


Optimale PrusaSlicer-ondersteuningsinstellingen voor betrouwbare 3D-afdrukken
In PrusaSlicer zijn de juiste ondersteuningsinstellingen essentieel voor succesvolle prints, vooral wanneer een model overhangen of structuren in de lucht bevat. Goed geconfigureerde steunen houden het onderdeel stabiel tijdens het printen, verminderen filamentverspilling en maken de nabewerking pijnloos.
Daarentegen kunnen slecht gegenereerde steunen moeilijk te verwijderen zijn, waardoor deuken of zelfs breuken in delicate modellen ontstaan.
Hieronder vindt u een gedetailleerde gids die is gebaseerd op ervaringen uit de praktijk en best practices van experts om u te helpen PrusaSlicer te configureren voor het genereren van optimale ondersteuning.
Omdat de ideale instellingen afhankelijk zijn van uw printer, materiaal en modelgeometrie, dienen de onderstaande aanbevelingen als uitgangspunt dat u mogelijk moet aanpassen voor uw specifieke opstelling.
Dit zijn de belangrijkste ondersteuningsopties van PrusaSlicer die u wilt bekijken:
- Ondersteuningsmateriaal genereren
- Overhangdrempel
- Stijl
- Vlotlagen
- Vlotcontact Z-afstand
- Z-afstand contact boven en onder
- Patroon
- Patroonafstand
- Interfacelagen
- Interfacepatroon
- Interfacepatroonafstand
- XY-scheiding tussen een object en ondersteuning
- Maximale aftakkingshoek
- Takdiameter
- Vertakkingsafstand
Ondersteuningsmateriaal genereren
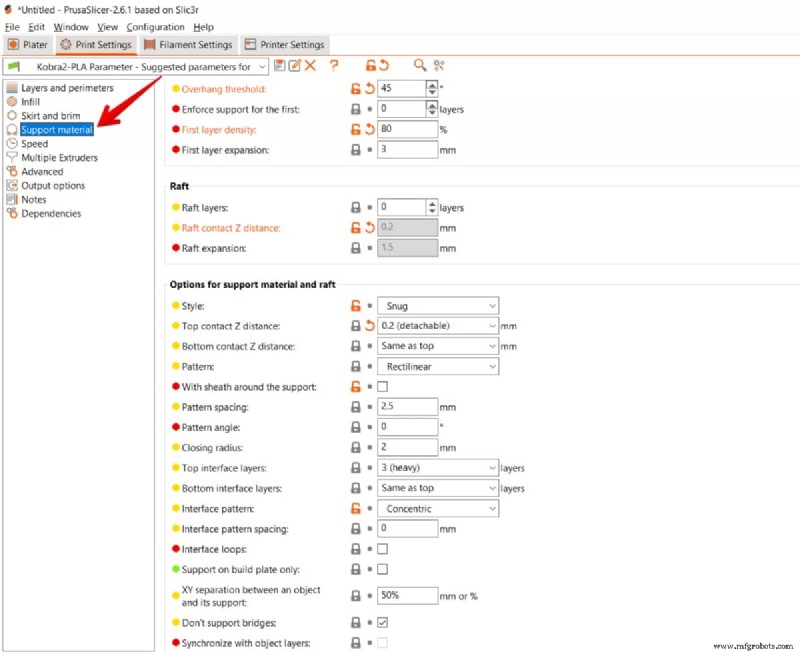
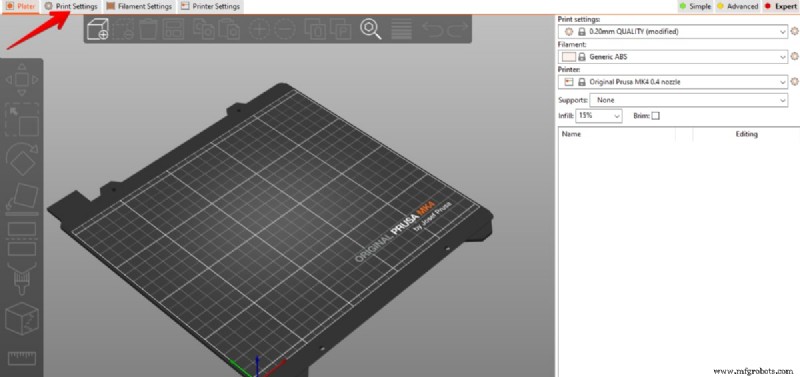
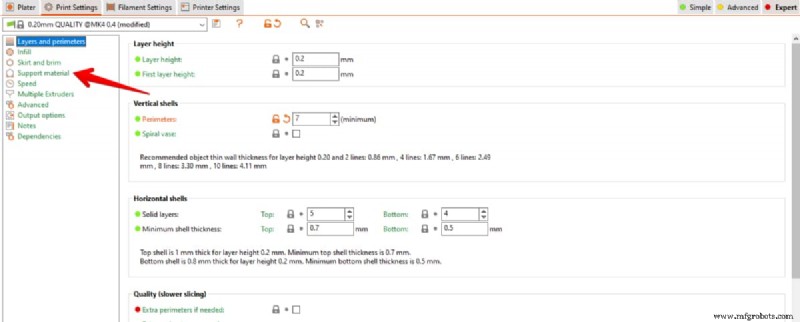
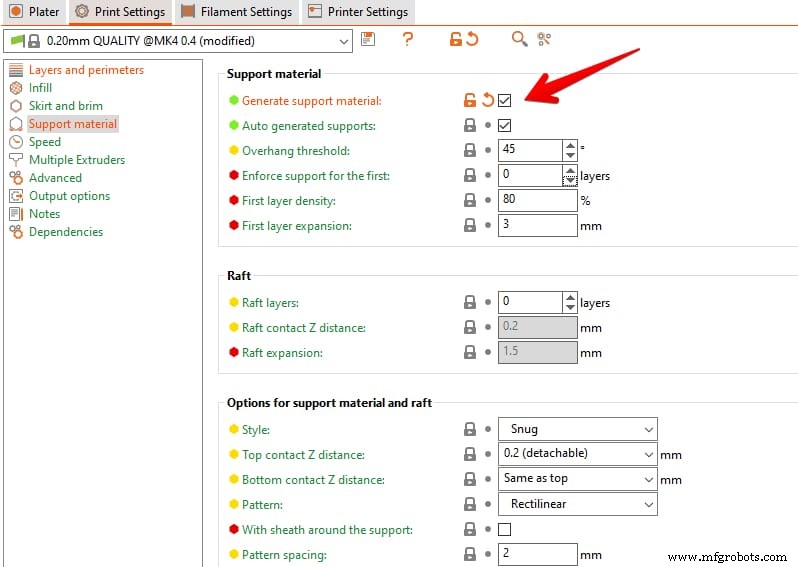
Om ondersteuning in te schakelen, opent u de Afdrukinstellingen paneel vanuit het hoofdmenu en navigeer naar het Ondersteuningsmateriaal sectie. Het Ondersteuningsmateriaal genereren selectievakje is standaard uitgeschakeld; vink dit aan als uw model overhangen bevat die anders zouden instorten.
Eenmaal ingeschakeld, kunt u de resterende ondersteuningsparameters verfijnen. Houd er rekening mee dat elke drager filament verbruikt en bijdraagt aan de totale printtijd.
Het verminderen van de ondersteuningshoeveelheid is mogelijk door het model te heroriënteren of te splitsen om overhangen te minimaliseren voordat het wordt gesneden.
U kunt kiezen voor volledig geautomatiseerde ondersteuningsgeneratie of ondersteuning handmatig toepassen, afhankelijk van uw workflow.
Automatisch gegenereerde ondersteuningen
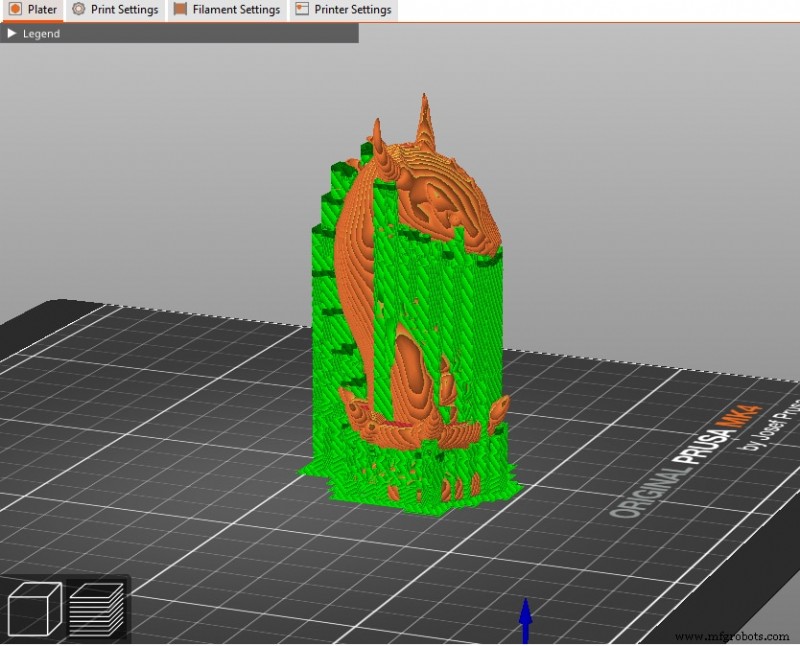
Wanneer automatisch gegenereerde ondersteuning is aangevinkt, plaatst PrusaSlicer automatisch steunen daar waar de overhangdrempel wordt overschreden. De standaarddrempel is 45°, maar u kunt deze aanpassen om de dichtheid van de steunen te regelen.

Automatische steunen zijn ideaal voor beginners of als u niet zeker weet wat de optimale plaatsing is. Ze kunnen worden geconfigureerd om overal ondersteuning te genereren (vanaf de bouwplaat en elk overhangend gedeelte) of Alleen op de bouwplaat (wat het contact met kwetsbare delen kan verminderen, maar niet-ondersteunde overhangen kan achterlaten).
Handmatige ondersteuning
Handmatige ondersteuningen geven u volledige controle over waar ondersteuningsmateriaal verschijnt. Dit kan filament- en printtijd besparen als u er zeker van bent dat u ze strategisch kunt plaatsen.
PrusaSlicer biedt twee handmatige modi:
- Verf op steunen – Markeer gebieden die ondersteuning nodig hebben.
- Ondersteun handhavings- en blokkers – Ondersteuningspunten toevoegen of verwijderen per model.
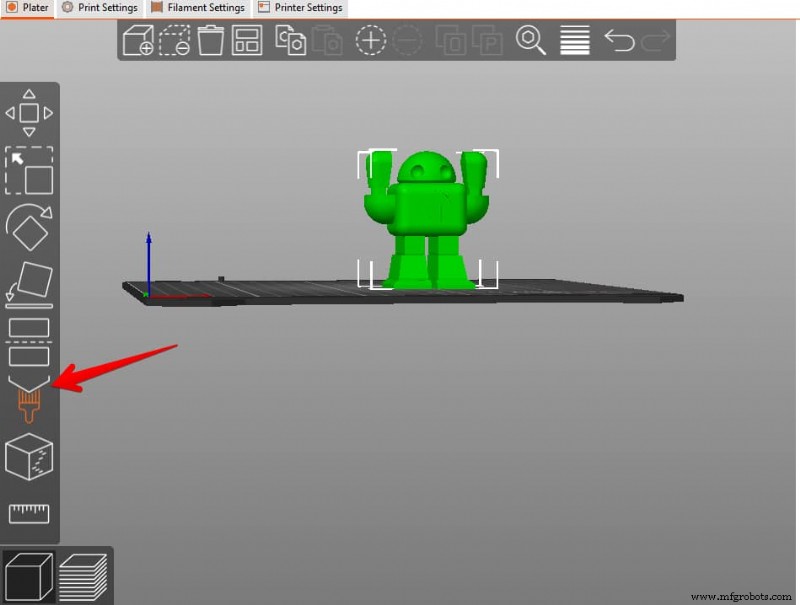
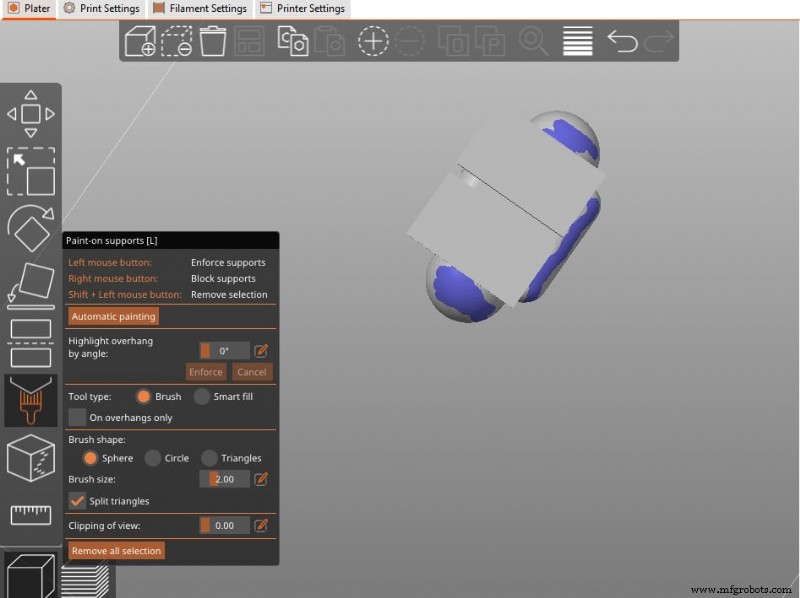
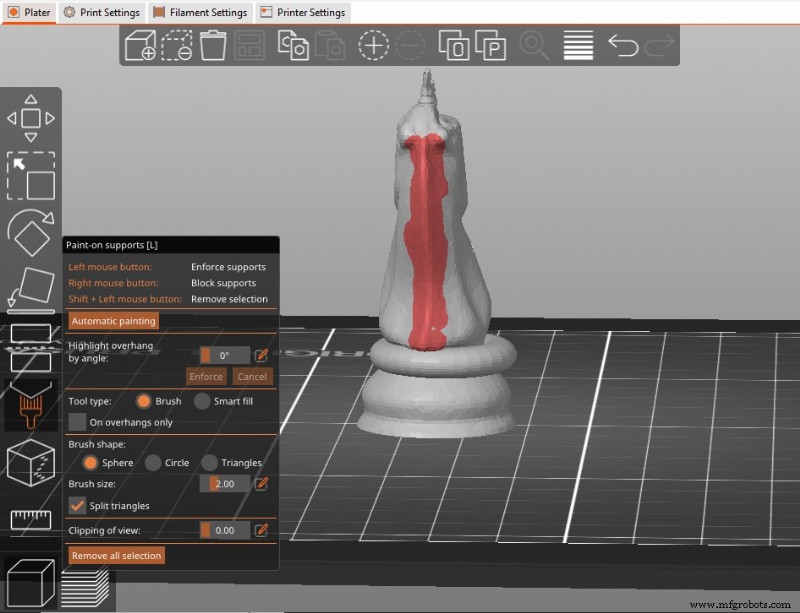
Verf op steunen
Met het penseelpictogram in het linkerpaneel schildert u de gewenste gebieden. Na het schilderen schakelt u de ondersteuningsmodus naar Alleen voor ondersteuningshandhavers en snijd in plakjes om de resultaten te zien.
Bekijk deze video van ModBot voor een visuele walkthrough.
Ondersteun handhavings- en blokkers
Klik met de rechtermuisknop op het modeloppervlak om blokkers (om steunpunten te voorkomen waar details van cruciaal belang zijn) of handhavers (om steun op een specifiek punt te forceren) te plaatsen.
Na het toevoegen van een blocker wordt deze rood. Slice opnieuw om de bijgewerkte ondersteuningslay-out te bevestigen.
Ondersteuningshandhavers zijn handig als er slechts enkele geïsoleerde ondersteuningen nodig zijn. Ze kunnen ook lange bruggen opsplitsen in kortere, betrouwbaardere segmenten.
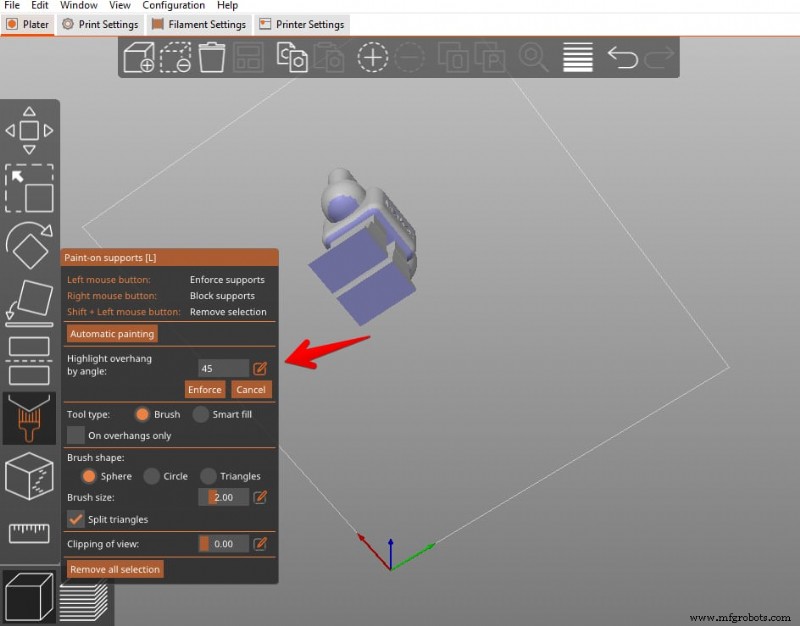
Overhangdrempel
De overhangdrempel definieert de minimale hoek (vanaf het horizontale vlak) waaronder de slicer zal beslissen dat een element ondersteuning nodig heeft. De standaardinstelling van PrusaSlicer is 45°, instelbaar tussen 0° en 90°.

Het verlagen van de drempel vermindert het aantal ondersteuningen, maar kan het risico met zich meebrengen dat de overhang mislukt; Door deze te verhogen, wordt de ondersteuningsdichtheid en het filamentgebruik vergroot.
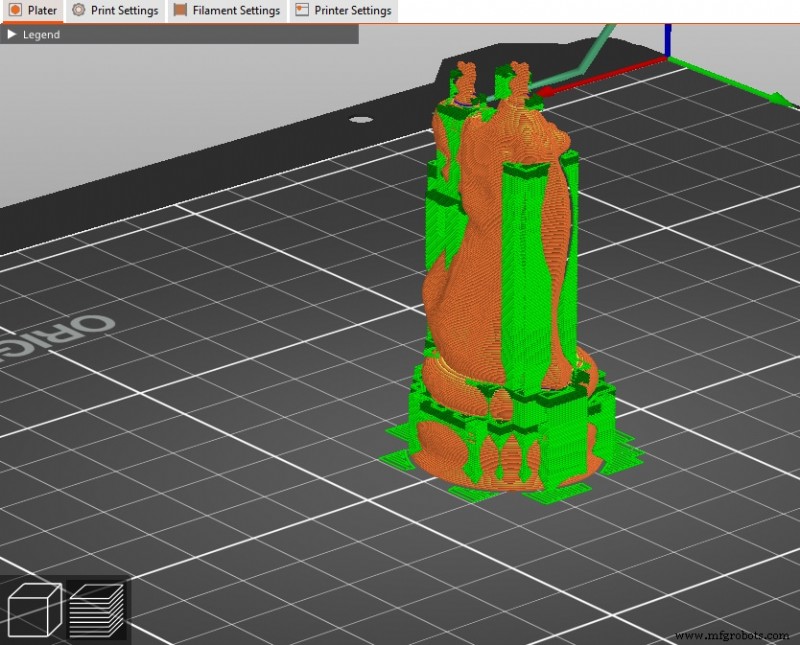
Kleurgecodeerde blauwe arcering in het voorbeeld geeft de gebieden aan die ondersteuning nodig hebben.
Stijl
PrusaSlicer biedt drie ondersteuningsstijlen, waarbij elke stijl de printsnelheid, het filamentgebruik en het gemak van de nabewerking in evenwicht houdt.
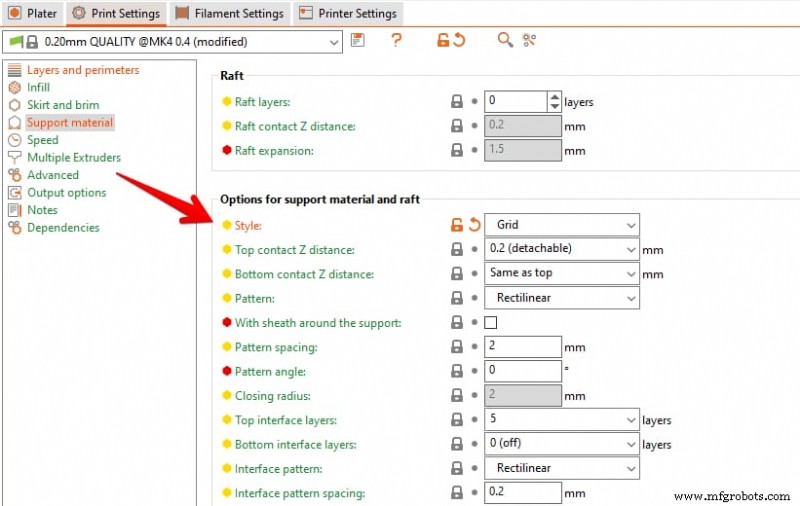
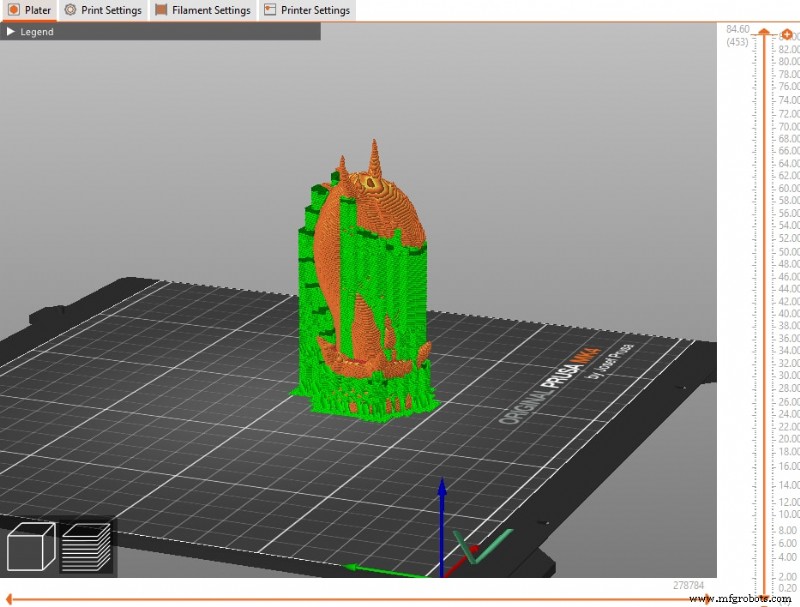
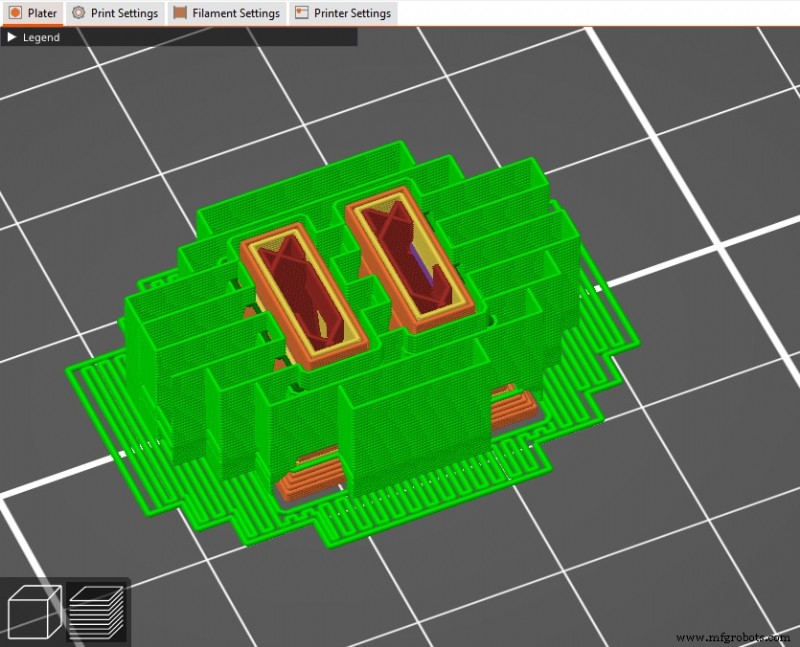
- Raster – De standaard. Stevig, gemakkelijk te verwijderen, maar kan buiten de omtrek van het model uitsteken.
- Knus – Minimaliseert contact met het model, bespaart filament, maar kan littekens veroorzaken op het oppervlak en is moeilijker te verwijderen.
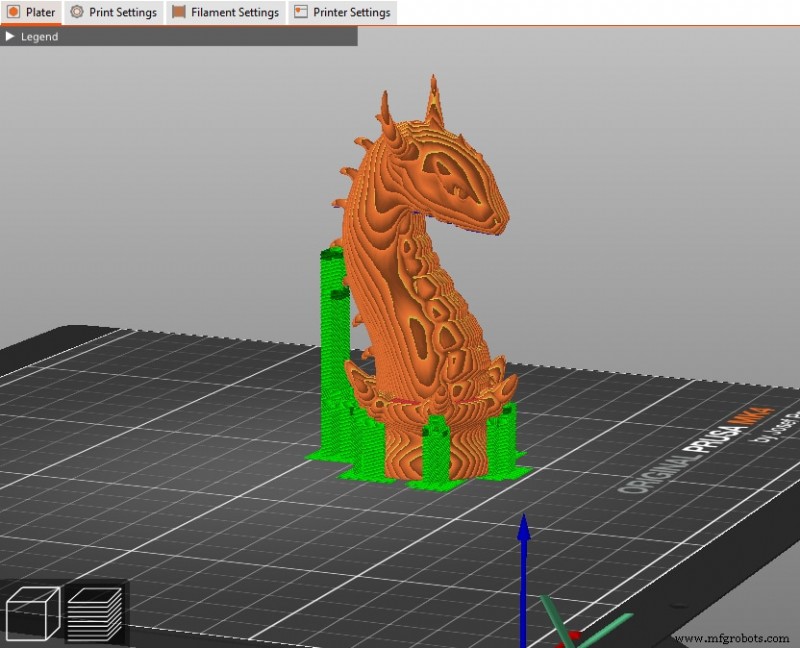
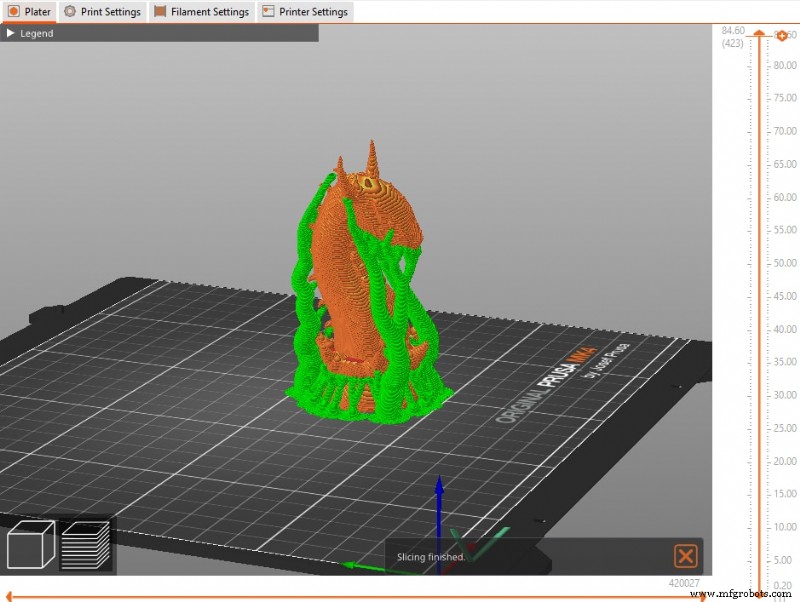
- Biologisch – Nieuwste stijl. Takken groeien alleen waar dat nodig is, wat resulteert in lichtgewicht, gemakkelijk verwijderbare steunen die zelden niet-kritieke oppervlakken raken.
Voor complexe of delicate geometrieën is Organic vaak de beste keuze. Als u hechtingsproblemen ondervindt, verhoogt u de Eerste laaguitbreiding waarde om het basiscontactgebied te verbreden.
Vlotlagen
Het toevoegen van vlotlagen kan de hechting aan het bed en de oppervlaktekwaliteit verbeteren voor modellen met een slechte hechting of een dunne basis. Meestal zijn 1 à 3 lagen voldoende; de standaardwaarde is nul.

Vlotcontact Z-afstand
Deze verticale opening tussen het vlot en het model is doorgaans minimaal. Een opening van 1 mm werkt goed voor de meeste oplosbare interfaces, waarbij het gemak van scheiding en hechting in evenwicht wordt gebracht.

Z-afstand boven- en ondercontact
De contactafstand tussen de steuninterface en de boven-/onderoppervlakken van het model bepaalt hoe stevig de steun vastzit en toch gemakkelijk kan worden verwijderd.

Prusa raadt aan dit in te stellen op 50-75% van de laaghoogte. Gebruikers verdubbelen vaak de laaghoogte voor een schone, afneembare interface.
Patroon
Ondersteuningsinvulpatronen beïnvloeden zowel de sterkte als het gemak van verwijdering. PrusaSlicer biedt:
- Rechtlijnig – Rechte lijnen; lichtste en gemakkelijkst te verwijderen.
- Rechtlijnig raster – Voegt in elkaar grijpende lijnen toe voor extra sterkte; moeilijker te verwijderen.
- Honingraat – Zeshoekige cellen; maximale stijfheid, maar ook het moeilijkst te verwijderen en het meest filamentintensief.
Patroonafstand
De afstand bepaalt hoe dicht de steunlijnen zijn gepakt. De standaard 2 mm werkt in de meeste gevallen, maar 3–6 mm kan materiaal besparen en de printtijd verkorten, ten koste van een zwakkere ondersteuning.

Interfacelagen
Interfacelagen vormen het directe contact met het model en zijn dichter dan de rest van de ondersteuning. Minder lagen (1–4) zorgen voor een sterke verbinding en blijven verwijderbaar.

Interfacepatroon
Kies tussen Rechtlijnig (voor niet-oplosbare ondersteuningen) en Concentrisch (voor oplosbare dragers) passend bij uw materiaal.

Interfacepatroonafstand
Typische afstand is 0,2 mm. Pas het alleen aan als u problemen ondervindt bij het verwijderen van de steunen.

XY-scheiding tussen een object en een steunpunt
De spleetbreedte tussen het model en de steun beïnvloedt het contactoppervlak en het gemak van verwijdering. Uitgedrukt in mm of als percentage van de buitenomtrekbreedte.

Maximale aftakkingshoek
Voor organische ondersteuningen definieert dit hoe steil de takken groeien ten opzichte van het model. Lagere hoeken leveren verticale, stabiele takken op; hogere hoeken zorgen ervoor dat takken grotere openingen kunnen overbruggen, maar verminderen de stabiliteit.

Takdiameter
Dunnere takken zijn licht van gewicht maar minder stevig; een diameter van 2 mm is voor de meeste afdrukken een goed compromis. Vergroot de diameter voor zware of grootschalige modellen.

Takkenafstand
Definieert de afstand tussen takken wanneer ze contact maken met het model. Kleinere afstanden verbeteren de ondersteuning, maar maken het verwijderen moeilijker. Een Z-afstand van 0,25 mm en een XY-afstand van 75% werkten volgens de gebruikerservaring goed voor PLA bij zowel 0,25 mm als 0,4 mm spuitmonden.

Eén communitylid beveelt het volgende aan:
- Contact Z-afstand:0,2 mm
- Rechtlijnig patroon
- Omhulsel rond de steun:uitgeschakeld
- Patroonafstand:3 mm
- Patroonhoek:0
- Interfacelagen:4
- Interfacepatroonafstand:0,24 mm
- Interfacelussen:uitgeschakeld
- Alleen ondersteuning op bouwplaat:ingeschakeld
- XY-scheiding:75%
- Ondersteun geen bridges:ingeschakeld
Deze instellingen zorgen vaak voor schone, verwijderbare steunen terwijl het filamentverbruik laag blijft.

— Michael Dwamena
Michael Dwamena is de oprichter van 3D Printerly, een platform dat zich richt op het vereenvoudigen van 3D-printen voor zowel hobbyisten als professionals. Met meer dan 20 filament- en harsprinters heeft hij uitgebreide praktijkervaring opgedaan en heeft hij meer dan 900 artikelen geschreven die miljoenen mensen door de fijne kneepjes van 3D-printen leiden.
3d printen
- Expert Interview:Lithoz's CEO Dr. Johannes Homa over de staat van keramisch 3D-printen
- Polyjet 3D-printen verkennen
- EBM versus SLM:belangrijkste verschillen, prestaties en materiaalvergelijking voor 3D-printen met metaal
- Hoe u broos PLA-filament kunt voorkomen en repareren:oorzaken, oplossingen en beste praktijken
- Top 4 metalen materialen voor hoogwaardig 3D-printen
- Hoe duurzaam is industrieel 3D-printen?
- Interview met expert:nTopology CEO over het bevorderen van AM-potentieel met generatieve ontwerpsoftware
- 3D-printen met houtfilament
- Cura Adaptieve Lagen; Wat ze zijn en hoe ze te gebruiken!
- Markforged blikt terug op DEVELOP3D Live 2016
- Rapid 2016 – Evenement 3D-printen en additieve productie