


Lekkende 3D-printersproeier:hoe dit te verhelpen!
Is het je ooit opgevallen dat er plastic haar in je print van de ene naar de andere muur gaat? Of heb je kleine plastic balletjes aan de zijkanten van het stuk gevonden? Of misschien wat lekken op elke laag?
Dit type fout kan optreden wanneer het mondstuk "lekt", waardoor het plastic uit het mondstuk stroomt wanneer we het niet willen.
In dit artikel gaan we iets meer leren over lekkende spuitmondjes, een van de meest irritante en terugkerende problemen met 3D-printen. We gaan ook leren hoe het ontstaat, wat de belangrijkste oorzaken zijn en hoe we het kunnen voorkomen.
U kunt een lekkend mondstuk herkennen als uw afdrukken dun plastic "haar" of "koord" vertonen op plaatsen waar geen plastic had mogen worden geëxtrudeerd. Dit wordt veroorzaakt door te hoge extrusietemperaturen en/of onjuiste instellingen voor het terugtrekken. Stel de temperatuur in volgens de specificaties van de filamentfabrikant. Bovendien kunt u beginnen door de terugtrekafstand in te stellen op 6,5 mm, de terugtreksnelheid op 25 mm/s en de minimale reisafstand op 1 mm.
We gaan diep in op elk aspect om uw lekkende spuitmond op te lossen en op te lossen, maar voordat we aan de slag gaan, kunt u de volgende tabel als referentie gebruiken:
| Parameter | Beschrijving | Basiswaarde | Te laag | Te hoog | Testmodel |
|---|---|---|---|---|---|
| Temperatuur | Temperatuur waarbij het filament wordt verwarmd bij extruderen | Controleer de specificaties van de fabrikant. PLA:190° tot 220°C. ABS:240° tot 270°C. | -Onderextrusie. - Spuitmond extrudeert niet. | Spuitmond lekt | Temp toren |
| Intrekken: Afstand | Hoeveel millimeter wordt het filament elke keer teruggetrokken | 6.5mm. | -Spuitmond lekt | -Verstopt filament. -Onderextrusie | Terugtrektest |
| Intrekken: Snelheid | Hoe snel de terugtrekafstand wordt afgelegd | 25 mm/s. | -Geen verbetering - Filament rekt alleen uit in mondstuk | -Laat sporen achter op filament | |
| Intrekken:minimale reisafstand | Minimale reisafstand om intrekken mogelijk te maken | 1 mm. | -Te vaak intrekken | -Intrekken mag nooit plaatsvinden |
3D-printproblemen
Zoals je waarschijnlijk al weet, wordt de uiteindelijke vorm van een 3D-geprint object bereikt door de extruder te verplaatsen door middel van een CNC-controller. Deze extruder wordt gevoed door een filamentspoel en kan stoppen met extruderen wanneer er een lege ruimte is tussen twee posities op dezelfde laag.
Als alles goed werkt, is het resultaat een stuk met dezelfde afmetingen in hoogte, breedte en diepte als het originele digitale model. Het heeft ook de exacte vorm van het object dat op uw computer wordt bekeken. Bij voorkeur zal het ook weinig kwaliteitsimperfecties vertonen.
Dit zal natuurlijk niet altijd het geval zijn, vooral niet wanneer u voor het eerst aan de slag gaat of wanneer u een nieuwe printer koopt die nog niet goed is gekalibreerd.
Onder de vele fouten die kunnen optreden, kunnen we een lekkend mondstuk vinden, een van de meest voorkomende problemen bij 3D-printen. Gelukkig is het mogelijk en gemakkelijk om dit probleem op te lossen als je weet waardoor het wordt veroorzaakt.
Waarom lekt een mondstuk?
De extruder is het onderdeel dat verantwoordelijk is voor het verwarmen van het plastic tot een temperatuur die het mogelijk maakt om te vloeien. Bij de ingang meet het filament ongeveer 1,75 mm. De extruder duwt vervolgens het hete filament in een kleiner gat, dat tussen 0,1 en 1 mm kan meten. De druk die in de extruder ontstaat, zorgt ervoor dat het plastic door het kleine gaatje stroomt, het mondstuk.
Dat is de theorie van hoe het extrusiesysteem zou moeten werken, direct of Bowden. Soms komt het materiaal er niet uit zoals het hoort, omdat de extruder niet in staat is om correct toe te voeren of omdat een instelling niet correct is ingesteld.
Aangezien 3D-printen draait om smelten, moeten we temperatuur vaststellen als een van de belangrijkste parameters om te overwegen.
Wanneer we het type materiaal selecteren dat moet worden gebruikt, is het vaak dat de fabrikant ons een gegevensblad geeft met een optimaal temperatuurbereik voor het gebruik ervan. Verschillende materialen hebben verschillende bereiken, en zelfs hetzelfde plastic van verschillende fabrikanten is misschien niet hetzelfde.
Controleer altijd de datasheet. Je kunt het waarschijnlijk vinden op de website van de fabrikant of, als je geluk hebt, op de achterkant van de verpakking van het filament.
Soms is dat temperatuurbereik te groot, zoals "190 tot 220 °C". Ik weet niet hoe het met u zit, maar dat bereik is niet erg nuttig. Hoe zou je je kleden als de weersvoorspelling aangeeft dat de temperatuur morgen tussen 0°C en 30°C zal zijn?
Ok, laten we teruggaan naar de extruder:als de temperatuur te laag is, zal plastic niet vloeibaar genoeg zijn om te stromen en zal het waarschijnlijk vast komen te zitten . Dit merk je als je ziet dat de 3D-printer zou moeten werken, maar helemaal geen filament aan het extruderen is. Er blijft een typische ronde kras achter op het filament waar het duwende tandwiel van de extruder zich bevindt.
Het hebben van een hoge temperatuur veroorzaakt het tegenovergestelde:plastic wordt te vloeibaar en hoeft niet te worden geduwd om door het mondstuk te stromen. Zijn eigen gewicht zorgt ervoor dat het materiaal in de loop begint te sijpelen.
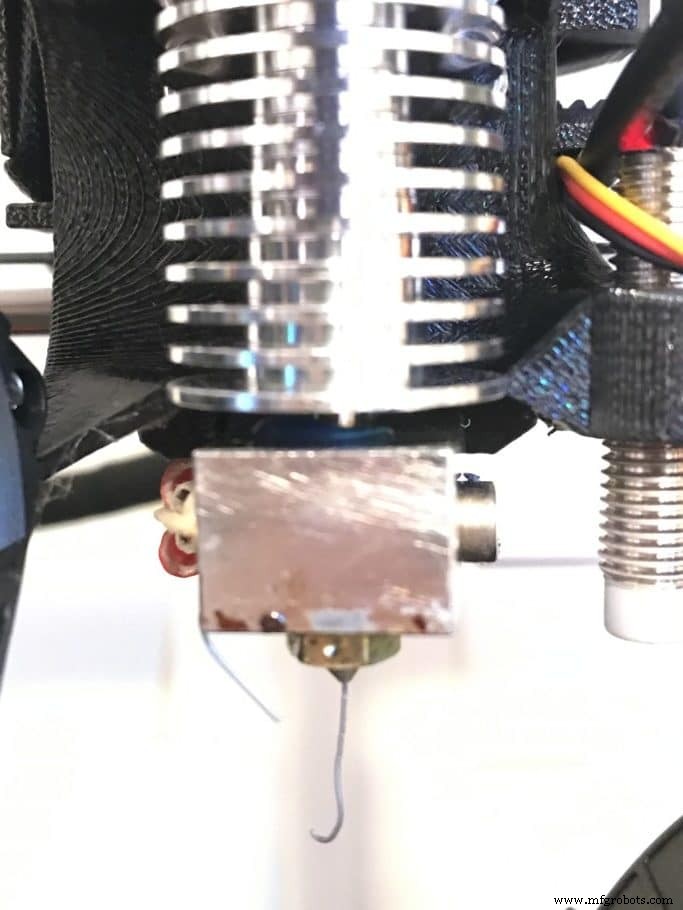
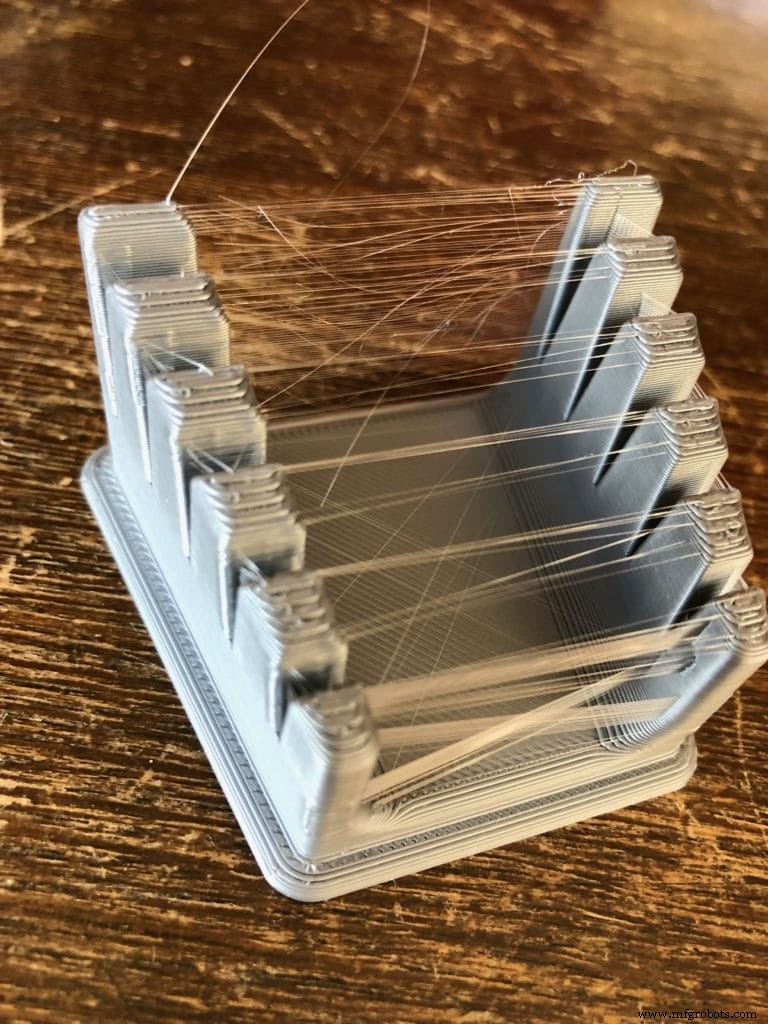
Dit betekent dat het plastic zal vloeien, zelfs als het niet de bedoeling is dat dit gebeurt. Het mondstuk laat tijdens het bewegen een spoor achter, zoals een dun plastic "haar ” of “tekenreeks ”. Dat is de reden waarom we het "stringing . noemen ”, “harige afdrukken ” of zelfs “snorharen ”.
Ik denk dat je al weet wat snaren echt is. Als u het echter niet zeker weet en het probleem waarmee u wordt geconfronteerd wilt vergelijken met een echt geval van een lekkende spuitmond, bekijk dan de volgende foto:
Op dit punt is het noodzakelijk om onderscheid te maken tussen het lekken dat optreedt bij het instellen van een hoge temperatuur en het normale lekken tijdens het opwarmen van uw afdrukken. Plastic verandert, net als elk ander materiaal, van volume wanneer het wordt verwarmd.
De binnendruk in het vat neemt toe tijdens de eerste verwarmingstijd, naarmate het filament uitzet. Dat is een normaal proces en u hoeft zich nergens zorgen over te maken.
Aan de andere kant, als het mondstuk leeg is aan het begin van de afdruk, zal de extruder een bepaalde afstand afleggen zonder filament erin. Een snelle en effectieve oplossing is om enkele roklijnen toe te voegen voordat het object wordt afgedrukt.
Een lekkend mondstuk kan er ook voor zorgen dat de punt tijdens het eerste deel van elke laag leeg is. Het extrudertandwiel draait maar er komt geen plastic uit het mondstuk. Het resulteert in lege lijnen in de laagnaden. Het object ziet er slecht uit, vooral in dunne gebieden.
Hoe een lekkend mondstuk op te lossen
De twee belangrijkste parameters die ons zullen helpen met dit probleem zijn de temperatuur en intrekking.
Optimale extrudeertemperatuur
Om de optimale afdruktemperatuur te vinden, kunt u veel stukken alleen afdrukken door de temperatuur te variëren. U zult merken dat de afdrukken dekkend zijn bij lage temperaturen en dat ze helderder worden naarmate u hogere temperaturen instelt. Kies een punt in het midden, met wat helder maar niet te glanzend.
Je printer staat je waarschijnlijk ook toe om de temperatuur tijdens het printen te wijzigen. Het is een sneller alternatief om de temperatuur in discrete intervallen van 3° of 5°C te veranderen en de print een paar lagen te laten lopen.
Als je ziet dat de afdrukkwaliteit verbetert, verander dan de temperatuur in die richting totdat het weer slechter begint te worden.
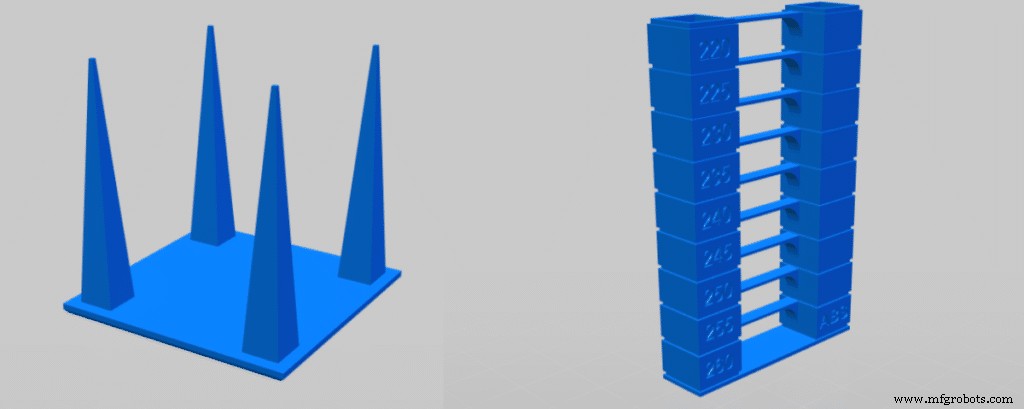
Omdat deze methode lang kan duren, hebben sommige mensen al G-code-bestanden gegenereerd die de temperatuur van de spuitmond om een bepaald aantal lagen variëren, zodat u niet veel stukken hoeft af te drukken.
U kunt bijvoorbeeld proberen deze temperatuurtoren af te drukken vanuit Thingiverse
U kunt ook zoeken naar "temperatuurtoren ” op onze eigen zoekmachine en kies degene die het beste bij uw printer past. Er zijn tientallen specifieke tests die u kunt proberen. Zorg ervoor dat u controleert of de g-code is gegenereerd voor een vergelijkbare 3D-printer als de uwe. Als je wilt, kun je de code bewerken om de instellingen te wijzigen die je moet testen.
Onthoud dat een hoge temperatuur helpt bij de hechting van het object aan het bed. U kunt tijdens de eerste lagen een hogere temperatuur instellen om de hechting te garanderen en deze vervolgens verlagen voor de rest van de afdruktijd. Dit is vooral handig om in gedachten te houden als uw printer geen verwarmd bed heeft.
Wat is intrekking?
Tijdens het printen draait het tandwiel van de extruder in één richting, waardoor het filament door het mondstuk wordt geperst. Om lekkage te voorkomen, kunt u uw 3D-printer zo instellen dat hij een klein stukje in de tegenovergestelde richting draait wanneer hij naar een bepaald punt moet reizen zonder te extruderen. Deze rotatie trekt het filament in het vat terug en verwijdert de druk in het mondstuk. Als deze terugtrekking goed is ingesteld, zal er geen plastic sijpelen tijdens het reizen en blijven er geen touwtjes achter.
U kunt drie parameters voor terugtrekken instellen:afstand , snelheid, en reisafstand . Laten we eens kijken hoe ze werken:
Wanneer u Afstand . instelt , geef je aan hoeveel millimeter het filament elke keer intrekt. Een kleine afstand zal ervoor zorgen dat de snaren dunner zijn, maar het zal het probleem niet stoppen.
Integendeel, als u de afstand te lang instelt, is het mondstuk leeg wanneer het extruderen hervat, waardoor er gaten achterblijven, zoals we al hebben besproken.
Houd er ook rekening mee dat als u uw printer instelt om te veel in te trekken, het filament verstopt kan raken en uw afdruk verpest zal worden.
Intreksnelheid stelt in hoe snel deze afstand wordt afgelegd. Omdat het gesmolten plastic voldoet aan de eigenschappen van vloeistoffen, zal het filament alleen rekken als u probeert te langzaam terug te trekken en zal er geen enkele verbetering worden bereikt. Een snelle terugtrekking kan echter ook problemen veroorzaken.
Tot slot Reisafstand specificeert de minimale slag die de extruder moet maken als hij niet extrudeert, voordat hij wordt teruggetrokken.
Optimale intrekkingsinstellingen
Nogmaals, er zijn enkele manieren om dit op te lossen, maar naar mijn mening zijn kalibratietests het gemakkelijkst.
Deze retractietest is mijn favoriet, maar je kunt altijd een andere kiezen door te zoeken op "retractietest ” op search.3dsolved.com (onze eigen zoekmachine).
De procedure is eenvoudig en duidelijk:print het object, wijzig de afstands- en snelheidsparameters (een voor een) en druk een andere af totdat je een mooie afdruk hebt. Elke test wordt in ongeveer 15 tot 20 minuten afgedrukt, dus u kunt dit probleem in slechts een paar iteraties oplossen en oplossen.
Als goede basislijn raad ik u aan de volgende waarden te gebruiken:
- Intrekafstand:6,5 mm
- Intreksnelheid:25 mm/s
- Minimale reisafstand:1 mm
Een andere manier om rijgen te voorkomen, is door een hogere rijsnelheid in te stellen wanneer er niet wordt geëxtrudeerd. Minder tijdverlies resulteert in minder snaren en betere afdrukken.
Als je meer wilt weten over intrekking, heb ik een heel bericht geschreven over welke instellingen je moet gebruiken.
Nu weten we meer over lekkende spuitmondjes, dus kalibreren we onze printers!
Conclusie
Nu weet u niet alleen hoe u een lekkende spuitmond kunt identificeren, maar beschikt u ook over diepgaande technische kennis over de oorzaken van het probleem, de oplossingen en vooral waarom deze oplossingen werken. Zoals je misschien opmerkt, loont het altijd om de problemen te begrijpen in plaats van alleen een recept te volgen.
Bekijk onze sectie met aanbevolen producten
We hebben een sectie met aanbevolen producten gemaakt waarmee u het giswerk kunt verwijderen en de tijd kunt verminderen die u besteedt aan het onderzoeken van welke printer, filament of upgrades u moet krijgen, omdat we weten dat dit een zeer ontmoedigende taak kan zijn en over het algemeen tot veel verwarring leidt .
We hebben slechts een handvol 3D-printers geselecteerd die we goed vinden voor zowel beginners als gevorderden, en zelfs experts, waardoor de beslissing gemakkelijker wordt, en de filamenten, evenals de vermelde upgrades, zijn allemaal door ons getest en zorgvuldig geselecteerd , zodat u weet dat welke u ook kiest, zal werken zoals bedoeld.
3d printen
- How To:3D-printertip wijzigen op uw Stratasys
- Het mondstuk op een Ender 3 (Pro &V2) vervangen!
- Ender 3:Het mondstuk reinigen (ontstoppen)!
- Ender 3 Bed Nivelleerproblemen; Hoe u ze kunt oplossen!
- 3D-printer stopt met extruderen halverwege de print:hoe dit op te lossen
- Hoe lang gaat 1 kg 3D-printerfilament mee?
- Dual Extrusion Infill Overlap &Oozing; Hoe op te lossen!
- 3D-printer voedt filament niet:hoe los je het op!
- 3D-printer slaat lagen over! Handleiding voor het oplossen ervan!
- Intrekken:hoe het werkt bij 3D-printen
- Een lekkende hydraulische cilinder repareren