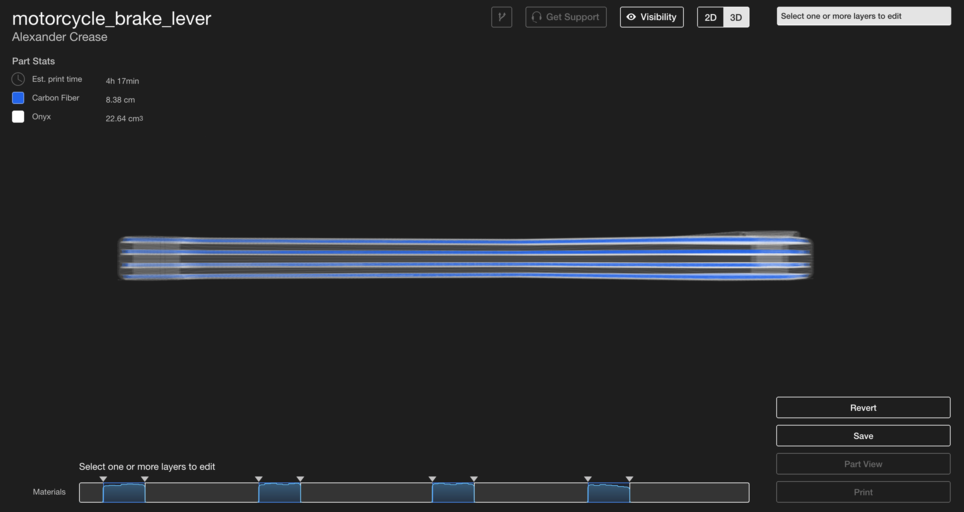
Het onderdeel moet stijf zijn en bestand tegen buigen, maar een standaard sandwichpaneel zal het onderdeel niet versterken op de manier die we nodig hebben - het toevoegen van vezels aan de bovenste en onderste lagen zal een ongelijkmatig sandwichpaneel creëren en resulteren in het falen van het onderdeel. Om dit probleem te omzeilen, kunnen we twee even secties van sandwichpaneel maken - één met het gedeelte "voetbeschermer" van het onderdeel en één met het montagebeugelsegment van het onderdeel. Dit staat bekend als selectieve wapening - we definiëren specifieke regio's die versterking nodig hebben en zorgen ervoor dat er zelfs sandwichpanelen zijn die elke regio begrenzen.
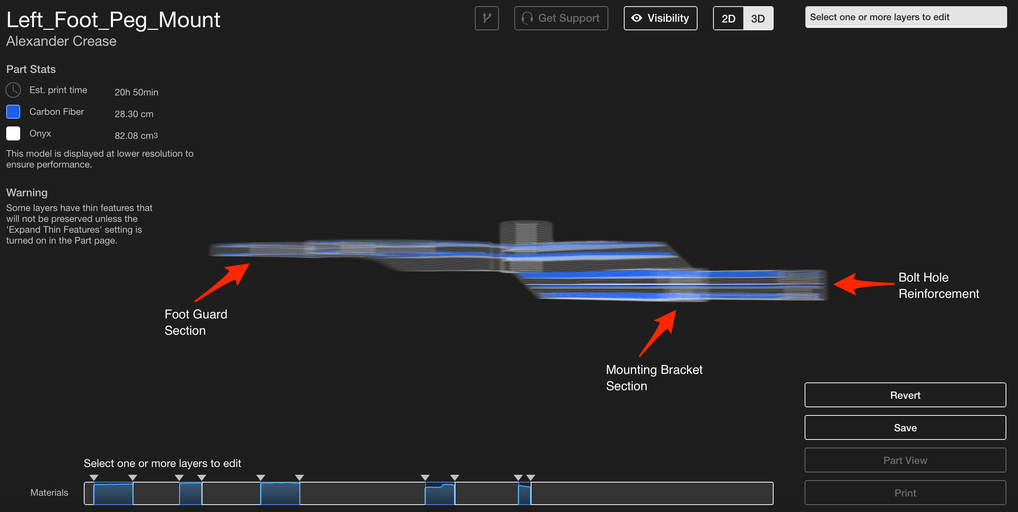
Het onderdeel moet dan verder worden verstevigd rond de boutgaten, om de sterkte van het onderdeel plaatselijk te verbeteren en om het gewicht te ondersteunen dat op de voetsteun wordt uitgeoefend, die wordt vastgeschroefd aan de afstandsnok van de voetsteun aan de bovenkant van het onderdeel.
Combinaties
De granulariteit van de controle op laagniveau die Eiger biedt, stelt u in staat om op meer dan één manier efficiënt te wapenen - al deze methoden dienen als richtlijnen voor wapening en kunnen op veel verschillende manieren samen worden gebruikt. In de post van vorige week beschreef ik hoe beschietingen met isotrope en concentrische vulling voor een sterker deel kunnen zorgen, en soortgelijke procedures kunnen met deze technieken worden geïmplementeerd.
Het voorbeeld van de voetsteunbevestiging dat ik hierboven heb gebruikt, is een efficiënte vezelrouteringsmethode om weerstand te bieden aan buiging in het vlak met selectieve versterking, maar vereist mogelijk meer kracht voor een betrouwbare en robuuste oplossing. Het vleugelgedeelte van het stuk is niet dragend maar moet bestand zijn tegen buigen in het vlak, terwijl het gedeelte met het montagepatroon drukbelastingen zal ondergaan van de bouten die het naar beneden houden en torsiebelastingen omdat de voetsteun het gewicht van de rijder. Ik ga een deel van lagen toevoegen onder het verzonken gat om de boutgaten te versterken. Dit deel van de vezel is relatief gecentreerd in het gebied, dus een andere laag om de sandwich in evenwicht te brengen is niet nodig.
Vervolgens ga ik het onderste deel van het onderdeel omhullen om de sterkte te verbeteren bij het buigen rond de Z-as om het gewicht van de rijder te helpen weerstaan, zoals ik in onze vorige post heb beschreven. Ten slotte ga ik concentrische vezelversterking toevoegen aan de nub aan de bovenkant van het onderdeel. Dit verbetert de druksterkte van het onderdeel zodra de voetsteun is vastgeschroefd, en verbetert de torsiesterkte van het onderdeel, waardoor wordt voorkomen dat de voetsteun naar beneden en uit het gat wordt gedraaid.
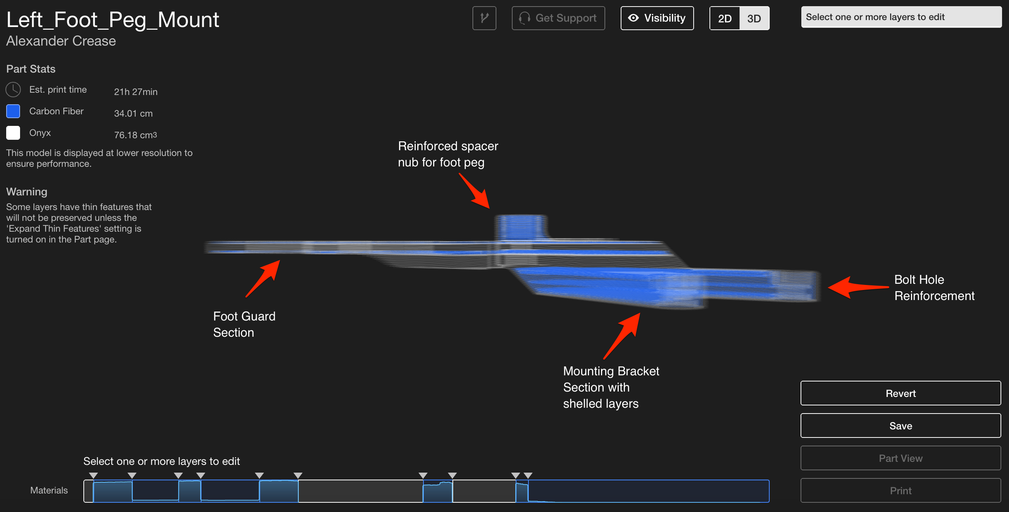
Nu is het onderdeel selectief versterkt met behulp van een paar verschillende vezelrouteringstechnieken die in deze reeks palen worden behandeld. Als u vragen heeft, laat het ons dan weten, en ik hoop dat we u hebben kunnen helpen bij het verbeteren van uw intuïtie voor glasvezelroutering!

Als je momenteel geen Markforged-printer hebt, maar er wel een in actie wilt zien, neem dan gerust vraag een demo aan en probeer onze Eiger-software hier .
3d printen
- CNC-programmeertechnieken voor plasma- en lasersnijden
- 5 tips voor het vinden van de beste fabrikant van koolstofvezelonderdelen
- Koolstofvezelopties op Cadillac CT5-V Blackwing 2022
- Metalen 3D-printtoepassingen (deel 2)
- 3D-printen van een koolstofvezel drone – deel 2
- 3D-afdrukhulpmiddelen en -armaturen:ijzerzaag
- Skateboard deel 1:3D-geprinte wielen
- Je sterkste onderdelen met 3D-printen van koolstofvezel – Isotropische vulling, deel 1
- Versterking van 3D-geprinte onderdelen met efficiënte glasvezelroutering:deel 1
- 3 routeringstechnieken op PCB high-speed signaalcircuitontwerp
- Overzicht van 3D-afdrukopties in kleur