


Wat zijn de voordelen van het gebruik van snelle spindels?
Miniatuurboren en vingerfrezen hebben vaak te weinig spiltoerental, wat leidt tot een slechte oppervlakteafwerking, lage productiviteit en kapotte snijgereedschappen. Hier zijn enkele opties en aanbevelingen om dit veelvoorkomende probleem aan te pakken.
Hoe worden "miniatuur" en "microbewerking" gedefinieerd?
Er is geen officieel antwoord, hoewel veel experts suggereren dat elke boor of vingerfrees met een diameter kleiner dan 1/8 "in aanmerking komt als een microtool.
Wat belangrijker is, is dat deze frezen vaak hogere spilsnelheden vereisen dan de meeste CNC-bewerkingsmachines kunnen bieden - en zonder deze frezen zijn de resultaten meestal ongewenst.
Houd rekening met de aanbevolen snijsnelheden voor sommige alledaagse materialen.
Sandvik Coromant adviseert dat machinisten beginnen bij 492 voet per minuut (SFM) voor austenitisch en duplex roestvast staal. Guhring zegt dat 620 SFM een goede snelheid is voor het voorbewerken van de meeste gietijzeren. Harvey Tool stelt 600 SFM voor voor koolstofarme staalsoorten en 1.000 SFM voor gesmeed aluminium. Andere fabrikanten van snijgereedschap bieden vergelijkbare aanbevelingen.
In het eerste voorbeeld heeft een vingerfrees met een diameter van 3/16" een spilsnelheid van ten minste 10.000 RPM nodig om de juiste bedrijfsparameters te bereiken; in het laatste voorbeeld moet dezelfde frees minstens twee keer die RPM halen om aan de aanbevolen oppervlaktesnelheid te voldoen De situatie wordt exponentieel erger naarmate gereedschappen kleiner worden.Iscar's Tool Advisor berekent bijvoorbeeld dat meer dan 56.000 tpm nodig is voor een 1/32" vingerfrees bij het bewerken van gelegeerd staal.
Voordat iedereen naar zijn rekenmachine grijpt om die cijfers te controleren, is de boodschap duidelijk:zelfs een high-end bewerkingscentrum dat is ontworpen voor het maken van mallen of optica, zal tekortschieten bij het frezen en boren in dit micro-rijk, met live -gereedschapsdraaibanken en basis-CNC-apparatuur blijven nog meer achter. Dit simpele feit van de bewerkingsfysica bepaalt vooral wanneer snijgereedschappen als miniatuur worden beschouwd en daarom speciale aandacht vereisen.
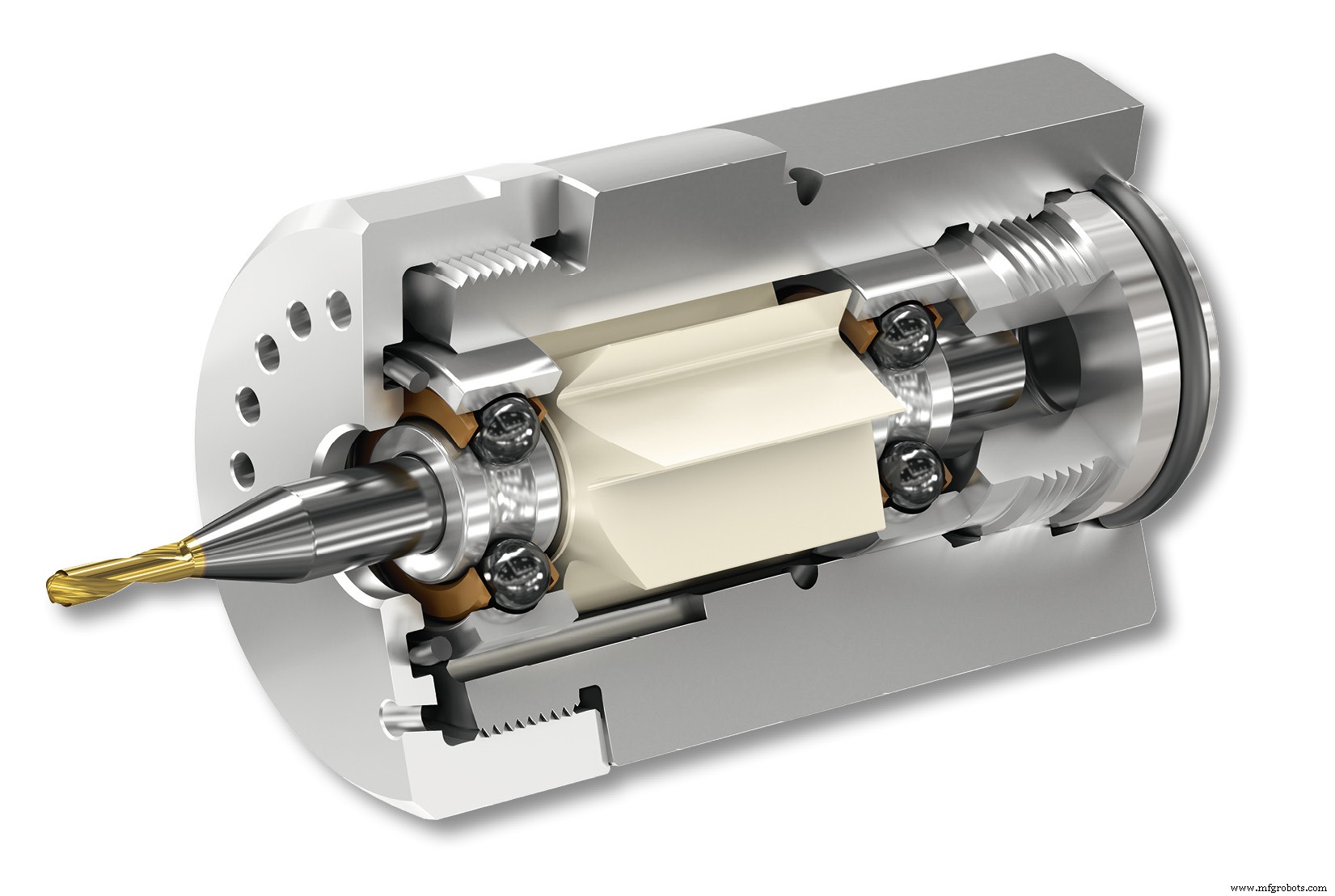
Het goede nieuws is dat er een gemakkelijke manier is om de blues van onvoldoende spilsnelheid te verhelpen, ongeacht de werktuigmachine, het materiaal of de freesmaat. Speeder-koppen, zoals ze bekend zijn, zijn ontworpen om het toerental van elke machinespil te verhogen. Ze doen dit terwijl ze maximale betrouwbaarheid en precisie garanderen bij CNC-boren en licht freeswerk, vooral bij nabewerkingen. Er zijn verschillende configuraties beschikbaar, waaronder units aangedreven door lucht of elektriciteit, door-de-spil snijvloeistof of een interne tandwieltrein die de bestaande spindelrotatie vermenigvuldigt.
Voorbij de blues

Mike Gabris is voorzichtig bij het gebruik van de term 'spindle speeder'. De industriële verkoopmanager van NSK America Corporation zegt dat 'speeder' vaak verwijst naar de tandwielaangedreven regeling die zojuist is genoemd.
"Elke keer dat je tandwielen aan de vergelijking toevoegt, introduceer je eigenschappen zoals trillingen, hitte en thermische vervorming", zegt hij. "Geen van deze zijn acceptabele eigenschappen van een hogesnelheidsspil."
Ter vergelijking:de voorkeursoplossing van het bedrijf maakt gebruik van een borstelloze elektrische motorspil die onafhankelijk van de machinespil werkt, waardoor snelheden worden gegenereerd die veel hoger zijn dan die mogelijk zijn met een puur mechanisch apparaat en succesvolle micro- en nanobewerkingen mogelijk maken.
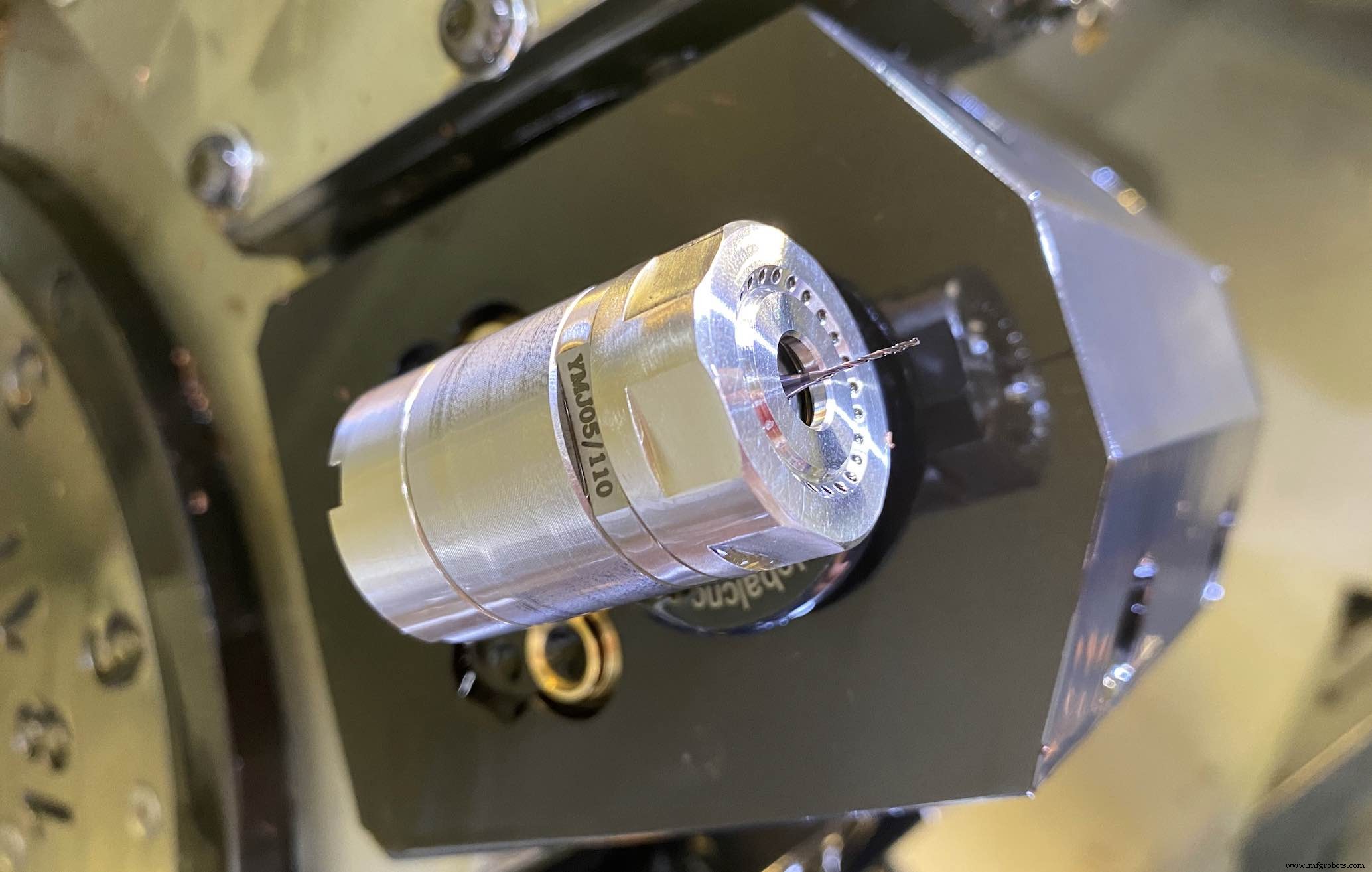
"We bieden een verscheidenheid aan snelle lucht- en elektrische spindels, maar ons nieuwste model is de iSpeed5, die werkt op 60.000 tot 80.000 RPM zonder dat er handmatig lijnen of snoeren hoeven te worden aangesloten", zegt Gabris. "Het is opgenomen in een stopblok dat op het spilvlak is gemonteerd en zorgt voor elektrische, koellucht en besturingssignalen van een externe controller. Dit maakt het een volledig van gereedschap verwisselbare elektrische spindel - een steeds belangrijker overweging, gezien het feit dat steeds meer winkels op zoek zijn naar lampen zonder lampen.”
Afgezien van de wens voor onbemande bewerkingen, zegt Gabris dat de doelgroep voor de iSpeed5 iedereen is die gereedschap met een kleine diameter gebruikt, wat hij definieert als frezen met een diameter van minder dan 1/16". zijn lucht- en ruimtevaart en medische productie. "Veel van deze klanten zijn al bekend met onze andere snelle spindeloplossingen, waarvan sommige snelheden van 160.000 tpm kunnen bereiken. De iSpeed5 zal een welkome aanvulling zijn."
Omlaag
Andy Jones, productspecialist voor snelle spindels bij WTO USA, zegt dat hij een eenvoudiger, goedkoper alternatief biedt. De CoolSpeed mini is een door een turbine aangedreven spindel die wordt aangedreven door koelvloeistof, olie of luchtnevel uit het snijvloeistofsysteem van de werktuigmachine. "Hoe groter de druk, hoe hoger de spilsnelheid", zegt Jones.
"Koelvloeistof of olie bij 145 psi (10 bar) levert 40.000 tpm, terwijl 870 psi (60 bar) dat op 75.000 tpm brengt", zegt hij. “En een nevelsysteem dat draait op normale luchtdruk in de winkel (ongeveer 72 psi of 5 bar) levert 50.000 tpm op. Het is een geweldige manier om elk bewerkingscentrum of draaibank uit te rusten met zeer hoge spilsnelheden tegen een fractie van de kosten van traditionele speeders.”
De CoolSpeed mini heeft een uniek design, zegt Jones. Wanneer het snijgereedschap verslijt, verwijdert de operator het samen met de opgeperste lagers en turbine van de unit, drukt vervolgens een nieuwe set lagers en turbine op het vervangende gereedschap en installeert wat in wezen een roterende assemblage is terug in de kop. Hij legt uit dat de lagers zijn ontworpen voor eenmalig gebruik, maar nog steeds een dynamische uitloop van 4 micron (0,0001") of beter bieden en lagere kosten dan veel snijgereedschappen.
De starterset wordt geleverd met een 25 millimeter CoolSpeed mini, een montageapparaat, een manometer, een 25 mm meteradapter en drie vervangingssets met elk een paar lagers en een turbine. "De prijs voor alles wat je nodig hebt om aan de slag te gaan, is een fractie van de kosten van een conventionele spindelspeeder", zegt Jones.
“Gereedschapsschachten van 3, 4 en 6 mm worden ondersteund en de hele unit is klein genoeg om in standaard hydraulische of mechanische gereedschapshouders te passen. Er is geen onderhoud, geen hardware om op de spil van de machine te monteren, geen schakelkasten om te installeren of lijnen om te laten lopen, gewoon een heel snel rendement op de investering”, zegt hij.
Blijf te hard rijden
Wat de snelle spindeloplossing ook is, er zijn enkele best practices waarmee u rekening moet houden tijdens het gebruik. Misschien wel het belangrijkste is dit:neem geen genoegen met onvoldoende spiltoerental. Zoals aan het begin besproken, vereisen moderne snijgereedschappen snelheden die veel hoger zijn dan die van het verleden, en de standtijd en de kwaliteit van de onderdelen lijden daaronder.
Bovendien gaat de mogelijkheid voor voedingen die in overeenstemming zijn met hogere spilsnelheden verloren - denk eraan, een vijfvoudige toename hier betekent vijf keer of meer metaalverwijdering. Hier zijn enkele andere dingen om in gedachten te houden op weg naar snellere bewerking:
- Gebruik op luchtaangedreven spindels een drukregelaar en schone, gefilterde winkellucht. Houd ook de druk binnen de aanbevelingen van de fabrikant.
- Evenzo hebben door koelvloeistof aangedreven spindels snijvloeistof nodig die vrij is van verontreinigingen zoals olie en metaaldeeltjes. Als u een hogedrukkoelsysteem gebruikt, zorg er dan voor dat u de mogelijkheden van de spil niet overschrijdt.
- Houd er rekening mee dat hogesnelheidsspindels niet in staat zijn om zwaar metaal te verwijderen, net als de kleine gereedschappen die eerder zijn besproken. Lichte snededieptes bij versnelde voedingen is hier de vuistregel.
- Ondanks hogere voedingssnelheden is er een potentieel nadeel:kan het besturings- en servosysteem van uw bewerkingsmachine gelijke tred houden met de fijne bewegingen en kleine bloklengtes die gepaard gaan met microbewerking op hoge snelheid? Als dit niet het geval is, zijn sommige hardware- en software-upgrades mogelijk in orde. Neem contact op met uw machinebouwer voor de beschikbare opties.
Onthoud ten slotte dat rondloop van het gereedschap van cruciaal belang is voor elke frees- of boorbewerking, maar dubbel zo wanneer de spilsnelheden hoog zijn.
Gebruik altijd de hoogste kwaliteit gereedschapshouders en snijgereedschappen die beschikbaar zijn, houd ze schoon en goed onderhouden en controleer het gereedschap na installatie (bij voorkeur in de machine).
Gebruikt u high-speed spindels in uw winkel? Welke technieken en tips kun je delen? Laat het ons weten in de reacties hieronder.
TOOLING UP:de gezondheid van de Amerikaanse productie beoordelen:
Industriële technologie
- Wat zijn de voordelen van een schuim-CNC-router?
- Wat zijn de belangrijkste voordelen van fiberlasersnijmachines?
- Wat zijn de voordelen van waterstraalsnijden?
- Wat zijn de voordelen van roestvrij staal voor fabricageprojecten?
- Wat zijn de voordelen van poedercoating voor metaalbewerkingsprojecten?
- Wat zijn de voordelen van zandstralen?
- Fabricage van bewerkte onderdelen:wat zijn de voordelen van machinale bewerking op hoge snelheid?
- Wat zijn de voordelen van een horizontale boormachine voor industriële onderdelen?
- Wat zijn de voordelen van het kopen van aluminium plaatshorts?
- Wat zijn de unieke voordelen van lichtgewicht metalen?
- Wat zijn de 7 soorten technologie?