


Elimineer defecten aan PVC-randverlijming met deskundige machineoptimalisatie
Bij het gebruik van een kantenaanlijmer kunnen twee van de meest voorkomende kwaliteitsproblemen (afbladderende randen en dikke lijmlijnen) de integriteit van eindproducten snel ondermijnen. Deze defecten ontstaan doorgaans wanneer de machine-instellingen niet overeenkomen met de eigenschappen van de lijm. In deze gids worden vijf veelvoorkomende lijmproblemen uitgelegd, worden EVA- en PUR-lijmen met elkaar vergeleken en worden bruikbare oplossingen voor het afstemmen van machines geboden om vlekkeloze kantenaanlijming te herstellen.
1. EVA versus PUR kantenlijm
Hotmeltlijmen vormen de ruggengraat van PVC-randafwerking. EVA (ethyleenvinylacetaat) en PUR (polyurethaan) zijn de meest gebruikte opties in de sector.

Hieronder vindt u een beknopte vergelijking van de belangrijkste kenmerken:
Functie EVA-lijm PUR-lijm Wat is beter Verbindingssterkte GoedZeer sterkPURHittebestendigheid MediumHighPURVochtbestendigheid MediumHighPURZichtbaarheid van lijmlijnen Beter zichtbaarMinimaal(Zero-glue-line)PURKosten LagerHogerEVARepareerbaarheid Fysieke koeling; kan opnieuw worden gesmoltenChemische uitharding; onomkeerbaarEVAMachinevereiste Standaard machinesPUR kantenaanlijmerEVAToepassing Standaardmeubilair (kasten, kledingkasten), massaproductieHoogwaardig meubilair (keukens, badkamers), vochtige/warme klimatenAfhankelijk van de gebruikssituatie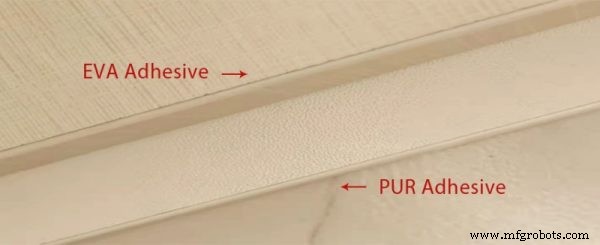
2. Vijf veelvoorkomende lijmproblemen en machineoplossingen
Afbladderende randen, zichtbare lijmlijnen, zwakke verbindingen, delaminatie door hitte en schade door vocht zijn allemaal symptomen van onjuiste machine-instellingen of lijmkeuze. In de volgende secties wordt elk probleem uiteengezet, de hoofdoorzaak ervan en hoe u dit kunt corrigeren door middel van nauwkeurige machine-aanpassingen.
2.1 Randafwerking loslaat
Waarom het gebeurt: Een zwakke lijmverbinding veroorzaakt door onvoldoende temperatuur of vervuilde panelen.
Machinereparaties:
- Stabiliseer de temperatuur van de lijmpot: Houd EVA op 170–200°C of PUR op 110–130°C. Consistente warmte zorgt voor een soepele stroming en gelijkmatige verspreiding.
- Paneelranden reinigen: Gebruik een stofblazer of een voorfrees om een vlak, stofvrij oppervlak vrij te maken. Achtergebleven stof of vocht verzwakt de hechting.
- Vocht op het bedieningspaneel: Activeer de voorverwarmingsunit om het oppervlaktevocht te laten drogen voordat u gaat lijmen.
2.2 Zichtbare lijmlijnen
Waarom het gebeurt: Overmatig aanbrengen of ongelijkmatige roldruk, vooral merkbaar op lichtgekleurde of hoogglanzende panelen.
Machinereparaties:
- Verminder de lijmdikte: Streef naar 80–120 g/m² voor EVA of 60–90 g/m² voor PUR. Voldoende dekking zonder overmaat voorkomt velvorming en verspilling.
- Roldruk aanpassen: Kalibreer op 4–6 bar (EVA) of 5–7 bar (PUR) om overtollige lijm te verwijderen terwijl volledig contact behouden blijft.
- Focus op panelen met hoge zichtbaarheid: Let extra goed op lichte platen waar lijmlijnen opvallen.

2.3 Slechte hechtsterkte en vooruitharding
Waarom het gebeurt: Door de lage aanvoersnelheid kan de smeltlijm afkoelen en uitharden voordat deze in contact komt.
Machinereparaties:
- Verhoog de snelheid van de transportband: Draai met een snelheid van 12–23 m/min om de lijm in het optimale kleverige venster te houden.
- Overeenkomen met omgevingstemperatuur: Stem de snelheid van de transportband af op de omstandigheden in de werkplaats om voortijdige uitharding te voorkomen.
2.4 Randdelaminering bij warm weer
Waarom EVA faalt: Hoge temperaturen verzachten EVA, verminderen de hechtsterkte en zorgen ervoor dat PVC-randen omhoog komen.
Machinereparaties:
- Overstappen op PUR-lijm: De verknoopte chemie van PUR is bestand tegen hoge zomertemperaturen.
- Gebruik een Sealed Melt-systeem: Gespecialiseerde PUR-kantenlijmers voorkomen de interactie tussen lucht en vocht vóór het aanbrengen.
2.5 Waterschade en zwelling rond randen
Waarom het gebeurt: Dikke of poreuze lijmlagen zorgen ervoor dat vocht het hout binnendringt, waardoor zwelling ontstaat.
Machinereparaties:
- Gebruik PUR voor keukens en badkamers: De waterdichte barrière van PUR blokkeert het binnendringen van vocht.
- Voorverwarmer activeren: Droog het plaatoppervlak voordat u gaat lijmen, voor een sterkere hechting.
- Upgraden naar Dual-Glue-Pot-systeem: Met machines zoals de E‑70JDSR automatische PUR-kantenaanlijmer kunt u op verzoek wisselen tussen EVA en PUR.

3. Snelle referentie:parametertabel en veelgestelde vragen
3.1 Aanbevolen machine-instellingen
Optimale waarden variëren per machine, paneeltype en productiedoelen. Gebruik onderstaande tabel als basis.
Machine-instelling Functie EVA-referentie PUR-referentie Tip van de operator Lijmpottemperatuur Regelt de lijmstroom170–200°C110–130°C (voorsmelten)Houd de temperatuur stabiel; grote schommelingen verminderen de kwaliteit van de verbinding.Lijmtoepassing Controleert de dekking en dikte80–120 g/m²60–90 g/m²PUR vereist meestal een dunnere laag voor schonere randen.Drukroldruk Zorgt voor contact4–6 bar5–7 barVerhoog de druk voor dikke PVC- of hoogglanspanelen.Aanvoersnelheid Regelt het lijmvenster12–23 m/min10–23 m/min. Pas de snelheid aan de lijm, het plaatmateriaal en de randdikte aan.3.2 Veelgestelde vragen
Q1. Hoe pas ik de lijmrolafstand aan?
Begin met de standaardopening van de machine en pas deze vervolgens stapsgewijs aan totdat u een volledige randdekking bereikt zonder overmatig uitknijpen.
Q2. Welke lijm past bij randen van MDF, PET of acryl?
MDF-randen: Gebruik EVA voor standaard meubilair; schakel in keukens en badkamers over op PUR om zwelling te voorkomen. PET- en acrylranden: Deze gladde oppervlakken vereisen PUR; Zorg ervoor dat uw machine een vlakschraapeenheid heeft om glanskrassen te voorkomen.

Q3. Hoe onderhoud je een PUR-systeem?
Spoel met een compatibel schoonmaakmiddel terwijl het nog warm is, verwijder verharde resten en houd vocht buiten. Regelmatig schoonmaken voorkomt verstoppingen.
Q4. Hoe hechtingssterkte testen?
Voer een peltest of trekproef onder een hoek van 90° uit. Een sterke verbinding trekt houtvezels uit het paneel; als het oppervlak schoon blijft, is de hechting mislukt.
Q5. Beste methoden voor randen zonder lijmlijn?
Breng de hoeveelheid lijm, temperatuur, roldruk en invoersnelheid in evenwicht. PUR is ideaal voor naadloze randen op lichte of hoogglanzende panelen.
Q6. Waarom gaan PVC-randen omhoog in warme of vochtige omstandigheden?
Warmte verzacht EVA, terwijl vocht de hechting verzwakt. Schakel in dergelijke omgevingen over op PUR voor superieure hechting.
4. Conclusie
Effectieve PVC-randafwerking hangt af van het selecteren van de juiste lijm, het kalibreren van de machine-instellingen en het onderhouden van schone panelen. Door uw proces af te stemmen op de eigenschappen van de lijm en de productieomgeving, kunt u afbladderen, zichtbare lijmlijnen en door vocht veroorzaakte defecten elimineren. Als u een overstap van EVA naar PUR overweegt, investeer dan in een machine met stabiele temperatuurregeling en een afgedicht lijmsysteem voor een probleemloze werking.
Lees verder met deze aanbevolen berichten:
CNC machine
- Nauwkeurigheid, precisie en tolerantie begrijpen om het productontwerp te verbeteren
- Verleng de levensduur van de CNC-spindel:on-site balancering en trillingscontrole om uitvaltijd en reparatiekosten te verminderen
- Hoe medische professionals digitale productie gebruiken om anatomische modellen van de volgende generatie te maken
- Uitgebreide checklist voor CNC-onderhoud:voorkom stilstand en bespaar kosten
- Externe stud, cirkelvormige zak en cirkelvormige gleuf oefening Heidenhain conversatieprogrammering
- Strategieën om gereedschapsdoorbuiging bij CNC-bewerking te verminderen
- Waarom het selecteren van de juiste precisie-CNC-bewerkingsfaciliteit belangrijk is:deskundige begeleiding en superieure resultaten
- Verschillende soorten draaibankgereedschappen die u kunt gebruiken bij CNC-draaien
- Hoe de G76 draadsnijcyclus volledig te beheersen Aantal gangen en snedediepte uitgelegd
- Circulaire interpolatieprogrammering Voorbeeld 2
- Introductie van complete CNC-routerset 2022