


Het juiste gereedschap voor de klus:bendetype versus torentype
Gang-type gereedschap biedt snelle, nauwkeurige en kosteneffectieve bewerkingen op draaibanken van het Zwitserse type. Tooling van het revolvertype biedt flexibiliteit en eenvoudige gereedschapsconfiguratie.
Welk type gereedschap is geschikt voor de klus?
Eerder hebben we 5 belangrijke verschillen besproken tussen draaibanken van het Zwitserse type en conventionele draaibanken. Machines van het Zwitserse type gebruiken meerdere gereedschappen om bewerkingen uit te voeren op het onderdeel binnen een cyclus. Met behulp van het gereedschapsmechanisme worden snijgereedschappen verwisseld en in contact gebracht met het werkstuk.
In dit artikel zullen we het hebben over het belang van het selecteren van het juiste gereedschapstype. Lees verder om meer te weten te komen over de beschikbare gereedschapstypes en hun impact op de kwaliteit en kosten van het eindproduct.
In de meeste moderne draaibanken zijn de gereedschapsmechanismen in twee verschillende configuraties verkrijgbaar
type torentje
Turret type tooling holds a set of machining tools on a rotary indexing toolholder. Tools are selected by rotating the mechanism until the correct tool is in its place. 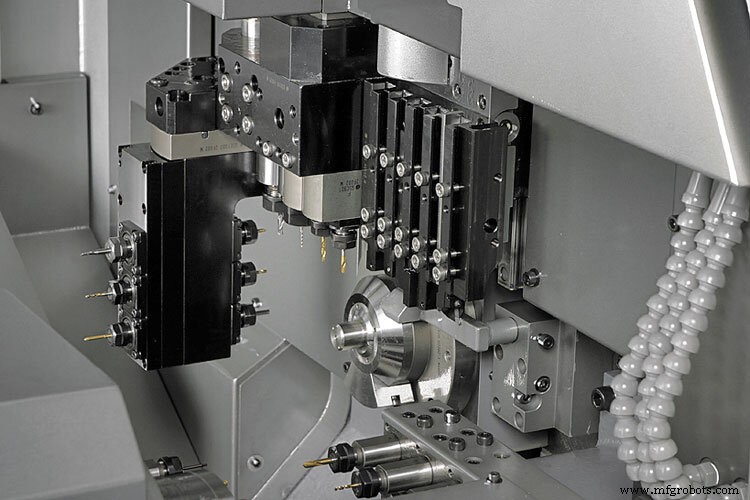
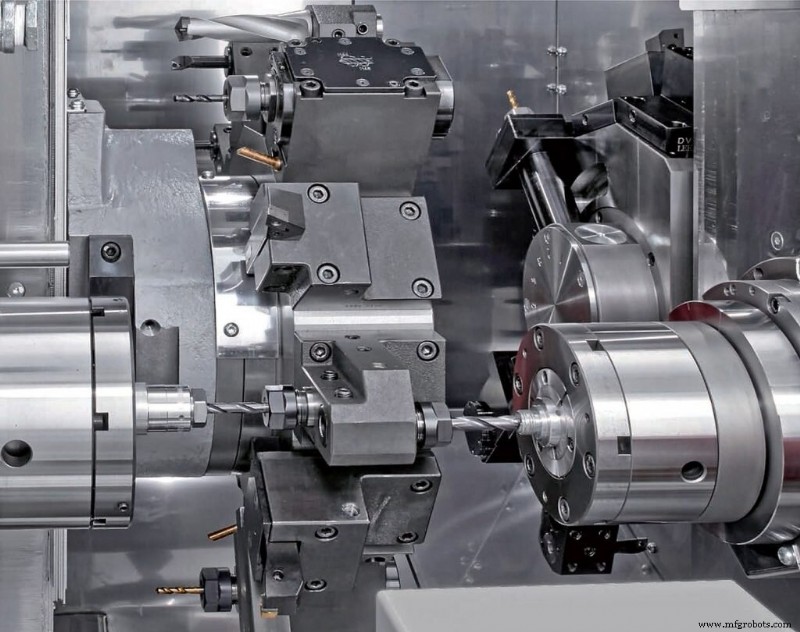
type bende
Gang type tooling includes a row of tools on a linear slide. Tools are selected by linearly displacing the slide.
Welk type gereedschap is geschikt voor de klus?
Om deze vraag te beantwoorden, moeten we rekening houden met de aard van de toepassing en het bewerkingsonderdeel. Laten we, voordat we ingaan op een gedetailleerde analyse van elk type gereedschap, de vereenvoudigde vuistregels in gedachten houden.
-
Gebruik gereedschap van het bendetype bij het bewerken van kortere onderdelen met een kleine diameter met een beperkt aantal gereedschappen - focus op snelheid en productiviteit.
-
Gebruik gereedschap van het revolvertype bij het bewerken van onderdelen met een lange of grote diameter die ondersteuning met losse kop nodig hebben - focus op flexibiliteit.
Belangrijkste factoren om te overwegen bij het kiezen van het gereedschap
-
Snelheid
Machining cycle is shorter on the lathe using Gang type tooling than on the one using Turret type.Tijdens de bewerkingscyclus veranderen gereedschappen afhankelijk van de uit te voeren bewerking. Gereedschap wordt als volgt vervangen;
-
Trek het gereedschapsmechanisme weg van het onderdeel;
-
Verschuif (gang) of draai (revolver) gereedschapsmechanisme totdat het juiste gereedschap op zijn plaats zit;
-
Plaats het gereedschap weer in contact met het onderdeel.
In deze volgorde van bewerkingen is de tooling van het bendetype aanzienlijk sneller.
-
-
complexiteit en kosten
Gang type tooling is simple in construction, has fewer moving parts, and costs less than a turret type.Turret-type tooling bevat veel bewegende delen in de constructie. In het algemeen is het moeilijker om het roterende vermogen over te brengen naar de gereedschapsposities op een roterende revolver. Torentjes zijn meestal omvangrijker dan het bendetype. Complexiteit in constructie, aantal verschillende onderdelen en materiaalgebruik maken gereedschap van het revolvertype duurder.
-
omschakeling
The changeover is faster for Gang type tooling.Bij tooling van het bendetype zijn de tools toegankelijker voor de menselijke operator. Het is gemakkelijker en handiger om gereedschap op de gereedschapshouder te wisselen. Zelfs wanneer frezen binnen de bewerkingscyclus moeten worden vervangen, kost het veel minder tijd om tussen gereedschappen te wisselen bij gereedschappen van het bendetype dan bij het revolvertype. Als bijkomend voordeel kan het hele gereedschapsblok worden verwijderd en opnieuw worden gebruikt bij het voltooien van terugkerende bestellingen.
-
nauwkeurigheid
Simplicity in the construction of gang type tooling prevents the tolerance stack-up due to moving components, allowing the machining with greater accuracy than turret type tooling.Veel verschillende factoren bepalen de nauwkeurigheid. Sommige van deze factoren zijn typisch gerelateerd aan het gereedschap, namelijk het aantal bewegende delen in de gereedschapsconstructie en de afgelegde afstand tijdens het opschakelen van het gereedschap. Het gereedschap moet contact maken met het werkstuk op een precieze locatie langs de Y-as om maximale nauwkeurigheid te bereiken. Elk extra bewegend onderdeel in de mechanische configuratie van het gereedschap introduceert spelingen en speling die de nauwkeurigheid verslechteren. Evenzo moet het gereedschap de kleinst mogelijke afstand afleggen voordat het in contact komt met het werkstuk om eventuele positioneringsfouten te verminderen.
Tooling van het revolvertype verhoogt de flexibiliteit van de bewerking;
-
Torentjes kunnen een groot aantal gereedschappen bevatten;
-
Gereedschappen kunnen opnieuw worden geprogrammeerd om verschillende onderdelen te snijden;
-
Het is mogelijk om losse kop te gebruiken voor het bewerken van lange en dunne onderdelen;
-
Onderdelen met een grotere diameter kunnen worden bewerkt.
-
-
programmering en initiële installatie
Turret type tooling is simpler to program and easier to set up initially.Het gereedschap van het bendetype vereist een zorgvuldige afweging van speling bij het programmeren van de gereedschapswisseling. Deze gereedschapsopstelling verhoogt het risico dat het gereedschap in het onderdeel wordt geplet bij het bewerken van verschillende secties met verschillende diameters.
De initiële configuratie van tooling van het bendetype is ingewikkeld. Elke keer dat er een nieuw gereedschap bij betrokken is, moet de machinist het gereedschap positioneren, tasten en een proefsnede maken. Terwijl het met revolvergereedschap voldoende is om de machines te laden en ze eenvoudig in te stellen met een gereedschapssetter.
Conclusie
Aangezien de doelstellingen van de fabrikant voor een hogere productiviteit steeds hoger worden, streven we voortdurend naar oplossingen die snellere en kwalitatief betere bewerkingen kunnen leveren. Snellere spindels, betere mechanische constructie en verbeterde controle hebben de materiaalverwijderingssnelheid van Zwitserse draaibanken drastisch verhoogd.
De meest recente ontwikkelingen in gereedschapstechnologie hebben bovendien de cyclustijden verkort door gebruik te maken van gereedschap van het bendetype. Gereedschappen van het type Gang verkorten de bewerkingscyclustijd door de tijd die nodig is om van het ene gereedschap naar het andere over te schakelen, te verminderen. Een snelle omschakelmogelijkheid verhoogt de productiviteit verder doordat de complete set gereedschappen snel kan worden uitgewisseld met een ander gereedschapsblok voor een vooraf gedefinieerde en terugkerende taak. Gang-type tooling heeft een eenvoudige constructie en weinig bewegende delen, waardoor ze zeer nauwkeurig en kosteneffectief zijn.
Aan de andere kant, voor toepassingen die meer op het gebied van conventionele draaibanken liggen, biedt het gereedschap van het revolvertype flexibiliteit en snelle initiële installatievoordelen. Lange en dunne onderdelen die de steun van een losse kop nodig hebben, evenals de stukken met een grotere diameter, kunnen eenvoudig worden bewerkt met gereedschap van het revolvertype.
Productieproces
- De 4 primaire typen sleufschijven voor bevestigingsmiddelen
- Wed op de cloud die bij u past
- ips voor het kiezen van de juiste CNC-reparatieservice
- Tips voor het kiezen van de juiste CNC-machine
- Zelfdumpende hopper – het juiste gereedschap voor de klus
- Hoe u het juiste veiligheidsharnas voor uw werk koopt?
- AI:vind het juiste gebruik voor kunstmatige intelligentie
- De juiste tools vinden voor prototyping met een beperkt budget
- De juiste installatie voor de juiste configuraties
- Hoe u de juiste kraan voor uw project kiest?
- Welk type plaatbewerking is geschikt voor mij?