


HP Multi‑Jet Fusion ontwerprichtlijnen:checklist van experts voor optimale onderdelen
Gepubliceerd op 30 november 2023

Oorspronkelijk gepubliceerd op fastradius.com op 20 oktober 2021
HP Multi‑Jet Fusion (MJF) levert snelle nylon onderdelen van hoge kwaliteit die qua sterkte en afwerking wedijveren met spuitgegoten componenten. Deze checklist voorziet ontwerpteams van bewezen best practices om de prestaties van onderdelen te maximaliseren, de kosten te verlagen en de productie te stroomlijnen.
Introductie
Wat is Multi‑Jet Fusion?
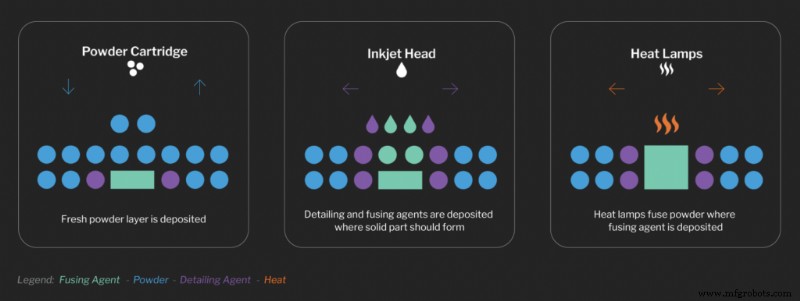
MJF is een toonaangevend industrieel additief productieproces dat functionele nylon prototypes en grote productieonderdelen produceert met ongeëvenaarde ontwerpvrijheid en mechanische eigenschappen. In tegenstelling tot selectief lasersinteren, waarbij poeder met een laser wordt versmolten, gebruikt MJF inkjetspuitmonden om smelt- en detailleringsmiddelen op een nylonpoederbed aan te brengen. Een continue vegende beweging brengt de warmte laag voor laag aan, waardoor bouwen op hoge snelheid mogelijk is zonder de noodzaak van ondersteunende structuren. Het resultaat is een onderdeel dat ingewikkelde interne kanalen en samengedrukte assemblages kan omvatten, terwijl mechanische prestaties worden bereikt die vergelijkbaar zijn met spuitgieten, maar zonder kostbaar gereedschap.
Ontwerpen met het oog op maakbaarheid garandeert een optimale kwaliteit van de onderdelen, opbrengsten en kostenefficiëntie. Gebruik deze checklist om uw ontwerpen af te stemmen op de mogelijkheden van MJF.
1. Is MJF het juiste proces voor mijn project?
Controleer of MJF aan alle productvereisten voldoet voordat u het volgende herontwerpt:
Voldoen de beschikbare materialen aan mijn toepassing?
Terwijl MJF een beperkt maar robuust materiaalportfolio aanbiedt, voorzien PA12 en zijn glaskraalvariant in de meeste rigide plasticbehoeften. TPU biedt een flexibele, elastomere optie. Als uw specificatie een materiaal buiten dit bereik vereist, overweeg dan een alternatief proces.
Past mijn onderdeel binnen het bouwvolume?
Het bouwoppervlak van de Jet Fusion4200 is 380×380×284 mm. Grote componenten kunnen in subassemblages worden gesplitst en met lijm of mechanische bevestigingsmiddelen worden verbonden. Ontwerpkenmerken zoals zwaluwstaartverbindingen kunnen de uitlijning en hechting bevorderen.
Zijn de toleranties binnen aanvaardbare grenzen?
Hoewel de toleranties voor additieve productie steeds kleiner worden, moet u er zeker van zijn dat de precisie van MJF aansluit bij uw assemblagevereisten. Het volgende voorbeeld illustreert een zwaluwstaartverbinding die is ontworpen voor een veilige lijmverbinding.
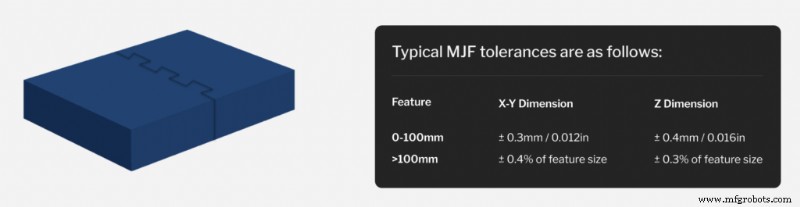 Voorbeeld van zwaluwstaartverbinding gebruikt om subcomponenten te hechten
Voorbeeld van zwaluwstaartverbinding gebruikt om subcomponenten te hechten 2. Kan ik het materiaalverbruik verminderen?
Thermische gradiënten veroorzaken vaak kromtrekken, vooral bij lange, dunne delen of abrupte veranderingen in de dwarsdoorsnede. Beperk defecten door overtollig materiaal te verwijderen via zakken, beschietingen, roosters of topologie-optimalisatie. Geleidelijke overgangen (via afschuiningen of afrondingen) verminderen het krimprisico verder.
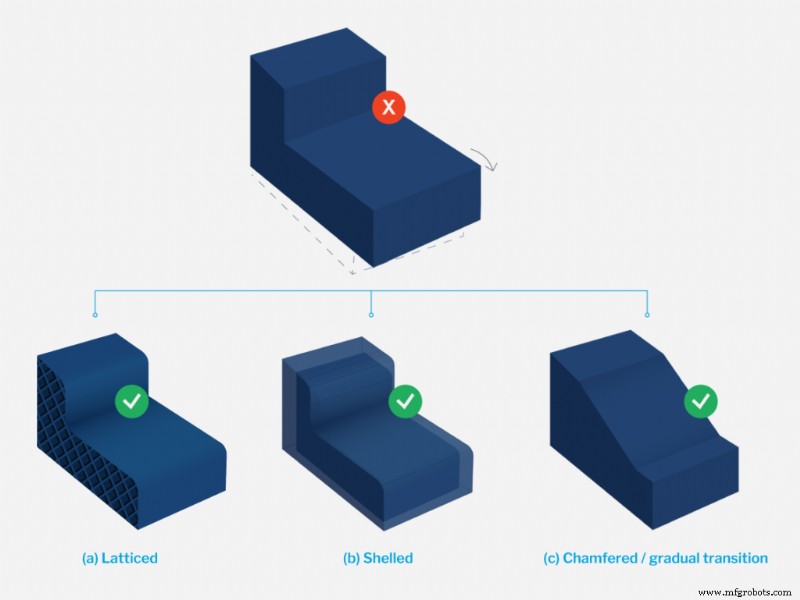 Voorbeeld van DFM-wijzigingen voor een onderdeel dat zou kromtrekken als gevolg van een abrupte verandering van de dwarsdoorsnede; (a) traliewerk (b) omhuld (c) afgeschuind / geleidelijke overgang
Voorbeeld van DFM-wijzigingen voor een onderdeel dat zou kromtrekken als gevolg van een abrupte verandering van de dwarsdoorsnede; (a) traliewerk (b) omhuld (c) afgeschuind / geleidelijke overgang 3. Zijn mijn kenmerken boven de minimale drempelgrootte?
Standaard wanddiktes moeten minimaal 1,5 mm zijn. Kleine kenmerken mogen niet kleiner zijn dan 1,5 mm, behalve spleten, reliëfdruk, gravering of schachtdiameters, die 0,5 mm kunnen bereiken. Tekst moet minimaal 6pt (≈2 mm) en 0,3 mm diep zijn. Schroefdraden moeten M6 of groter zijn; voor strakkere of duurzamere schroefdraad gebruikt u inzetstukken met schroefdraad.
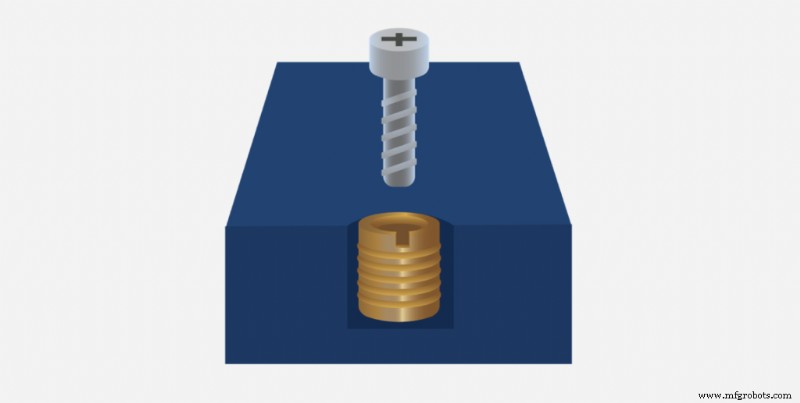 Bedrukte schroefdraad moet M6 of groter zijn; inzetstukken kunnen worden gebruikt waar kleinere of robuustere schroefdraad nodig is.
Bedrukte schroefdraad moet M6 of groter zijn; inzetstukken kunnen worden gebruikt waar kleinere of robuustere schroefdraad nodig is. 4. Heb ik rekening gehouden met montagetoleranties?
Voor het co-printen van assemblages is een zorgvuldige planning van de vrijgave vereist. Passende vlakken hebben doorgaans een speling van 0,4–0,6 mm nodig om aan toleranties te voldoen. Wanneer u meerdere onderdelen samen afdrukt, zorg dan voor een speling van minimaal 0,5 mm, en meer als er grote dwarsdoorsneden of hoge contactoppervlakken zijn.
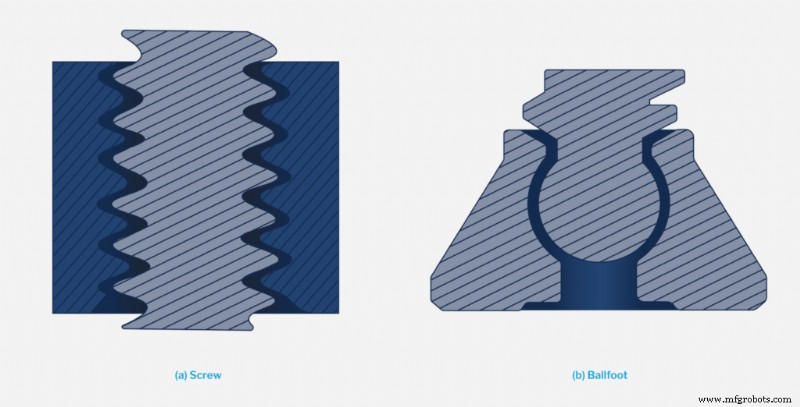 Dwarsdoorsneden van samengedrukte (a) schroef en (b) balvoet. Deze ontwerpen vereisen meer ruimte om versmelten te voorkomen vanwege het grotere contactoppervlak.
Dwarsdoorsneden van samengedrukte (a) schroef en (b) balvoet. Deze ontwerpen vereisen meer ruimte om versmelten te voorkomen vanwege het grotere contactoppervlak. 5. Is mijn onderdeelontwerp geoptimaliseerd voor nabewerking?
Als nabewerking nodig is, zorg er dan voor dat het ontwerp efficiënte poederverwijdering en oppervlakteafwerking mogelijk maakt:
- Geen geventileerde of opgesloten volumes.
- Geef de voorkeur aan doorlopende gaten boven blinde gaten om poederkoek te voorkomen.
- Voeg filets toe aan scherpe interne hoeken om het tuimelen en parelstralen te vergemakkelijken.
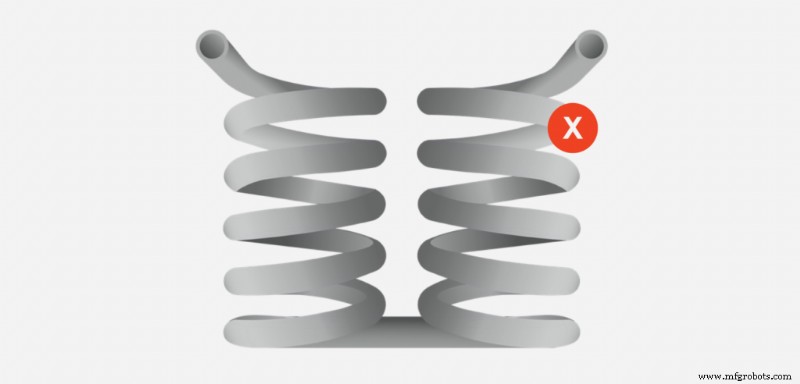 Het stroompad van deze geometrie maakt het erg moeilijk om poeder uit het onderste gedeelte te halen.
Het stroompad van deze geometrie maakt het erg moeilijk om poeder uit het onderste gedeelte te halen. 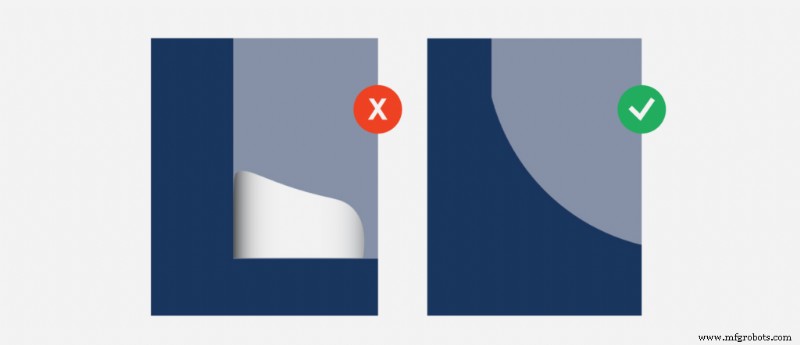 Het is gemakkelijk dat poeder in scherpe interne hoeken aankoekt. Het toevoegen van filets zal het ontpoederen aanzienlijk helpen.
Het is gemakkelijk dat poeder in scherpe interne hoeken aankoekt. Het toevoegen van filets zal het ontpoederen aanzienlijk helpen.  Blinde gaten zijn moeilijk te ontpoederen, omdat het poeder nergens kan ontsnappen als het via de ingang van het gat wordt gestraald. Overweeg om een gat te maken of ontsnappingskanalen toe te voegen.
Blinde gaten zijn moeilijk te ontpoederen, omdat het poeder nergens kan ontsnappen als het via de ingang van het gat wordt gestraald. Overweeg om een gat te maken of ontsnappingskanalen toe te voegen. 6. Heb ik elke kans gegrepen om de onderdeelkosten te verlagen?
Strategische DFM-veranderingen kunnen materiaalverspilling verminderen en de bouweconomie verbeteren. Lichtgewicht vermindert het risico op defecten en materiaalkosten. Door de nestbaarheid te optimaliseren (concepten toevoegen of onderdelen verplaatsen) wordt het aantal onderdelen per build gemaximaliseerd, waardoor de vaste kosten worden gespreid. Door bijvoorbeeld een diepgangshoek te introduceren, kunnen twee extra onderdelen aan één constructie worden toegevoegd.
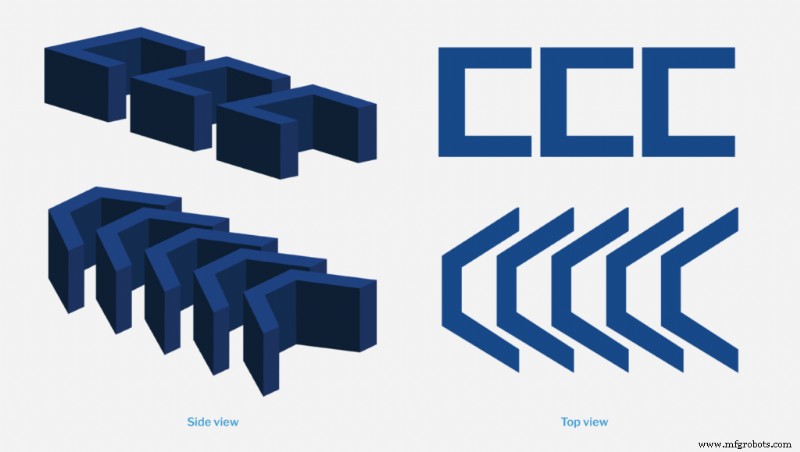 Ontwerpen voor nestbaarheid vergroot het aantal onderdelen dat in een build past, waardoor de kosten per onderdeel afnemen. In dit voorbeeld maakt het toevoegen van diepgang het mogelijk om twee extra onderdelen in te pakken.
Ontwerpen voor nestbaarheid vergroot het aantal onderdelen dat in een build past, waardoor de kosten per onderdeel afnemen. In dit voorbeeld maakt het toevoegen van diepgang het mogelijk om twee extra onderdelen in te pakken. Andere kostenbesparende factoren zijn onder meer oppervlakteafwerking, kleur en nabewerking. MJF-onderdelen zijn van nature grijs, maar kunnen met minimale inspanning zwart worden geverfd. Als een gladdere afwerking vereist is, zijn opties zoals schuren, tuimelen of dampglanzend beschikbaar. Texturen kan de esthetiek verbeteren zonder extra verwerkingsstappen.
Aan de slag met een DFM-expert
Het naleven van de DFM-principes is essentieel voor lage bedrijfskosten, vroegtijdige detectie van problemen en superieure onderdeelkwaliteit. Deze checklist biedt een praktisch raamwerk voor het verfijnen van MJF-ontwerpen vóór productie.
Door samen te werken met SyBridge krijgt uw team toegang tot geavanceerde digitale ontwerptools en ervaren begeleiding (van concept tot uitvoering) waardoor een tijdige levering tegen de juiste prijs wordt gegarandeerd.
Neem vandaag nog contact met ons op om uw MJF-reis te beginnen.
Industriële technologie
- Aan de slag met Go op PLCnext
- Waar titanium tegenwoordig wordt gebruikt - titaniumtoepassingen
- PBM en veiligheid:hoe DuPont SafeSPEC u helpt de beste persoonlijke beschermingsmiddelen voor uw werknemers te vinden
- Het belang van CAD-modellen voor metaalproductieprojecten
- 3 voordelen van handmatig draaien
- Additive Manufacturing met industrieel 3D-printen:strategieën voor succes na verwerking
- eHMI Waterplant Demo
- Veilige bemonstering voor koudemiddelproductie
- Waarom CNC's veel beter zijn dan de gemiddelde pc
- Whiteboard woensdag:wat te doen met productieresten
- Soorten roestvast staal - Corrosiebestendigheid van roestvast stalen serie