


Hurco's Select Surface Finish Quality (SFQ) uitleggen
De huidige Hurco-gebruikers zijn zich goed bewust van de term SFQ, of Select Surface Finish Quality, op de Hurco-bediening, en hebben waarschijnlijk een redelijk goed idee over welke instellingen het beste voor hen werken - maar velen van hen realiseren zich waarschijnlijk niet wat eigenlijk is achter de schermen, en wat die instellingen eigenlijk betekenen of hoe ze het gedrag van de machine beïnvloeden.
SFQ is een Hurco WinMax-softwarefunctie die gebruikmaakt van een door de gebruiker definieerbare besturingsinstelling en waarmee onze klanten een keuze kunnen maken over wat voor hen belangrijker is voor een bepaald project:een betere oppervlakteafwerking of een kortere cyclustijd. Deze instelling wordt bepaald door een getal tussen 1 en 100 in te voeren, en een goede vuistregel voor deze instelling is:hoe kleiner het getal, hoe beter de oppervlakteafwerking, maar hoe langer de cyclustijd. Een groter aantal resulteert in een aanzienlijk kortere cyclustijd, maar kan een ruwere afwerking opleveren.
Naast een "set it and forget it"-parameter in de Program Parameter-schermen, kan dit nummer ook onafhankelijk worden gedefinieerd voor verschillende tools in een conversatieprogramma, en kan het ook naar behoefte worden gewijzigd door een G-code in een NC-programma te gebruiken . Daarom kunt u, of u de machine nu programmeert in conversatie of NC, het nummer wijzigen op basis van de huidige behoeften. Bijvoorbeeld:een voorbewerkingsgereedschap kan een hogere nummerinstelling gebruiken, zoals 80, terwijl een semi-finish of afwerkingsgereedschap een lager nummer zoals 20 nodig heeft. Bij het voorbewerken geven we niet zoveel om de oppervlakteafwerking, en willen we gewoon voltooien het proces zo snel mogelijk. Tijdens een nabewerking kan de oppervlakteafwerking echter erg belangrijk zijn. In staat zijn om onafhankelijk wijzigingen aan te brengen in beide soorten processen (voorbewerken of nabewerken) geeft de operator de kracht om de benodigde onderdeelkwaliteit te bereiken, maar toch de cyclustijd zo laag mogelijk te houden... en SFQ zal hen de flexibiliteit geven om snel te maken verandert indien nodig on-the-fly.
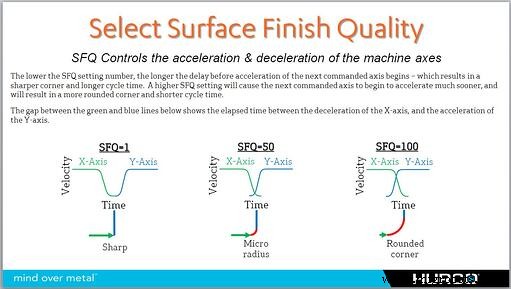
Dus, hoe werkt het, vraag je? In principe heeft de SFQ-instelling invloed op de versnelling en vertraging van de asaandrijvingen, en wanneer en hoe snel richtingsveranderingen zullen optreden. Wanneer bijvoorbeeld een rechte hoek is geprogrammeerd en de machine begint de nodige bewegingen uit te voeren, ligt het voor de hand dat de beweging van de ene as (X-as) op een gegeven moment volledig moet stoppen en de andere as (Y-as ) moet beginnen te bewegen. De huidige SFQ-instelling bepaalt hoe snel de nieuwe beweging begint en hoeveel overlap in de tijd optreedt voordat de oude beweging volledig stopt.
Deze afbeelding toont een grafische weergave van wat er gebeurt:
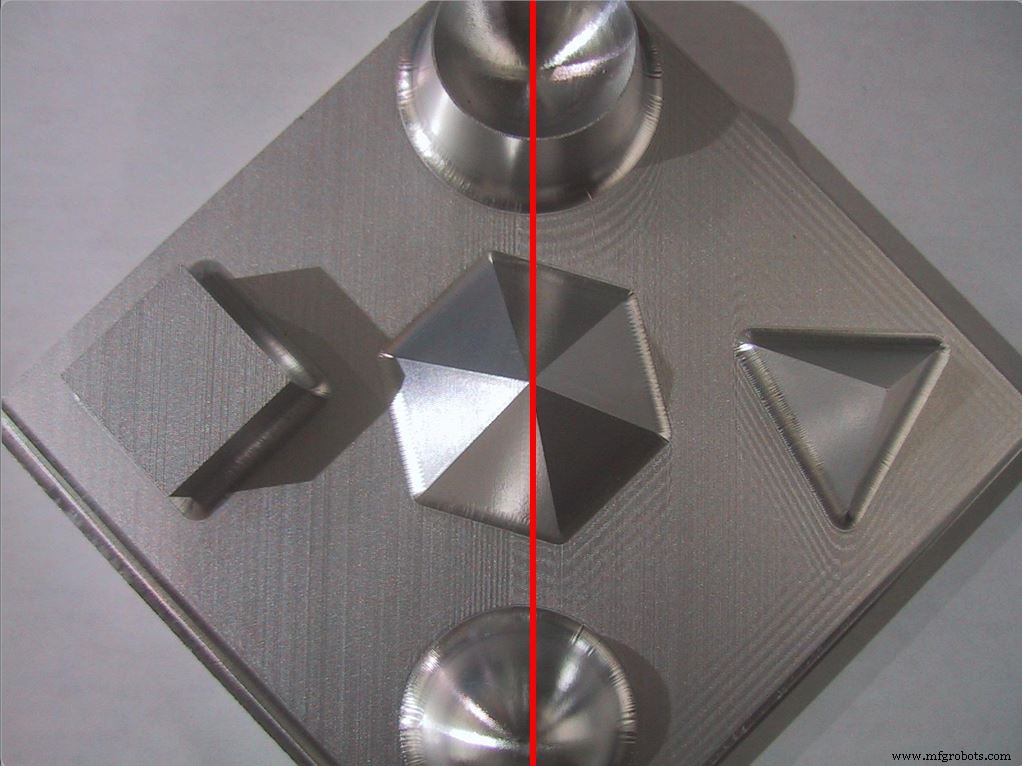
In de onderstaande afbeelding is de linkerkant gesneden met een SFQ van 1. De rechterkant is gesneden met een SFQ van 100. Dit onderdeel is ook gesneden met een combinatie van drie verschillende instellingen - de cyclustijden staan hieronder:
- Gehele onderdeel gesneden met SFQ van 1 =4 uur, 56 minuten
- Gehele onderdeel gesneden met SFQ van 100 =2 uur, 41 minuten
- Voorbewerken met een SFQ van 100 en eindigen met een SFQ van 1 =3 uur, 1 minuut
Klik voor meer van dit soort inhoud op het onderstaande pictogram om u vandaag nog te abonneren!

CNC machine
- Wat is oppervlakteafwerking?- Eenheden, symbolen en diagram
- Hoe de oppervlakteafwerking van aluminium zandgietwerk te verbeteren?
- Begin tot eind:de basisprincipes van oppervlaktemeting
- Investment Gieten Oppervlakteafwerking
- DIN 1725-1 klasse 3.3211 T4510
- DIN 1725-1 klasse 3.3211 T4511
- DIN 1725-1 klasse 3.3211 T6510
- DIN 1725-1 klasse 3.3211 T6511
- DIN 1725-1 klasse 3.3211 T451
- DIN 1725-1 klasse 3.3211 T652
- DIN 1725-1 klasse 3.3211 T4