


Multipass Frezen Oefening Heidenhain Conversational Programming
Ingediend door:Machinist
Tekening/Afbeelding
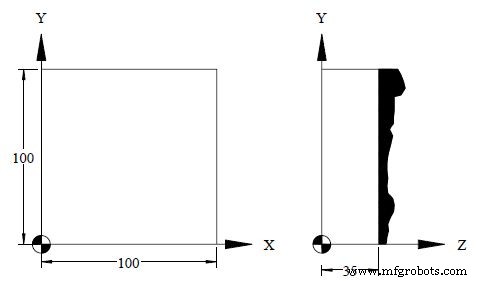
CNC-programma
0 BEGIN PGM 10123 MM 1 BLK FORM 0.1 Z X0 Y0 Z0 2 BLK FORM 0.2 X100 Y100 Z40 3 TOOL DEF 1 4 TOOL CALL 1 Z S2000 5 L M6 6 L Z250 R0 FMAX 7 CYCL DEF 230 MULTIPASS MILLING Q225 = 0 ;STARTING POINT 1ST AXIS Q226 = 0 ;STARTING POINT 2ND AXIS Q227 = 35 ;STARTING POINT 3RD AXIS Q218 = 100 ;FIRST SIDE LENGTH Q219 = 100 ;SECOND SIDE LENGTH Q240 = 25 ;NUMBER OF CUTS Q206 = 250 ;FEED RATE FOR PLNGNG Q207 = 400 ;STEPOVER FEED RATE Q202 = 2 ;SET-UP CLEARANCE 8 L X-25 Y0 R0 FMAX M3 9 CYCL CALL 10 L Z250 R0 FMAX M30 11 END PGM 10123 MM
Circulair patroon (cyclus 220) Heidenhain Conversational Programming Oefening
Contourtreinoefening Heidenhain Conversatieprogrammering
CNC machine
- HEIDENHAIN TNC-PROGRAMMEERLIJN Oefening
- HEIDENHAIN TNC PROGRAMMEREN Afschuining Oefening
- Heidenhain Flex K programmeeroefening
- Voorbeeld van Heidenhain Conversational Programming
- Heidenhain conversatieprogrammering met spiraalfrezen
- Labels nesten Oefening Heidenhain Conversational Programming
- Subprogramma-oefening Heidenhain Conversational Programming
- Herhaal oefening Heidenhain Conversational Programming
- Rotatieoefening Heidenhain Conversational Programming
- Spiegelbeeldoefening Heidenhain Conversational Programming
- Rasterpatroonoefening met lineair patroon (cyclus 221) Heidenhain Conversational Programming