


Nivellering en kalibratie van de 3D-printerbasis
Gebruikers van desktop 3D-printers (FFF/FDM) kunnen vaak verschillende soorten problemen tegenkomen, die te wijten kunnen zijn aan slechte filamenten, onjuiste afdrukparameters, ongeschikte omstandigheden voor de locatie van 3D-printers (zoals vochtige omgevingen, kou of tocht) en gebrek aan onderhoud en kalibratie van de 3D-printer.
Een van de belangrijkste onderdelen om te kalibreren in een 3D-printer is de basis of het bed, want als het niet goed waterpas staat, krijg je geen goede printresultaten.
Dit bedkalibratieproces kan, afhankelijk van het 3D-printermodel, op de volgende manieren plaatsvinden:
In dit artikel zullen we ons concentreren op het geval van handmatig nivelleren, wat het meest voorkomt bij de meeste FFF/FDM 3D-printers op de markt.
Eerste aanbevelingen
Als de 3D-printer een glazen voet heeft en we fixeerspray gebruiken (zoals Magigoo, 3DLac of DimaFix), is het raadzaam om de voet goed te wassen om mogelijke problemen bij het waterpas zetten te voorkomen. Het is ook van vitaal belang om alle achtergebleven filamenten die aan het mondstuk hangen te verwijderen, anders krijgen we een meetfout veroorzaakt door dat materiaalbezinksel.
Aan de andere kant moeten de regelschroeven van de basis zelf in het midden van zijn slag worden geplaatst. Bovendien moet bij het uitvoeren van de z-as "thuis" de z-as-eindschakelaar worden verplaatst, waardoor de afstand tussen de basis en de extruder wordt vergroot, om mogelijke contacten of zelfs breuk van het glas of een printerondersteuning 3D te voorkomen.
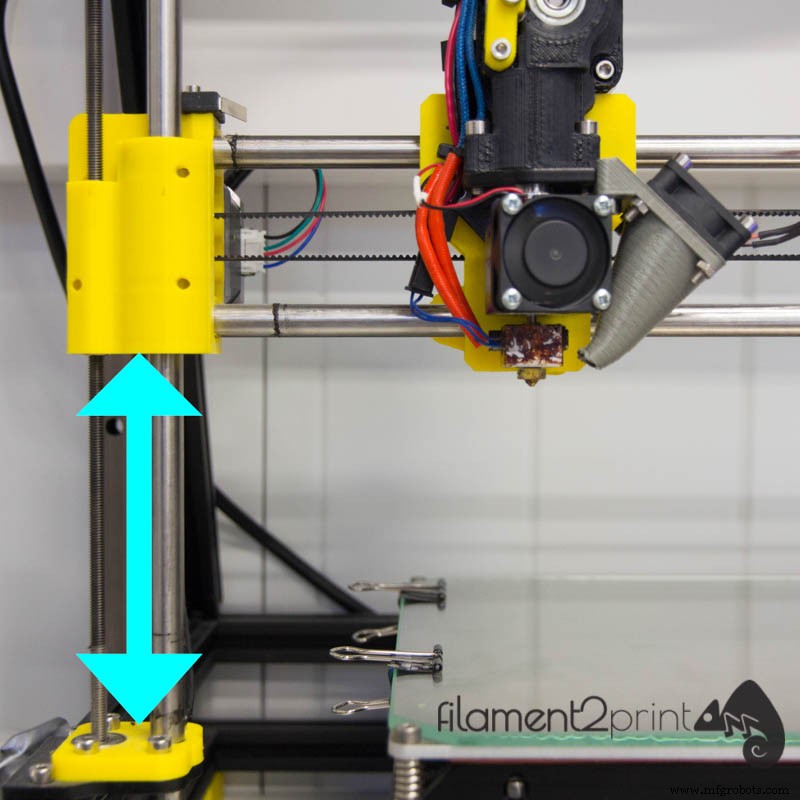
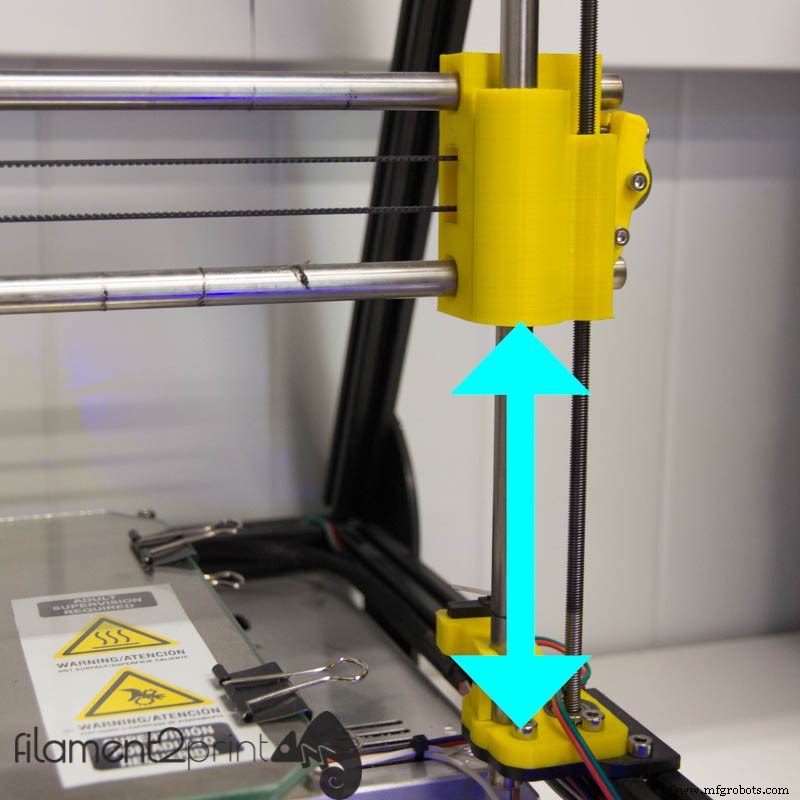
X-as aanpassing
Het is noodzakelijk om deze as (waar de extruder zichzelf beweegt) aan te passen zodat wanneer de extruder beweegt, er geen hoogteverschillen zijn tussen de extruder en de basis. Om te beginnen moet u controleren of de hoogte aan beide zijden hetzelfde is, gemeten vanaf een punt in de z-asgeleider tot een vast punt van de 3D-printer. Om het gelijk te maken, wordt de motor handmatig gedraaid aan de kant die moet worden afgesteld, waarbij de andere kant wordt vastgehouden zodat deze niet draait. Als we dit niet doen, en omdat de z-as motoren parallel geschakeld zijn, zou door de ene te draaien elektriciteit opwekken en de andere laten draaien.
Afstellen van de eindschakelaar van de z-as
Voor deze stap, als de 3D-printer geen geassisteerde nivellering heeft, worden 3D-printprogramma's zoals Cura3d of Pronterface gebruikt, die een wizard hebben om "thuis" in z te doen of direct een basisnivelleringssectie. De software beweegt de z-as en past de eindschakelaar handmatig aan totdat de punt van de extruder zeer dicht bij de basis is.
De hoeken van de basis aanpassen
Bij deze stap moet rekening worden gehouden met de uitlaatdiameter van het mondstuk. De ideale hoogte is altijd de helft van de uitgangsdiameter. Dat wil zeggen, als de 3D-printer een spuitmond van 0,6 mm heeft, zou de ideale hoogte 0,3 mm zijn. Om deze afstand exact te laten zijn, zal een meter van die dikte, of bij afwezigheid ervan, worden gebruikt, en aangezien de meeste 3D-printers een spuitmond van 0,4 mm gebruiken, heeft een vel van 80 g een dikte van ongeveer 0,2 mm. Plaats het vel tussen de punt van de extruder en de basis en laat de z-as naar het "thuis" zakken. De hoogte is correct als het folio niet helemaal vrij is en ook niet rekbaar is, maar als het merkbaar is om met het mondstuk over het vel papier te wrijven.
Om deze afstand aan te passen, wordt de schroef de ene of de andere kant op gedraaid, afhankelijk van of de basis omhoog of omlaag moet. Dit proces moet zo vaak als nodig worden uitgevoerd in de buurt van de stelschroeven van de basis zelf om de ideale hoogte te bereiken.
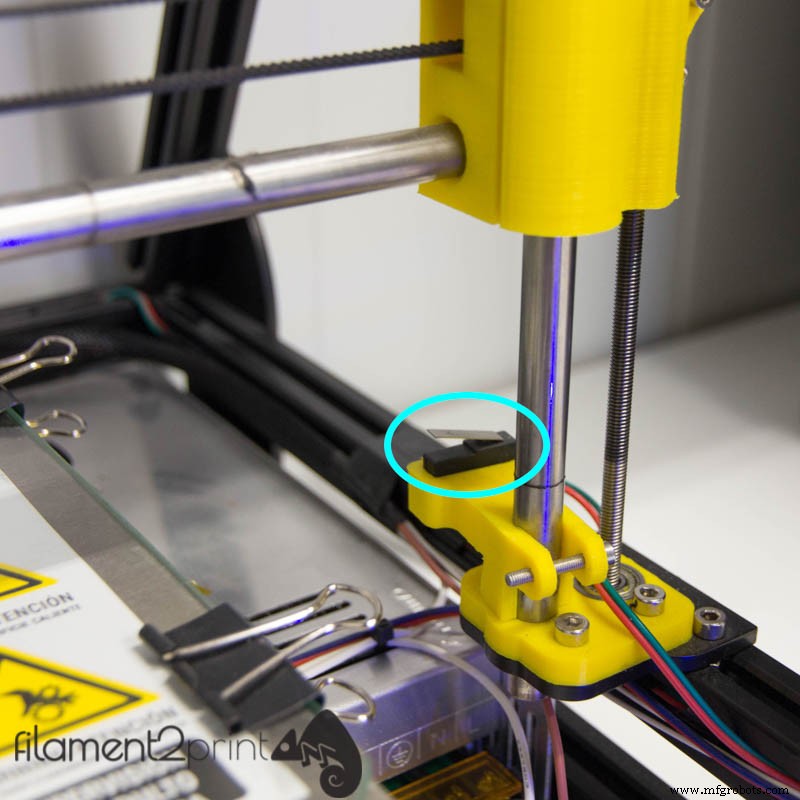
Z-as eindschakelaar.
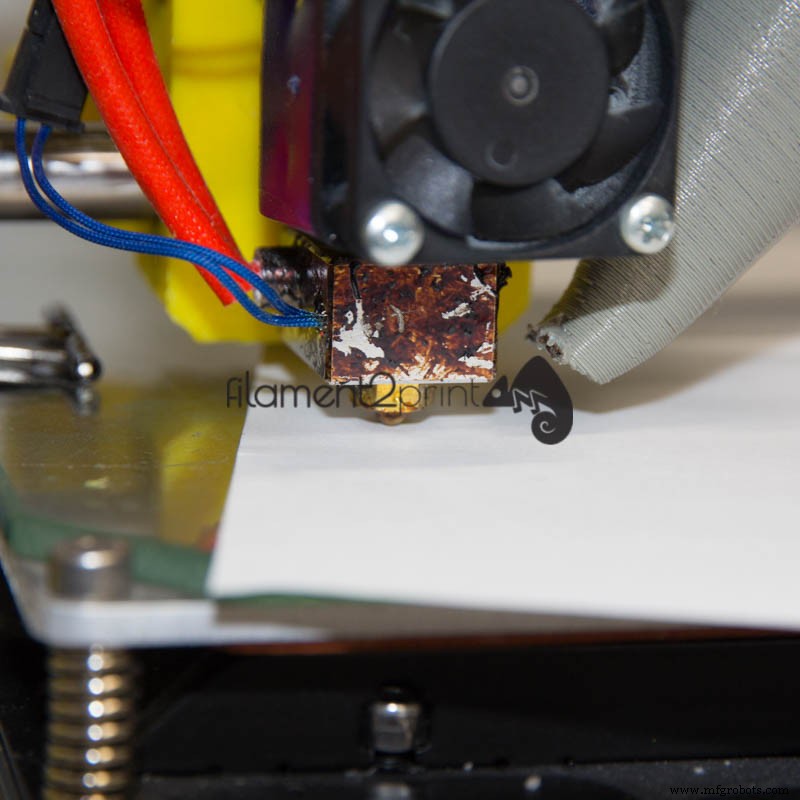
Ideale afstand tussen mondstuk en basis.
Door een paar minuten de tijd te nemen om deze stappen voor het waterpas zetten van de basis uit te voeren, kunt u veel afdrukproblemen voorkomen.
3d printen
- Verder gaan dan de basis:machine learning en AM
- Generatief ontwerp en 3D-printen:de productie van morgen
- De evolutie van SLS:nieuwe technologieën, materialen en toepassingen
- Hoe 3D-printen de voedingsmiddelen- en drankenindustrie transformeert
- IoT en de impact van 5G beoordelen
- De H350:de eerste SAF™ 3D-printer van Stratasys
- 3D-printen en de open source revolutie
- Stratasys F770:de nieuwste grootschalige 3D-printer
- Yantracraft en de Gouden Tempel
- Het verschil tussen gelijkstroom- en wisselstroommotoren
- De dilemma's van kalibratienormen