


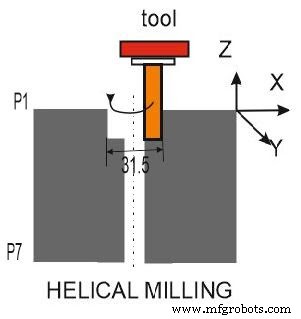
Hoe maak je een programma voor spiraalfrezen?
In het programma voor spiraalfrezen vergroten we de diameter van het gat tot 31,5 mm. Laten we eens kijken hoe we een programma kunnen maken voor spiraalfrezen;
O1234
BESCHRIJVING
N20 -Programmeer in het incrementele coördinatensysteem, werkcoördinaatbestemming op freesmachine, alle afmetingen in "mm", selecteer xy-vlak, geannuleerde voorgeprogrammeerde cyclus indien van toepassing, compensatie voor gereedschapshoogte-offset negatief;
N30 – Spindel met de klok mee 1200 tpm
N40 – IJlgang waar op positie X0 &Z0 .
N50 - ijlgang waarbij het gereedschap beweegt op de positie Z10 , koelvloeistof is ingeschakeld .
N60- lineaire interpolatieopdracht waarbij Z 0 is. (gereedschapsaanraking op werkstuk), voedingssnelheid per omwenteling is 0,2
N70 - lineaire interpolatieopdracht waarbij het gereedschap positie 15.75 in de X-as inneemt, gereedschapsradiuscompensatie links.
N80 - Circulaire interpolatie tegen de klok in waar I =-15,75 &snedediepte in Z-as is -4 .( denkbeeldige eerste snede P0 tot P1)
N90 - Circulaire interpolatie tegen de klok in waar I =-15,75 &snedediepte in Z-as is -4. ( Secondcut van punt P1 naar P2)
N150 - lineaire interpolatieopdracht waarbij gereedschap terugkeert naar startpositie X =0, gereedschapsneuscompensatie uit.
N160 - IJlgang waarbij het gereedschap beweegt op de positie Z50 .
N170 - Koelvloeistof uit, spindel uit, hoofdprogramma einde .
CNC machine
- Hoe maak je glasvezel
- Hoe maak je een spuitgietmatrijs
- Hoe gebruik je een CNC-freesmachine?
- Acryl snijgereedschappen:4 strategieën voor het frezen van acryl
- Belangrijke overwegingen bij het gebruik van CNC-freestechnologie voor het bewerken van gehard staal
- Weet jij hoe een freesmachine werkt?
- Hoe maak je een prototype?
- Hoe u zich kunt voorbereiden op Industrie 4.0
- Een preventief onderhoudsprogramma voor uw apparatuur ontwerpen?
- Hoe u een uitgebreid veiligheidsprogramma kunt laten werken
- G65-macro voor interne helical