


De verschillende soorten buisbuigen
Bij fabricage speelt het buigen van buizen een van de belangrijkste onderdelen. Er zijn zoveel producten vervaardigd met buizen dat het bijna onmogelijk is om ze allemaal op te sommen. Of het nu gaat om het buigen van buizen voor een rolkooi in een raceauto, het maken van trompetten, trombones of andere muziekinstrumenten, trapleuningen in hoogbouw of nauwkeurige hydraulische leidingen in een vliegtuig, het nauwkeurig vormen van buizen is tegenwoordig een cruciaal onderdeel van de productie.
Hoe die buis wordt gevormd, hangt af van verschillende factoren, zoals materiaaltype, wanddikte, vereiste hoeveelheid en gewenste nauwkeurigheid. Buisbuigers worden meestal op basis van deze factoren gekocht en hoewel er verschillende methoden kunnen zijn om de gewenste nauwkeurigheid te produceren, is er meestal maar één die alle betrokken factoren kan aanpakken. Maar wat zijn deze methoden van buisbuigen? Hoe werken ze en wat zijn de voordelen van het ene buisbuigproces ten opzichte van het andere? Hieronder zullen we de basis van deze verschillende methoden van buisbuigen opsplitsen en u de voor- en nadelen van elk geven.
Druk op Buigen
Persbuigen is een simplistische vorm van buisbuigen. Met behulp van een kantpers, ijzerbewerker, hydraulische pers of soortgelijke machine wordt een eenvoudige "buigmatrijs" tegen de buis of pijp gedrukt die schrijlings over twee vaste steunen is geplaatst, waardoor deze wordt gedwongen zich aan te passen aan de vorm. 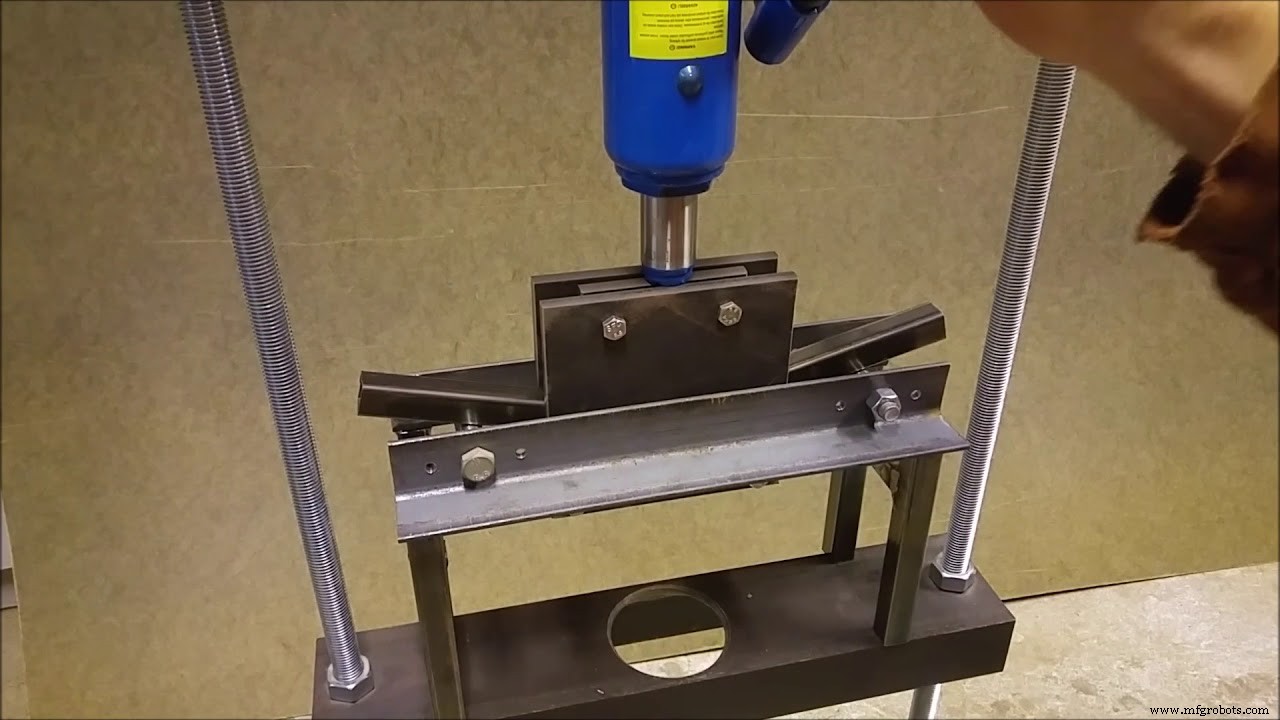
Voordeel persbuigen:
- Het proces is goedkoop en vereist alleen eenvoudig gereedschap dat kan worden aangepast aan bestaande machines.
- Veelzijdig kan worden aangepast om veelzijdigheid te bieden bij het buigen van buizen, pijpen en staafmateriaal
Nadeel van persbuigen:
- Slangen/pijpen verpletteren gemakkelijk
- Nauwkeurigheid is slecht
- Herhaalbaarheid is slecht
- De productie is erg traag.
Rolbuigen
Rolbuigen is een andere methode van buisbuigen waarbij een machine met 3 of 4 rollen, een hoekrol of sectierol genaamd, wordt gebruikt om de buis of pijp door de rollen te trekken terwijl de buis in een toenemende bocht wordt gedrukt. Deze methode maakt, net als Press Bending, gebruik van een driehoekig patroon van steunrollen en aandrukrol, maar in tegenstelling tot Press Bending kan deze methode verschillende hoeken buigen met hetzelfde type rollen als de buis of pijp door de buigvolgorde beweegt door de aangedreven en draairollen. Deze methode kan een gemakkelijke en nauwkeurige manier zijn om een verscheidenheid aan radii te buigen zonder dat er specifiek gereedschap nodig is voor de gewenste gewenste buigradius.

Voordeel rolbuigen
- Er kunnen verschillende buisradii worden uitgevoerd op dezelfde machine, inclusief variabele hoeken.
- Secties zoals pijp, staven en hoek kunnen ook met deze methode worden gevormd
Nadeel rolbuigen
- Langzamer proces omdat elke buis handmatig wordt verwerkt met moeite om exacte resultaten te verkrijgen.
- Dunwandige buizen kunnen gemakkelijk instorten als de buigradii te klein zijn.
- Nauwkeurigheid is slecht
- Herhaalbaarheid is slecht
Rotary Draw Bending
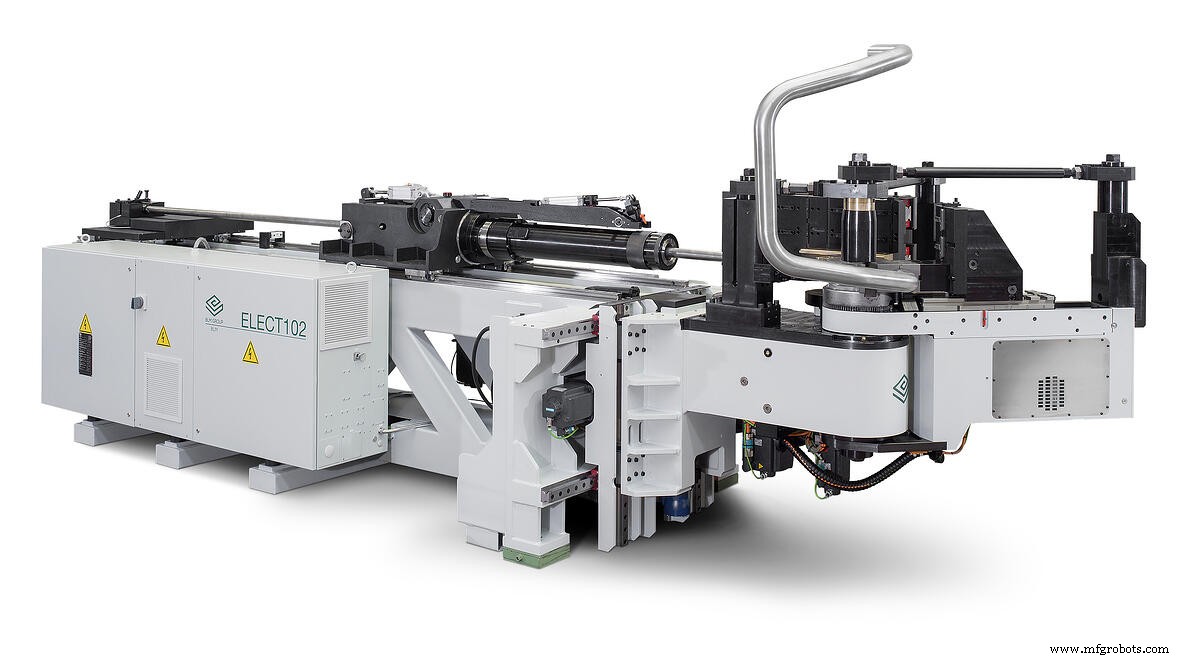
Rotary Draw Bending is verreweg de meest populaire vorm van buisbuigen omdat het het gemakkelijkst te controleren, nauwkeuriger, herhaalbaar en een relatief betaalbaar buisbuigsysteem is. Een Rotary Draw Bending-systeem bestaat uit drie verschillende gereedschappen, de klemmatrijs, de drukmatrijs en de radiusmatrijs die de buis tijdens het buigproces vasthouden en vormen. De buis wordt op de matrijs geklemd en wordt door de machine door hydraulische of elektrische methoden om de matrijs 'getrokken'. Terwijl de buigmatrijs roteert, wordt de buis stevig op zijn plaats gehouden tegen de roterende buigmatrijs door de drukmatrijs.

Voordelen van draaiend buigen
- Nauwkeurig en herhaalbaar
- Snel
Nadelen van draaiend buigen
- Machines zijn toegewijd aan het buigproces en zijn dus minder flexibel
- Kosten voor eerste machine
- Vereist gereedschap voor elke verschillende buis-/buisdiameter die wordt gebruikt en voor elke gevormde straal
Doornbuis buigen
Mandrel Tube Bending is niet echt een apart proces van het bovenstaande, Rotary Draw Bending helemaal niet, maar eerder een aanvulling op  it. Met de mogelijkheid om strakkere en veeleisende radii te vormen, kan de roterende buisbuiger de buis gemakkelijk beginnen in te klappen tijdens het vormingsproces. Door tijdens het vormproces een interne steun of doorn toe te voegen, kunnen de buiswanden stevig worden vastgehouden tegen bezwijken. Met de toevoeging van een doorn, die in de buis wordt gestoken en tijdens het buigproces door de machine wordt bestuurd, wordt voorkomen dat de buis op zichzelf instort terwijl deze wordt uitgerekt en rond de buigmatrijs wordt gevormd. De doorn is slechts iets kleiner dan de ID waarbij de buis wordt gebogen en met verschillende flexibele steunen op een flexibele kogeldoorns aan het uiteinde wordt bevestigd. Deze kogeldoorns buigen mee met de buis die wordt gevormd en laten de buis buigen terwijl ze de hele diameter van de buis ondersteunen terwijl de buis tijdens het hele buigproces over de doorn veegt.
it. Met de mogelijkheid om strakkere en veeleisende radii te vormen, kan de roterende buisbuiger de buis gemakkelijk beginnen in te klappen tijdens het vormingsproces. Door tijdens het vormproces een interne steun of doorn toe te voegen, kunnen de buiswanden stevig worden vastgehouden tegen bezwijken. Met de toevoeging van een doorn, die in de buis wordt gestoken en tijdens het buigproces door de machine wordt bestuurd, wordt voorkomen dat de buis op zichzelf instort terwijl deze wordt uitgerekt en rond de buigmatrijs wordt gevormd. De doorn is slechts iets kleiner dan de ID waarbij de buis wordt gebogen en met verschillende flexibele steunen op een flexibele kogeldoorns aan het uiteinde wordt bevestigd. Deze kogeldoorns buigen mee met de buis die wordt gevormd en laten de buis buigen terwijl ze de hele diameter van de buis ondersteunen terwijl de buis tijdens het hele buigproces over de doorn veegt.
Voordelen Doornbuigen
- Nauwkeurigheid en herhaalbaarheid
- Vorm - De rondheid van de buis blijft gedurende het hele vormingsproces behouden
- Snelheid
Nadelen Doornbuigen
- Kosten
- Insteltijd
Industrieel materiaal
- De verschillende soorten slijpmachines verkennen
- De verschillende soorten blaasvormprocessen verkennen
- Wat zijn de verschillende soorten nagels?
- De verschillende soorten industriële luchtcompressoren
- De verschillende soorten olieboorinstallaties
- De verschillende soorten remvoeringmateriaal
- De ultieme gids voor de verschillende soorten koppelingen
- Een beknopte handleiding voor de verschillende soorten kranen
- Wat zijn de verschillende soorten buisbuigen?
- De verschillende soorten lintzagen
- De 3 soorten buigen in kantpersen